Дипломная работа: Автоматизація процессу сушки деревини
Дипломная работа: Автоматизація процессу сушки деревини
Зміст
Вступ
Характеристика підприємства
1 Особливості процесу сушіння
деревини
1.1 Процес сушіння
1.2 Способи сушіння деревини
1.2.1 Сушіння в рідинах
1.2.2 Конденсаційний спосіб сушіння
1.2.3 Атмосферне сушіння
1.2.4 Камерне й атмосферно-камерне
сушіння
1.2.5 Ротаційний спосіб сушіння
1.2.6 Вакуумний спосіб сушіння
1.3 Технологічний процес сушіння
деревини
1.4. Волога в деревині
1.4.1
Основні
способи визначення вологості деревини
1.5
Контроль
за вологістю деревини і внутрішніми напруженнями у процесі сушіння
1.6
Якість
сушіння пиломатеріалів. Закінчення процесу сушіння
1.7
Вплив
сушіння деревини на її міцність
1.8
Особливості
розрахунку продуктивності за врахуванням роботи сушильних камер
1.9
Вдосконалення
схеми
1.10
Рекомендації
з проведення камерного сушіння
2. Дослідження динамічних
властивостей об’єкту автоматизації
2.1 Лісосушильна камера як
об’єкт регулювання
2.2 Розрахунок контуру регулювання
температури
3 Проектування автоматизованої
системи керування процесом сушіння деревини
3.1 Вибір та обґрунтування структури
системи управління та її опис
3.2 Вибір комплексу технічних засобів
3.2.1 Давачі температури
3.2.2 Сенсор відносної вологості
3.2.3 Центробіжний вентилятор
3.2.4 Електрокалорифер
3.2.5 Циркуляційний насос
3.3 Вибір мікроконтролера
3.3.1 Характеристика мікроконтролера
3.3.2 Особливості мікроконтролерів
PIC16F87X
3.3.2 Система команд мікроконтролера
3.4 Структура та метрологічні
характеристики каналів контролю і регулювання
4 Функціональна структура системи
управління
4.1 Опис алгоритму роботи системи
5 Проектування пристрою
5.1 Загальні відомості про систему
проектування друкованих плат P-CAD
5.2 Графічний редактор принципових
схем P-CAD Schematic
5.3 Графічний редактор друкованих
плат, P-CAD РСВ
5.4 Структура бібліотек P-CAD
5.5 Особливості проектування
пристрою4
6 Охорона праці
6.1 Організація ОП при автоматизації
лісосушильної камери
6.2 Загальні вимоги до обладнання, що
працює під тиском
6.3 Безпека при експлуатації парових
і водогрійних котлів
6.4 Техніка безпеки при транспортних
роботах в сушильних цехах
6.5 Техніка безпеки при обслуговуванні
сушильних камер і протипожежні заходи
6.6 Інженерні рішення з
охорони праці
7 Розрахунок економічної ефективності
від вдосконалення і автоматизації сушіння деревини
Висновки
Список використаної літератури
Вступ
Сушіння
матеріалів є енергоємким процесом, зв'язаним зі значною витратою палива, пару,
а також електроенергії, а отже використання високоточної автоматики дозволить
значно скоротити термін сушіння та знизити енергетичні затрати. Сушать деревину
у виді пиломатеріалів (дошок, брусів, заготовок), шпону (тонколистового
матеріалу), трісок, стружки і волокон. Також поширеним є сушіння круглих
лісоматеріалів (деталі опор ліній електропередачі, зв'язки, будівельні деталі).
Деревину висушують з метою: попередження розміро- і формозмінності
деталей; запобігання псуванню і загниванню; збільшення питомої міцності;
підвищення якості обробки і склеювання.
Широке впровадження систем автоматизації дає народному господарству разом
з прямим економічним ефектом значний організаційний ефект, тому що вимагає фахівців
високої кваліфікації і підвищує загальний рівень організації виробництва,
поліпшує стиль і ефективність керівництва. Тому рівень механізації та
автоматизації виробничих процесів є одним з важливих показників
науково-технічного прогресу в країні.
На
даний час проблема автоматизації сушіння деревини вирішувалась шляхом
використання застарілих, як морально так і в фізичному плані приладів. Для
контролю технологічних параметрів використовувались аналогові прилади з малим
класом точності та технічними показниками, що не відповідають сучасним вимогам.
Паралельно
з застарілим обладнанням, останнім часом, на ринку автоматики з’явились засоби
автоматизації, розроблені провідними брендовими фірмами. Ці засоби цілком
задовільняють вимогам, поставленим перед автоматизацією процесу сушки, але
негативним є той фактор, що ціни на них залишаються недоступними.
Отже
застарілість, як моральна так і фізична, існуючого обладнання поруч із
дороговизною і недоступністю сучасних засобів автоматизації робить процес сушки
деревини, досить складним, вимагає високої кваліфікації працівників та
обслуговуючого персоналу.
Метою даного дипломного проекту є розробка системи автоматичного
керування процесом сушки в триступеневій сушарці деревини з мінімальними
матеріальними затратами на розробку, та простим інтуїтивним інтерфейсом для
користувача-оператора, також з оптимальними технічними показниками та високою
ступінню надійності. Процес трьохступеневого сушіння вимагає контролю основних
параметрів його протікання, а саме: температури та вологості у вакуумній
камері, вологості висушуваного матеріалу; керування ходом процесу висушування
шляхом зміни подачі нагрітого повітря та вентилювання камери для створення
необхідної вологості.
Для вирішення питань контролю параметрів в дипломному проекті
передбачається. Для більш якісного збору технологічних параметрів запроектувати
використання декількох давачів температури, вологості в камері та вологості
пиломатеріалів. Для уникнення можливої похибки вимірювання пов’язаної з
неоднорідністю середовища в камері кінцеве значення вимірюваних параметрів буде
зручно вираховувати як середнє значення показників давачів. Це дасть змогу
точніше, і головне швидше реагувати на зміну стану об’єкта автоматизації. Також
доцільним буде використання електронних давачів вологості та температури, що
дозволить усунути ряд похибок, тим самим зробить процес вимірювання вологості
швидшим та значно точнішим.
Для вирішення питань автоматизованого управління буде запроектованою
мікроконтролерну систему на базі сучасного мікро контролера, який буде
здійснювати збір всіх основних показників роботи сушарки та регулювати
протіканням процесу за наперед заданою програмою.
Характеристика підприємства
Відкрите
акціонерне товариство "Будматеріали" (далі - Товариство) засновано у
1994р шляхом приватизації державного майна Острозького магазину
"Укрторгбудматеріали"
Місцезнаходження
Товариства: 265610, Україна, Рівненська обл., Острозький р-н, с. Оженіно.
Метою
діяльності Товариства є одержання прибутку від виробничо-комерційної діяльності
на принципах самоокупності, самофінансування та повного госпрозрахунку,
запровадження нових технологій, залучення іноземних інвестицій для насичення
споживчого ринку та задоволення потреб населення в продукції підприємства.
Предметом діяльності Товариства є:
-
оптова торгівля;
-
роздрібна торгівля;
-
виробництво товарів народного вжитку;
-
надання послуг по замовленню державних, колективних, спільних, приватних
підприємств та індивідуальних замовників за напрямком діяльності підприємства;
-
створення мережі торгових точок та магазинів;
-
посередницька та комісійна діяльність;
-
ремонт будов та споруд невиробничого призначення ;
-
ремонт та будівництво житла за замовленнями населення ;
-
виробництво будівельних деталей з деревини і плит на деревній основі;
-
інші види діяльності не заборонені чинним законодавством України.
На
даному підприємстві працює понад тридцять чоловік, функціонують три цехи:
пилорамний, сушильний та столярний. Пилорамний цех відповідає за розрізку колод
на дошки, сушильний - за сушіння дошки для виготовлення кінцевої продукції, а
столярний цех виготовляє продукцію, таку як віконні та дверні блоки, дошку для
підлоги, плінтус та ін.
1. Особливості процесу сушіння деревини.
1.1 Процес сушіння
Сушіння
матеріалів є енергоємким процесом, зв'язаним зі значною витратою палива, пару,
а також електроенергії, а отже використання високоточної автоматики дозволить
значно скоротити терміни сушіння та знизити енергетичні затрати.
На підприємствах сушіння деревини здійснюють у виді пиломатеріалів
(дошок, брусів, заготовок), шпону (тонколистового матеріалу), трісок, стружки і
волокон. Інколи має місце сушіння круглих лісоматеріалів (деталі опор ліній
електропередачі, зв'язки, будівельні деталі).
У результаті сушіння деревина з природної сировини перетворюється в
промисловий матеріал, що відповідає найрізноманітнішим вимогам, які висуваються
до нього в різних виробничих і побутових умовах. При зниженні вологості
деревини поліпшуються її фізико-механічні й експлуатаційні властивості. Відомо,
що при зміні вмісту вологи в деревних сортаментах змінюються їхні розміри і
форма. У тих випадках, коли при експлуатації виробів з деревини необхідна
сталість розмірів і форми деталей, їхня вологість повинна бути заздалегідь
доведена до визначеного рівня, що відповідає умовам експлуатації цих виробів,
тобто до експлуатаційної вологості. Деревина, що містить велику кількість
вологи, легко вражається грибами, у результаті чого вона загниває. Суха ж
деревина відрізняється великою стійкістю. Зниження вологості деревини приводить
до зниження її маси та одночасного підвищення міцності. Суха деревина, на
відміну від сирої, легко клеїться, добре піддається обробці. Контроль за
кінцевим показником вологості є головним чинником в процесі сушки [4,102].
Таким чином, деревину висушують з метою: попередження розміро- і
формозмінності деталей; запобігання псування і загнивання; збільшення питомої
міцності; підвищення якості обробки і склеювання.
Вибір способу сушіння і сушильного устаткування визначається рядом
факторів: породним і сортаментним складом пиломатеріалів, що висушуються,
вартістю енергоносія, необхідною продуктивністю, умовами й інвестиційними
можливостями споживачів. Сушильна камера з енергозберігаючими технологіями –
обов’язкова умова рентабельної роботи.
На
даний момент на ринку сушильних камер 90-95% класичного типу – конвективні з різними
системами приточно-витяжної вентиляції і видами теплоносія. Їхні переваги:
невеликі капітальні витрати, простота процесу сушіння, зручність технічного обслуговування.
Циркуляційна
система сушки повинна забезпечувати необхідну швидкість і рівномірність
розподілу сушильного агента по матеріалу для різних порід з метою одержання
вищої якості й оптимальної тривалості процесу. Для спонукання циркуляції
сушильного агента використовують осьові і, в окремих випадках при великому
опорі циркуляційного тракту, відцентрові вентилятори. До цього устаткування
повинні пред'являтися жорсткі вимоги по його надійності при експлуатації в середовищі
з підвищеною температурою і вологістю.
Теплова
енергія для сушарок виробляється в котельнях. Теплоносієм є пара чи гаряча
вода. Електроенергію, внаслідок високої ціни, використовують у рідких випадках.
Хоча останнім часом значна частина матеріалу висушується в камерах, що працюють
на електроенергії.
Параметри
середовища в сушильній камері, як правило, вимірюють психрометром. Керування і
регулювання процесу сушіння здійснюється автоматично.
Поряд
із традиційними конвективними сушарками певне поширення одержали вакуумні і
конденсаційні сушарки.
Вакуумні
сушарки доцільно використовувати для сушіння деревини твердих листяних порід
великих перетинів (50 мм і більше), коли тривалість процесу є важливим
чинником. При купівлі таких камер не можна забувати про великі капітальні
вкладення.
Конденсаційні
сушарки використовують у тих випадках, коли електроенергія, як енергоносій, найбільш
дешева в порівнянні з іншими видами. ККД таких сушарок найбільш високий при
температурі сушильного агента до 45° С. При цих параметрах собівартість процесу
невелика, зате термін сушіння значний.
Раніш
основний обсяг сушіння здійснювався на деревообробних і лісопильних
підприємствах, де споруджувалися великі сушильні цехи продуктивністю до 100
тис.м3 умовного матеріалу в рік, зараз основна маса деревини переробляється
на малих підприємствах, потреба яких може бути забезпечена одною - двома
камерами невеликої завантажувальної ємності.
Меблеві
і деревообробні підприємства оснащені лісосушильними камерами застарілих конструкцій,
що знаходяться в аварійному стані і не можуть забезпечити якісне сушіння матеріалу.
Разом з тим ринок висуває високі вимоги до якості виробів з деревини.
Сучасні
лісосушильні камери дозволяють досягти високої якості сушіння. Вони оснащені системою
автоматичного керування процесом і є складним комплексом устаткування, що вимагає
кваліфікованого обслуговування.
Винятково
велике значення має якісне сушіння деревини, без чого неможливий випуск
високоякісної продукції. Низька якість сушіння, обумовлена незадовільним технічним
станом сушильного устаткування і слабкою технологічною підготовкою
обслуговуючого персоналу, приводить до прихованого браку - нерівномірності
розподілу кінцевої вологості, що довгий час може залишатися непоміченим і позначитися
тоді, коли виріб знаходиться в експлуатації.
1.2 Способи сушіння деревини
Класифікація
способів сушіння ґрунтується на особливостях передачі тепла матеріалу, що
висушується, і за цією ознакою можна виділити наступні види сушіння:
конвективне, кондуктивне, радіаційне, електричне [2,10]. У табл.1.1 приведені
види і способи сушіння.
Таблиця 1.1.
Види та способи сушіння деревини
| Вид сушіння |
Сушильні
агенти
|
Спосіб сушіння |
Основні особливості процесів
|
| Конвективно-атмосферне |
Повітря
Повітря
|
На корені
Атмосферна
|
Сушіння з використанням з
сущої сили крони живого
дерева
Сушіння на відкритих складах
чи під навісами
|
| Конвективно- теплове |
Повітря, Топковий газ, водяна пара і
їхні суміші
Рідини
|
Газопарова
Ротаційна
Вакуумна
У рідинах
|
Сушіння в нагрітому газовому
середовищі при атмосферному тиску
Газопарове сушіння з додатковим
використанням
відцентрового ефекту
Газопарове сушіння при
тиску середовища нижче
атмосферного
Сушіння з використанням
нагрітих рідких сушильних
агентів
|
| Кондуктивне |
Повітря |
Кондуктивне |
Сушіння з передачею тепла
матеріалу за допомогою теплопровідності
при контакті
с нагрітими поверхнями
|
| Радіаційне |
Повітря |
Радіаційне |
Сушіння передачею тепла
матеріалу випромінюванням
|
| Електричне |
Повітря |
Діелектричне |
Сушіння в електромагнітному
полі ТВЧ чи СВЧ із передачею
тепла матеріалу за рахунок
діелектричних втрат
|
| Електричне |
Повітря |
Індукційне |
Сушіння в електромагнітному
полі промислової частоти з передачею
тепла матеріалу від розташовуваних всередині штабелю феромагнітних шляхів що
нагрівають індуктивними струмами.
|
Практична
мета усіх видів сушіння - це зведення до мінімуму коливань кінцевої вологості
деревини.
Вибір способу сушіння, устаткування
й організація процесу залежать від безлічі факторів, як технологічного, так і
місцевого значення. Основні фактори з цілим рядом конкретних показників
наступні:
- вимоги до якості й обсягів
матеріалів, що висушуються;
- забезпечення енергоносіями;
- склад комплектації устаткування;
- умови розміщення сушильних камер;
- фінансові можливості
підприємства;
- забезпечення кадрами й ін.
1.2.1 Сушіння в рідинах
У
даному випадку сушильним агентом служать гідрофобні і гідрофільні рідини.
Зневоднювання
в гідрофобних рідинах, оліях, розплавлених металах, сірці по своєму механізмі
схоже на конвективне сушіння при високотемпературному режимі. Тому всі
негативні наслідки, - зниження міцності деревини, великі внутрішні напруження, характерні
для високотемпературного режиму сушіння, присутні і тут.
1.2.2 Конденсаційний спосіб сушіння
За
принципом дії конденсаційний спосіб відноситься до замкнутого циклу, тобто
сушильний агент робить циркуляцію по камері без викиду в атмосферу і, відповідно,
без підживлення свіжим повітрям. Повітря, насичений вологою відібраної з
деревини, змочує холодну поверхню і прохолоджується до температури нижче крапки
роси. Частина вологи, що міститься в повітрі, конденсується, а теплота,
виділена при цьому, використовується для підігріву сушильного агента. Як
охолоджувач використовується фреон.
Теоретично
конденсаційний сушильний цикл із холодильником, що грає роль теплового насоса,
характеризується нульовою витратою тепла на випар вологи. Витрати
електроенергії тут йдуть на прогрів матеріалу і тепловтрати, а також на привід
компресора і вентиляторів. Для компенсації теплових втрат агрегат забезпечується
додатковим калорифером із зовнішнім електроживленням [4,56].
За
даними закордонних фірм Hildebrand, Brunner, Vanicek енергоспоживання конденсаційних
сушарок складає 0,25...0,5 кВт* год на 1 кг випаруваної води в залежності від
вологості матеріалу, збільшуючись при її зниженні. Це приблизно в два рази менше
витрати енергії в звичайних збірно-металевих камерах періодичної дії.
1.2.3 Атмосферне сушіння
Атмосферне
сушіння є найбільш дешевим способом. Воно не вимагає таких капітальних затрат,
як камерне, але для нього необхідний великий запас матеріалу.
Відомо,
що атмосферно висушена деревина може експлуатуватися багато сторіч, якщо її
повторно не воложити.
Основним
недоліком атмосферного сушіння є те, що процес некерований: у районах з
підвищеною вологістю повітря підвищується імовірність поразки пиломатеріалів
грибками, а на півдні - розтріскування.
Згідно
правил, атмосферне сушіння проводиться в штабелях, що укладаються на
спеціальних складах. Стан сушильного агента - нестабільний, на нього впливають
кліматичні умови, час року і доби. У результаті взаємодії повітря з деревиною,
що висихає, на складах створюється своєрідний мікроклімат: повітря має знижену
температуру, підвищену вологість і невелику швидкість циркуляції. Тому процес
атмосферного сушіння тривалий. Деревина висушується до вологості 12...20% у
залежності від кліматичних умов, породи і товщини матеріалу.
Існують
способи інтенсифікації процесу: застосування більш розрідженого укладання, розміщення
штабелів відповідно до напрямку пануючих вітрів, використання примусової
циркуляції повітря за допомогою вентиляторів. Прискорення процесу, з одного
боку, сильно знижує можливість появи хімічних і прокладочних фарбувань, синяв і
гнилі, але з іншої сторони сприяє зниженню відносної вологості повітря, що
приводить до збільшення залишкових напруг. Прискорене атмосферне сушіння
дозволяє довести матеріал до вологості 20...30% за час, що складає від 1/2 до 1/4
тривалості процесу при звичайному атмосферному сушінні.
1.2.4 Камерне й атмосферно-камерне сушіння
Камерне
сушіння пиломатеріалу - основний промисловий спосіб зневоднювання деревини, що реалізується
у відповідних приміщеннях - камерах.
Звичайно
під камерним розуміють конвективно-тепловий вид сушіння, здійснюваний у конвективних
камерах різних конструкцій.
Сушильні
камери можуть мати будівельні чи металеві огородження; бути стаціонарними чи
пересувними; здійснювати безупинне чи періодичне сушіння матеріалу.
Камерне
сушіння на деревообробних і меблевих підприємствах стало інтенсивно розвиватися
в 1930 р. І дотепер на багатьох підприємствах експлуатуються камери застарілих конструкцій
- безвентиляторні з підвальним приміщенням, що працюють за принципом природної
циркуляції повітря, типу Грум-Гржимайло, Некар і ін.
Вибір
категорії режиму здійснюється відповідно до потреби в сухому матеріалі, тому що
тривалості процесу при м'якому і форсованому режимах відрізняються більш ніж у
два рази, а також від призначення матеріалу, оскільки підвищення рівня
температури висушування веде до втрати міцності деревини.
Переміщення
повітря в камерах здійснюється за допомогою осьових чи відцентрових вентиляторів.
Значення швидкості циркуляції повітря по штабелі в сучасних камерах коливаються
від 1,0 до 5,0 м/с у залежності від породи деревини.
Переваги
камерного сушіння в порівнянні з атмосферним - це менша тривалість, можливість керування
процесом.
У
зв'язку з особливостями розвитку внутрішніх напружень у деревині найбільш небезпечним
є початковий період сушіння до середньої вологості матеріалу 30%. Тому режими
камерного сушіння побудовані так, щоб перша ступінь, а по тривалості вона
займає близько 40...45% усього терміну сушіння, була найбільш
"волога". Це значить, що ступінь насиченості повітря створюється тут
високий, що вимагає великих енерговитрат. При атмосферному підсушуванні по
матеріалі циркулює вологе повітря низької температури, тобто створюється
мікроклімат досить безпечний для стану деревини.
Для
пиломатеріалів твердих листяних порід підсушування бажано проводити в спеціальних
низькотемпературних камерах при температурі до 40 0С. У цьому
випадку процес підсушування керований, тривалість його в 5...8 разів менше, ніж
при атмосферному підсушуванні, значно менше і ступінь нерівномірності
просихання.
1.2.5 Ротаційний спосіб сушіння
Цей
спосіб являє собою механічне зневоднювання деревини в поле відцентрових сил.
Здійснюється він у спеціальних карусельних сушарках, причому найкращий ефект
досягається при розміщенні штабеля чи пиломатеріалів навіть круглого сортименту
по діаметрі обертової платформи. При цьому вектор відцентрової сили збігається
з віссю деревного сортименту, і зневоднювання відбувається уздовж волокон.
Природно, що таким способом можна видалити з деревини тільки вільну воду.
Вологість свіжої деревини при цьому знижується до 40...45% за невеликий проміжок
часу - 10...20 хв. Пиломатеріали початковою вологістю З0...35% і нижче зневоднюванню
з використанням відцентрового ефекту не піддаються.
Ротаційне
сушіння, таким чином, може замінити першу найбільш енергоємну і тривалу ступінь
камерного сушіння. Техніко-економічні розрахунки показали, що сполучення
карусельного і камерного сушіння забезпечує 1,5-2–кратне скорочення
енерговитрат і зниження собівартості сушіння на 25-30%.
Недоліком
ротаційного способу є громіздкість конструкцій, складність у виконанні
обертової платформи, балансування вантажу. Тому такі сушарки не одержали
поширення [4,37].
1.2.6 Вакуумний спосіб сушіння
Використання
зниженого тиску середовища для зневоднювання деревини викликано бажанням
прискорити процес за рахунок використання додаткових резервів сушіння - не
тільки градієнтів температури і вологості, але і градієнта тиску.
Матеріал,
що висушується, поміщають у спеціальний автоклав чи герметичну камеру, де
створюється розрідження повітря. Оскільки температура кипіння води у вакуумі
нижче, ніж при атмосферному тиску, то, створюючи вакуум глибиною 0,9 кг/см2,
температуру сушильного агента знижують до 40...45°С. У такий спосіб можна вести
інтенсивний і, разом з тим, низькотемпературний процес сушіння при повному
збереженні природних властивостей деревини.
Безпосередньо
вакуумний спосіб сушіння не забезпечує необхідну експлуатаційну вологість матеріалу
і застосовується тільки для сушіння пиломатеріалів до транспортної вологості,
тобто до WK = 22%. Сполучення ж даного способу з
кондуктивним, конвективним чи діелектричним дозволяє досягти необхідної кінцевої
вологості при скороченні тривалості процесу в 2...10 разів.
Вакуумно-кондуктивний
спосіб сушіння здійснюється при постійному протягом процесу вакуумі і
контактному нагріванні деревини плитами, розміщеними усередині штабеля замість
прокладок. За даними закордонних фірм Hildebrand, Citomak такий спосіб скорочує
тривалість процесу в 3 рази в порівнянні з камерним сушінням нормальними
режимами. Але він має ряд істотних недоліків: велика трудомісткість
вантажно-розвантажувальних робіт; значна нерівномірність і розподіли кінцевої
вологості по товщині матеріалу і, відповідно, великі внутрішні напруження; мала
місткість камер. У силу цих недоліків вакуумно-кондуктивні камери не одержали широкого
застосування в промисловості.
Вакуумно-конвективний
спосіб сушіння може здійснюватися при циклічному нагріванні і вакуумуванні,
тобто зі скиданням тиску, а також при постійному вакуумі .
У
першому випадку матеріал спочатку прогрівають, а потім піддають вакууму. У
деревині, нагрітій до температури кипіння води, відбувається википання вільної води
з порожнин кліток за рахунок акумульованої теплоти. Пара, що утворилася,
віддаляється з матеріалу під дією надлишкового тиску. Після припинення паротворення,
тобто охолодження деревини, її знову нагрівають, і цикл багаторазово повторюють
до досягнення необхідної кінцевої вологості. Тривалість циклів і їхні параметри
залежать від породи, товщини і вологості матеріалу. Такий спосіб дає скорочення
тривалості процесу в 4...5 разів у порівнянні з конвективним способом при
високій якості сушіння .
Сушіння
при постійному неглибокому вакуумі 0,2 кг/см2 і одночасному конвективному
нагріванні дає також гарну якість. Тривалість процесу при цьому не зменшується,
а відповідає конвективному сушінню. Собівартість сушіння в 3 рази нижче за
рахунок використання теплоти конденсації випаруваної води і застосування
низьких температур сушильного агента.
Вакуумно-конвективний
спосіб сушіння останнім часом стає усе більш популярним. На думку авторів, він є
найбільш перспективним серед способів, спрямованих на прискорення процесу сушіння
[2,32].
При
вакуумно–діелектричному способі сушіння нагрів матеріалу до 45...50°С здійснюється
за рахунок енергії високочастотного електромагнітного поля чи при постійному
вакуумі. Деревина знаходиться в середовищі майже чистої пари малого тиску, завдяки
чому процес відбувається при малому перепаді вологості по товщині сортиментів і
незначних внутрішніх напружень. Тривалість сушіння в цьому випадку зменшується в
10-12 разів. Однак вакуумно-діелектричний спосіб не позбавлений істотних
недоліків. По-перше, вартість сушіння при такому способі досить велика через дорожнечу
і складність устаткування, а також через великі енерговитрати. По-друге, з досвіду
експлуатації вакуумно-діелектричних камер СПВД випливає, що поки не удалося
досягти гарної якості сушіння: матеріал через нерівномірність електромагнітного
поля має дуже великий розкид кінцевої вологості.
1.3 Технологічний процес сушіння деревини
На
даному підприємстві використовується трьохступеневий камерний режим сушіння
пиломатеріалів листяних порід (таблиця 1.2), хвойних (таблиця 1.3) та модрини
(таблиця 1.4)
Таблиця
1.2.
Трьохступеневий
камерний режим сушіння пиломатеріалів листяних порід
|
Індекс
режима
|
Вологість
деревини
|
Номер режима і параметри повітря |
| 2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
t
|
Δt
|
t
|
Δt
|
t
|
Δt
|
t
|
Δt
|
t
|
Δt
|
t
|
Δt
|
t
|
Δt
|
t
|
Δt
|
T
|
Δt
|
|
|
>30 |
82 |
3 |
75 |
3 |
69 |
3 |
63 |
2 |
57 |
2 |
52 |
2 |
|
|
|
|
|
|
| А |
30...20 |
87 |
6 |
80 |
6 |
73 |
6 |
67 |
5 |
61 |
54 |
55 |
4 |
|
|
|
|
|
|
|
|
<20 |
108 |
27 |
100 |
26 |
91 |
24 |
83 |
22 |
77 |
21 |
70 |
20 |
|
|
|
|
|
|
|
|
>30 |
82 |
4 |
75 |
4 |
69 |
4 |
63 |
3 |
57 |
3 |
52 |
3 |
47 |
2 |
42 |
2 |
38 |
2
|
| Б |
30...20 |
87 |
8 |
80 |
8 |
73 |
7 |
67 |
6 |
61 |
6 |
55 |
5 |
50 |
5 |
45 |
4 |
41 |
4 |
|
|
<20 |
108 |
29 |
100 |
28 |
91 |
25 |
83 |
23 |
77 |
22 |
70 |
21 |
62 |
18 |
57 |
17 |
52 |
16 |
|
|
>30 |
82 |
6 |
75 |
5 |
69 |
5 |
63 |
4 |
57 |
4 |
52 |
4 |
47 |
3 |
42 |
3 |
38 |
3 |
| В |
30...20 |
87 |
10 |
80 |
9 |
73 |
8 |
67 |
7 |
61 |
7 |
55 |
7 |
50 |
6 |
45 |
5 |
41 |
5 |
|
|
<20 |
108 |
31 |
100 |
29 |
91 |
26 |
83 |
24 |
77 |
23 |
70 |
22 |
62 |
19 |
57 |
18 |
52- |
17 |
|
|
>30 |
82 |
8 |
75 |
7 |
69 |
6 |
63 |
5 |
57 |
5 |
52 |
5 |
47 |
4 |
42 |
4 |
38 |
4 |
| Г |
30...20 |
87 |
12 |
80 |
11 |
73 |
10 |
67 |
9 |
61 |
9 |
55 |
8 |
50 |
7 |
45 |
6 |
51 |
6 |
|
|
<20 |
108 |
33 |
100 |
31 |
91 |
28 |
83 |
26 |
77 |
25 |
70 |
23 |
62 |
21 |
57 |
20 |
52 |
18 |
|
|
>30 |
82 |
10 |
75 |
9 |
69 |
8 |
63 |
7 |
57 |
6 |
52 |
6 |
|
|
|
|
|
|
| Д |
30...20 |
87 |
14 |
80 |
13 |
73 |
12 |
67 |
11 |
61 |
10 |
55 |
9 |
|
|
|
|
|
|
|
<20
|
108 |
35 |
100 |
33 |
91 |
30 |
83 |
27 |
77 |
26 |
70 |
24 |
|
|
|
|
|
|
Додаток
до таб. 1.2.
| Порода |
Категорії режиму |
Товщина пиломатеріалів, мм |
| До 22 |
від 22 до 32 |
від 32 до 40 |
від 40 до 50 |
від 50 до 60 |
від 60 до 70 |
від 70 до 75 |
від 75 до 100 |
| береза, вільха |
н |
з-д |
4-Г |
4-В |
5-В |
6-Б |
7-Б |
8-Б |
9-Б |
| ж |
2-Д |
3-Г |
3-В |
4-В |
— |
— |
— |
— |
| Осика, липа, тополя |
н |
3-Г |
3-Б |
4-Б |
5-В |
6-В |
7-В |
8-В |
9-В |
| ж |
2-Г |
2-Б |
3-Б |
4-Б |
|
|
|
— |
| Бук, клен |
н |
3-В |
4-В |
5-В |
5-Б |
6-Б |
7-А ' |
8-Б |
— |
| ж |
2-Г |
3-Б |
4-В |
|
|
|
— |
— |
| Дуб |
н |
5-Г |
6-В |
6-Б |
7-Б |
8-Б |
9-В |
10-Б |
— |
| ж |
3-Г |
4-В |
5-В |
— |
— |
|
— |
— |
| Горіх |
н |
5-В |
5-Б |
6-Г |
6-Б |
7-В |
8-Б |
9-В |
— |
| Граб, ясен |
н |
6-В |
6-А |
7-Б |
8-Б |
8-Б |
9-В |
10-В |
— |
Таблиця
1.3
Трьохступеневий
камерний режим сушіння пиломатеріалів хвойних порід — сосни і кедра (по РТМ)
| Вологість деревини, % |
|
Номер режиму для пиломатеріалів
товщиною, мм |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
9 |
| до 22 |
23 і 25 |
26 і 32 |
33 і 40 |
41 і 50 |
51 і 60 |
61 і 75 |
76 і 100 |
| Нормальний режим (Н) |
|
>35
35 ... 25
<25
|
T i Δt, ºC
t i Δt, ºC
t i Δt, ºC
|
83 і 9
88 і 14
110 і 36
|
79 і 7
84 і 12 105 і 33
|
79 і 6
84 і 12 105 і 32
|
75 і 5
80 і 10 100 і 30
|
73 і 5
77 і 9
96 і 27
|
71 і 4
75 і 8
85 і 24
|
64 і 3
68 і 7
85 і 24
|
55 і 2
58 і 5
75 і 22
|
| Жорсткий режим (Ж) |
|
>35
35 ... 25
<25
|
T i Δt, ºC
t i Δt, ºC
t i Δt, ºC
|
94 і 11
99 і 16 125 і 42
|
92 і 10
97 і 15 123 і 41
|
92 і 8
97 і 13 123 і 39
|
90 і 7
95 і 12 120 і 37
|
87 і 6
92 і 11
115 і 36
|
83 і 5
88 і 10 110 і 32
|
73 і 4
78 і 9
98 і 29
|
—
—
—
|
|
Таблиця 1.4
Трьохступеневий камерний режим
сушіння пиломатеріалів листяних порід з деревини модрини (по РТМ)
|
| Вологість деревини, % |
Параметри |
Номер режиму для пиломатеріалів
товщиною, мм |
| Л1 |
Л2 |
ЛЗ |
Л 4 |
Л5 |
Л6 |
Л7 |
| до 22 |
23 і 25 |
26 і 22 |
33 і 40 |
41 н 50 |
51 і 60 |
61 і 75 |
| Нормальний режим (Н) |
|
>35
35 ... 25
<25
|
T i Δt, ºC
t i Δt, ºC
t i Δt, ºC
|
70 і 9
75 і 15
80 і 25
|
70 і 8
75 і 15
80 і 25
|
70 і 6
75 і 15
80 і 25
|
65 і 5
70 і 10
75 і 20
|
60 і 4
65 і 9
70 і 19
|
80 і 3
65 і 7
70 і 18
|
60 і 2
65 і 5
70 і 15
|
| Жорсткий режим (Ж) |
|
>35
35 ... 25
>25
|
T i Δt, ºC
t i Δt, ºC
t i Δt, ºC
|
90 і 9
98 і 12 112 і 32
|
90 і 7
96 і 11 110 і 30
|
82 і 4
87 і 8
108 і 29
|
75 і 4
80 і 8
100 і 28
|
75 і 8
80 і 6
100 і 26
|
72 і 2
78 і 5
95 і 20
|
70 і 2
76 і 4
90 і 18
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Принцип
трьохступеневого режиму сушки полягає в тому, що на кожному етапі збільшуються
температура повітря по мірі зниження вологості в деревині до певної величини,
при якій процес сушки переводиться на наступну ступінь з більшою температурою і
психометричною різницею.
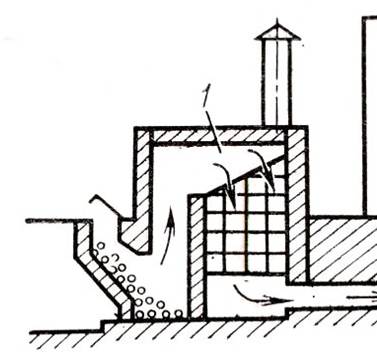
Рис.
1.1. Теплогенератор на відходах пиломатеріалів.
Нагрів
та утримання потрібної температури в сушильній камері здійснюється на основі
трьох теплогенераторів. На рис. 1.1 зображений тепло генератор який працює на
основі спалювані дров, що призводить до нагрівання труб, по яких рухається
повітря за допомогою відцентрового вентилятора. Нагріте повітря подається в
сушильну камеру.
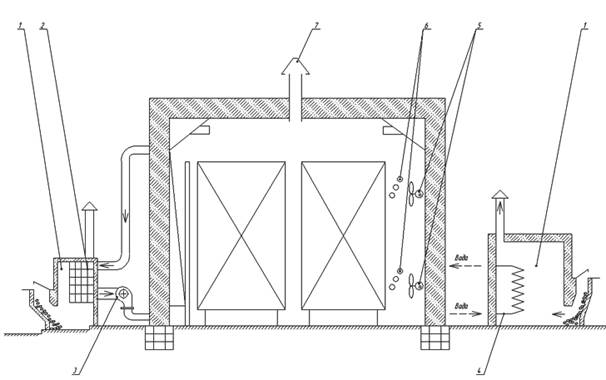
Рис.
1.2. Технологічна схема процесу сушіння:
1
– котел; 2 – труби з повітрям; 3 – відцентровий вентилятор;
4
– труби з водою; 5 – вентилятор; 6 – радіатори з гарячою водою;
7
– витяжка.
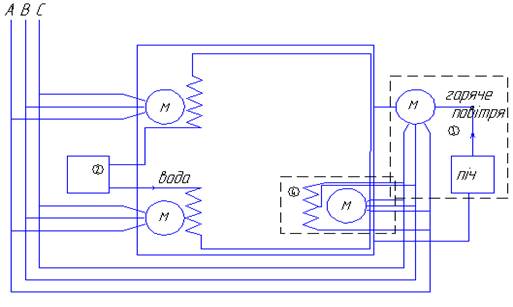
Рис.
1.3. Електрична схема живлення електрообладнання.
1
– сушильна камера; 2 – водяний котел; 3 – вогняний калорифер;
4
– електрокалорифер.
Другий
тепло генератор працює на основі водяного котла та двох радіаторів, які
обдуваються вентиляторами. Ці два тепло генератори застосовуються для грубого
регулювання температури, а для більш точного регулювання використовують третій
– електрокалорифер. Для регулювання вологості в сушильній камері використовують
витяжки.
1.4 Волога в деревині
Деревина складається з різноманітних рослинних кліток переважно
подовженої форми. У деревині хвойних порід основним типом кліток є трахеїди, а
листяних порід — волокна лібриформу і судини. Крім того, наявні клітки
серцевинних променів і в невеликій кількості клітки деревної паренхіми.
Порожнини кліток, з'єднані між собою порами (рис. 1.4), утворюють у
деревині макрокапілярну систему, що добре прониклива для рідин і газів у
напрямку уздовж волокон і значно менше - поперек волокон.
Стінки кліток мають волокнисту будову. Вони формуються з окремих волоконець-мікрофібрил,
орієнтованих уздовж осі чи клітки під невеликим кутом до неї. Мікрофібрили
складаються з переплетених між собою ланцюгових молекул целюлози. Між
мікрофібрилами розміщуються інші органічні речовини — геміцелюлози і лігнін, а
також наявні вільні сполучені простори, заповнені повітрям і вологою, кількість
якої мінлива. Отже, у стінках кліток присутня своя капілярна система, проте
більш тонка, чим макро-капілярна.
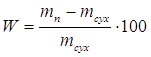
Вміст
вологи в деревині, як і інших речовинах, характеризують величиною відношення
маси вологи в деревині до маси деревини. Це відношення, виражене у відсотках,
називають вологістю. В технології деревообробки прийнято розраховувати
вологість як відношення маси вологи, що міститься в деревині, до її маси в
абсолютно сухому стані [2,98]. Вологість W (у %) визначають у цьому
випадку згідно виразу:
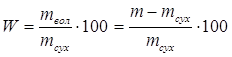 , (1) , (1)
де
m — загальна маса проби, г;
mсух— маса проби в абсолютно сухому стані, г;
mвол — маса вологи в пробі, г.
Волога в деревині може знаходитися як у порожнинах кліток, заповнюючи
макрокапілярну систему, так і в їхніх стінках. Вологу, що знаходиться в
порожнинах кліток і в просторах між клітками, називають вільною, а в клітинних
стінках—зв’язаною чи гігроскопічною.
Вміст
зв'язаної вологи в деревині обмежений. Стан, при якому стінки кліток мають
максимальну вологість при зіткненні їх з рідкою вологою, називається межею
їхнього насичення. Вологість межі насичення (WМ.Н) практично
не залежить від породи і складає в середньому 30%.
Якщо
вологість деревини більша WМ.Н, тобто вище 30%, значить у
деревині міститься вільна волога. Максимальний вміст вільної вологи залежить
від обсягу порожнин кліток і коливається для деревини різних порід від 60 до
250%.
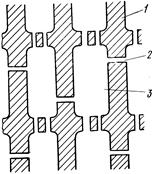
Рис.
1.4. Схема макрокапілярної структури деревини:
1 —
стінка клітки, 2 — пора, 3 — порожнина клітки
Деревина ростучого або свіжозрубленого дерева завжди має вологість вище
вологості межі насичення, тобто вона є сирою.
Вологість свіжозрубленої деревини залежить від породи, місця
розташування в стовбурі (ядро чи заболонь) і пори року. Вона коливається в дуже
широких межах. Середні значення вологості свіжозрубленої деревини приведені в таблиці.
1.5.
У хвойних порід вологість ядра і спілої деревини значно нижче вологості
заболоні. У листяних порід розходження у вологості по перетині стовбура
практично не спостерігається [2,105].
Таблиця
1.5.
Вологість
свіжозрубаної деревини
| Порода |
Вологість, % |
| Ядра чи спілої деревини |
заболоні |
середня |
|
Сосна, ялина Модрина
Береза
Дуб
|
30—40
40—50
––
50—80
|
100—120
100—120
70—90
70—80
|
60—100
50—70
70—90
60—80
|
1.4.1
Основні способи визначення вологості деревини
Вологість
деревини визначають різними способами. Найбільш розповсюдженими в деревообробці
є ваговий і електричний способи .
Ваговий
спосіб, правила визначення вологості
якого регламентовані ДСТ 16588—71, ґрунтується на зважуванні і висушуванні проб
(зразків), що відбираються з контролюємої партії деревних сортиментів. Від
дошки або заготовки на віддалі 300 –500 мм від торця випилюють поперечним
перерізом пробу (рис. 1.5) розміром вздовж волокон близько 10 мм. Ця проба
називається секцією вологості. Секцію ретельно зачищають від заусенець, після
чого негайно зважують на технічних терезах з точністю до 0,1 г. Отримане
значення початкової маси реєструють у спеціальному журналі. Потім секцію
поміщають в сушильну, шафу і сушать при температурі 103 2°С. Секцію періодично виймають із шафи і зважують,
відмічаючи кожен раз у журналі результати зважування. Перше зважування
виконують через 6 год, а наступні – через кожні 2 год. Секцію витримують у
сушильній шафі доти, поки її вага не перестане змінюватися. 2°С. Секцію періодично виймають із шафи і зважують,
відмічаючи кожен раз у журналі результати зважування. Перше зважування
виконують через 6 год, а наступні – через кожні 2 год. Секцію витримують у
сушильній шафі доти, поки її вага не перестане змінюватися.
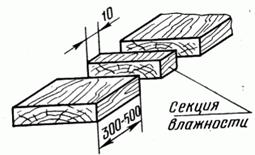
Рис.1.5.
Схема вирізки секції вологості з дошки
Постійну
вагу приймають рівною її вазі в абсолютно сухому стані  . Вологість (в %) розраховують згідно рівняння . Вологість (в %) розраховують згідно рівняння
 , (2) , (2)
Для
визначення вологості однієї дошки чи заготовки необхідно випилювати з них не
менше двох секцій. Кількість контрольних дощок залежить від величини
контролюємої партії, а також необхідної точності і надійності контролю [2,74].
Електричний спосіб визначення вологості
ґрунтується на залежності показників електричних властивостей деревини від її
вологості. Для виміру вологості в цьому випадку використовують прилади, що
називається електровологомірами. Широке поширення одержали
кондуктометричні вологоміри, принцип дії яких заснований на залежності
електричного опору деревини від її вологості. Особливість роботи цих
електровологомірів полягає в тому, що вони досить надійно вимірюють вологість у
діапазоні від 7 до 30%. Вологість вище 30% визначається з великою погрішністю.
При
сушінні пиломатеріалів використовують електровологоміри ЦНИИМОД-2; ЭВ8-100;
ЭВА-2; ЭВА-2М; ЭВА-2ДО.
Датчик
електровологоміра являє собою трьохголатий зонд, оснащений ручкою. При
вимірюванні вологості голки датчика вводять у деревину на повну глибину в
напрямку уздовж волокон. Показуючий елемент вимірювального пристрою має шкалу,
відградуйовану у відсотках вологості для деревини сосни при температурі 20° С.
Якщо вимірюється вологість деревини інших порід і при іншій температурі, то в
покази приладу уводяться поправки, значення яких дані в прикладених до
електровологоміра таблицях.
Фактори,
що впливають на результат вимірювання вологості за допомогою голчастого
вимірювача:
·
температура
вимірюваного матеріалу (при збільшенні температури на 5°С вимірювач вологості
показує приблизно на 0,5% більш високий вміст вологи, найбільш точний результат
виміру можна одержати при температурі матеріалу +20°С);
·
температура
навколишнього середовища;
·
порода
дерева, місце і швидкість росту (у сухій або болотистій місцевості, у північних
або південних градусах широти, на галявині або в лісі);
·
дійсна
щільність деревини;
·
випадкові
смоляні гнізда в місці виміру, дефекти матеріалу;
·
випадкова
вологість на поверхні матеріалу;
·
градієнт
вологості наприкінці процесу сушіння (до вирівнюванння матеріал біля поверхні
сухіший ніж у серцевині, наприклад при виході із сушарки вологість поверхневого
шару 50 мм дошки, висушеної до 8% вологості, приблизно 6,5% і в серцевині
приблизно 11,5%);
·
взаємодія
усіх вищезгаданих факторів.
1.5 Контроль за вологістю деревини і внутрішніми напруженнями у процесі
сушіння
Контроль
вологості деревини в процесі сушіння в даний час проводять способом контрольних
зразків. Контрольний зразок довжиною 1—1,2 м відпилюють від дошки, характерної
для партії пиломатеріалів, що завантажується в сушильну камеру. Одночасно
випилюють дві суміжні зі зразком секції вологості (рис.1.6). Відразу ж після
розпилювання секції очищають від опилок і заусенець і зважують на технічних
вагах. Потім визначають їхню вологість. Середнє значення вологості, обчислене
по двох секціях, приймають за початкову вологість (WП)
контрольного зразка.
Контрольний
зразок нумерують, торці його очищають і покривають густотертою олійною фарбою.
Після цього зважують на торгових вагах з погрішністю до 5 г. Початкову масу (МП)
записують на зразку й у журналі чи карті сушіння [2,56].
У
кожен сушильний штабель закладають два-три контрольних зразки в місця
інтенсивного й уповільненого сушіння.
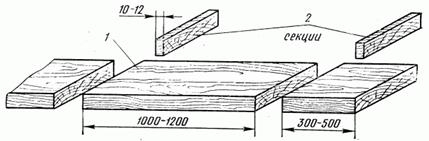
Рис.
1.6. Схема випилювання контрольного зразка:
1 —
контрольний зразок, 2-— секції вологості
Зразки
укладають поруч з торцем штабеля чи трохи глибше, але так, щоб їх легко можна
було вийняти. Вони повинні лежати на прокладках, не стикаючись із
площиною дощок. Над зразками укладають спеціальні прокладки з вирізом (рис.
1.7).
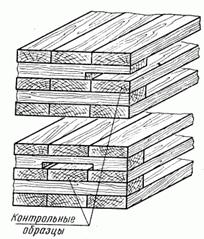
Рис.
1.7. Схеми розміщення контрольного зразка в штабелі
По
відомих величинах початкової вологості і початкової маси розраховують масу
абсолютно сухого контрольного зразка:
 , (3) , (3)
Таким
чином, його вага в абсолютно сухому стані відома перед початком сушіння.
У
процесі сушіння через визначені проміжки часу зразки виймають зі штабеля і
зважують.
Поточну
вологість WT зразків знаходять по виразу
 , (4) , (4)
де
 – маса зразка в
момент визначення поточної вологості, г. – маса зразка в
момент визначення поточної вологості, г.
При
сушінні тонких пиломатеріалів хвойних порід контроль вологості проводять у
початковій стадії процесу через 8 год, а в кінцевій – через 12 год. Для
пиломатеріалів підвищеної товщини чи листяних порід проміжки часу між
зважуваннями збільшують у 1,5–2 рази.
За
величиною поточної вологості судять про можливість переходу на наступну ступінь
режиму чи сушіння закінченні процесу.
Спосіб
контрольних зразків має ряд недоліків. Вимагаються часті заходи операторів у
камери, що порушує в них режим сушіння, маються незручності і навіть небезпека
при застосуванні форсованих режимів. Для контролю вологості
високотемпературного сушіння пиломатеріалів він непридатний. Крім того, цей
спосіб не забезпечує високої точності вимірів [4,63].
1.6 Якість сушіння пиломатеріалів. Закінчення процесу сушіння
Якість
сушіння пиломатеріалів характеризується рядом показників, основними з яких є:
-
видимі
дефекти сушіння;
-
середня
величина кінцевої вологості;
-
рівномірність
кінцевої вологості;
-
перепад
вологості по товщині;
-
залишкові
напруження.
Показники
якості сушіння встановлюються стосовно визначеної партії деревини. За таку
партію звичайно приймають штабель дощок чи заготівель.
Спочатку
розглянемо перший показник – видимі дефекти сушіння. У висушеному
матеріалі незалежно від його призначення видимі дефекти не допускаються.
До
видимих дефектів деревини, що можуть з'явитися при її сушінні, відносяться
розтріскування і короблення. На практиці зустрічається зовнішнє, внутрішнє,
торцеве і радіальне розтріскування.
Зовнішні
тріщини утворюються в матеріалі в початковий період сушіння, коли діючі на
поверхні розтягуючі напруження, перевищують межу міцності. Причина утворення
зовнішніх тріщин – занадто твердий режим сушіння, а міра попередження –
застосування раціонального режиму.
Внутрішні
тріщини можуть з'явитися наприкінці процесу, якщо в центрі сортименту виникли
надмірно великі напруження, що розтягують. Щоб попередити їхнє утворення,
необхідно дотримуватися режиму сушіння і проводити проміжну і кінцеву
вологотеплообробки.
Виникнення
торцевих тріщин зумовлене більш інтенсивним сушінням торців у порівнянні із
середньою частиною сортименту. Найбільш ефективний засіб попередження цього
дефекту – замазування торців вологонепроникною сумішшю. Через велику
трудомісткість цей захід при масовому сушінні не застосовується.
Правильне
укладання пиломатеріалів у штабелі, зокрема вирівнювання торців штабеля,
розміщення крайніх прокладок рівно з торцями дощок, формування повногабаритного
штабеля, значно знижує торцеве розтріскування. Торцеві тріщини в цьому випадку
бувають неглибокими і при поперечному розкрої пиломатеріалів втрати будуть
незначними.
Радіальні
тріщини виникають при сушінні круглих лісоматеріалів і пиломатеріалів, що
містять серцевинну трубку. Причина їхнього утворення – різне усохнення в радіальному
і тангенціальному напрямках. Попередити їхню появу при камерному чи
атмосферному сушінні неможливо навіть при самому обережному і повільному
проведенні процесу. Щоб уникнути цього дефекту, при розкрої пиломатеріалів
варто вирізувати серцевину чи стежити, щоб вона знаходилася на поверхні.
Короблення
пиломатеріалів у процесі сушіння відбувається також через різне усохнення в
радіальному і тангенціальному напрямках. У дощок тангенціального розпилювання
незалежно від режиму сушіння усадка зовнішньої пласті (стосовно центру колоди)
буде при сушінні більше, ніж усадка внутрішньої пласті. Це приводить до вигину
(короблення) дошки в поперечному напрямку (рис.1.8.). Дошки радіального
розпилювання не коробляться. Різниця усушки деревини вздовж і поперек волокон
викликає поздовжнє короблення. Для того щоб запобігти поперечному і подовжньому
коробленню дощок, їх варто сушити в затиснутому стані, дотримуватись правила
формування штабеля (укладати в один ряд дошки строго однакової товщини,
застосовувати стандартні стругані прокладки, кожен ряд яких повинен знаходитися
в одній вертикальній площині). У цьому випадку плоска форма дощок у штабелі
фіксується масою самої деревини, за винятком верхніх двох-трьох рядів. У
верхньому ряді варто укладати дошки радіального розпилювання чи матеріал не
відповідного призначення. Таким чином, короблення дощок при сушінні виникає
тільки при неправильному і недбалому укладанні, але не є наслідком неправильно
обраного режиму сушіння. Відхилення ж від раціонального режиму може привести до
утворення тріщин [4,51].
Середня
величина кінцевої вологості контрольованої партії визначається в такий спосіб.
Зі штабеля в зонах швидкого й уповільненого просихання матеріалу відбирають не
менш дев'яти дощок. З кожної дошки випилюють дві секції вологості і визначають
їхню вологість. Вологість партії WСР обчислюють як середнє
арифметичне з отриманих значень вологості секцій.
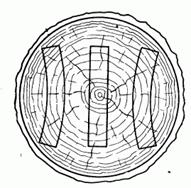 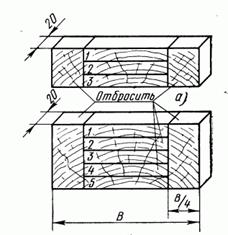
Рис.
1.8. Поперечне коробле- Рис. 1.9. Секції пошарової ння пиломатеріалів вологості
(В-ширина дошки)
Рівномірність
кінцевої вологості. Показником рівномірності вважають середнє
квадратичне відхилення, що обчислюється по формулі
 , (5) , (5)
де
Wi – вологість окремої секції, %;
WСР – середняя вологість штабеля, %;
n –
число секцій вологості.
Фактична
вологість окремих дощок штабеля з імовірністю 95% (у 95 випадках з 100) буде
знаходитися в межах WСР  . .
Перепад
вологості по товщині контролюють по секціях пошарової вологості, що випилюють з
відібраних дощок поруч із секціями для визначення загальної вологості. Секції
розколюють по схемах, приведених на рис. 1.9: при товщині дощок до 50 мм на
рис.1.9, а, при товщині 50 мм і більше – на мал. 1.9, б. Різниця у
вологості бічних (зважуваних разом) і середніх смужок показує перепад
вологості.
Залишкові
напруження у висушеному матеріалі встановлюють по силових секціях, що
випилюються поруч із секціями пошарової вологості з кожної відібраної дошки.
Можна вважати, що деревина практично вільна від залишкових напружень, якщо
відносне відхилення зубців секції (у вершині) від нормального положення не
перевищує 1,5—2% довжини зубця.
Висушена
деревина повинна відповідати по якості сушіння своєму призначенню. Призначення
деревини різноманітне, і тому різні і вимоги, щодо якості сушіння.
У
залежності від цих вимог “Керівними матеріалами по камерному сушінню
пиломатеріалів” установлено чотири категорії якості.
I
категорія – сушіння пиломатеріалів до експлуатаційної вологості, що забезпечує
механічну обробку і зборку деталей по 12-10-му квалітетам (ДСТ 6449—76) (точне
машинобудування, приладобудування, виробництво моделей, лиж).
II
категорія – сушіння пиломатеріалів до експлуатаційної вологості, що забезпечує
механічну обробку і зборку деталей по 13-11-му квалітетам (виробництво меблів,
автобудування, пасажирське вагонобудування).
III
категорія – сушіння пиломатеріалів до експлуатаційної вологості, що забезпечує
механічну обробку і зборку деталей по 15-13-му квалітетам (вантажне авто- і
вагонобудування, сільгоспмашинобудування, виробництво тари).
0
(нульова) категорія – сушіння до транспортної вологості товарних пиломатеріалів
без зниження їхньої міцності і зміни кольору (для експортних).
Необхідна
величина середньої кінцевої вологості деревини після сушіння коливається для
різних виробів у широких межах і регламентується стандартами і технічними
умовами [4,67]. Наприклад, для меблів вона складає 7–8%, для столярно-будівних
виробів 10–12%, для тари 15–20%. Норми вимог до інших показників якості
регламентуються Керівними матеріалами (табл. 1.6).
Таблиця
1.6.
Норми
вимог до якості сушіння пиломатеріалів і заготівок
| Категорія якості сушіння |
Середня кінцева
вологість
деревини, %
|
Допустимі відхилення кінцевої
вологості
у партії від середньої, %
|
Допустимий перепад вологості, %, при
товщині пиломатеріалів, мм |
Залишкові
внутрішні напруження
|
| 13-22 |
25-40 |
45-60 |
70-90 |
| 0 |
19 |
+2
–4
|
Не контролюється |
Не
контролюються
|
| I |
6
8
|
+1,5
±2
|
1,5 |
2,0 |
2,5 |
3,0 |
Не
допускаються
|
| II |
6
8
10
|
±2
±2,5
±3
|
2,0 |
3,0 |
3,5 |
4,0 |
Те ж саме |
| III |
8
10
12
15
|
±3
+4
±5
±5
|
2.5 |
3.5 |
4,0 |
5,0 |
Не
контролюються
|
Закінчення
процесу сушіння. Для забезпечення необхідної якості пиломатеріалів
закінчення процесу сушіння необхідно проводити в такий спосіб.
Після
досягнення матеріалом заданої кінцевої вологості (що встановлюють по
контрольних зразках) призначають вологотеплообробку. По її закінченні
закривають зволожувальні труби, у камері створюють параметри сушильного агента
по останній ступіні режиму і протягом 2–4 год (у залежності від товщини
пиломатеріалів) проводять підсушування поверхневих шарів. Потім із штабеля
відбирають проби для визначення показників якості сушіння.
У
період виконання контрольних операцій у камері проводять кондиціонування. При
виконанні цієї операції температуру середовища підтримують на 5° С вище
температури останньої ступіні режиму сушіння (але не більш 100° С), а ступінь
насичення встановлюють по величині рівноважної вологості деревини, що дорівнює
кінцевій вологості, збільшеній на 1%. Якщо деревина відповідає пропонованим
вимогам, подачу пари в калорифери припиняють, камеру прохолоджують до 30–40° С
спочатку при відкритих приточно-витяжних каналах, а потім при напіввідчинених
дверях, далі штабелі викочують і починають готувати камеру до наступного
завантаження. Якщо ж встановлено, що матеріал не відповідає необхідним вимогам,
то повинна бути призначена додаткова вологотеплообробка (при наявності в
матеріалі залишкових напружень) чи продовжене кондиціонування (при неприпустимому
діапазоні коливання кінцевої вологості).
При
проведенні камерного сушіння пиломатеріалів обов'язково записуються всі
спостереження і виміри. Запису підлягають:
-
фактичний
і рекомендований режимом стан середовища в камері (запис проводять щогодини);
-
характеристика
пиломатеріалів і їхня кількість;
-
результати
контролю поточної вологості пиломатеріалів;
-
результати
аналізу внутрішніх напружень і залишкових деформацій;
-
режими і
результати проміжної і кінцевої вологотеплообробок;
-
результати
контролю якості сушіння;
-
причини
простою камери й інші факти, що відносяться до проведення сушіння.
Для
записів доцільно використовувати спеціальні журнали і карти сушіння, що
рекомендовані “Керівними матеріалами по камерному сушінню пиломатеріалів”.
1.7 Вплив сушіння деревини на її міцність
Міцність
деревини залежить в основному від її породи, температури та вологості. При
сушінні вологість та температура деревини змінюються, тому її міцність також не
залишається постійною. Зміна міцності деревини спостерігається лише в діапазоні
вологості нижче зони гігроскопічності, при чому зниження вологості приводить до
суттєвого збільшення міцності. Зміна вологості в діапазоні вище зони
гігроскопічності не впливає на міцність деревини.
Зміни
міцності, пов’язані з вологістю, зворотні, тобто при зволоженні сухої деревини
знижується її міцність, а при наступному висушуванні попередні міцнісні
показники повністю відновлюються.
Підвищення
температури приводить до пониження міцності деревини. Короткочасний вплив не
досить високої температури дає зворотні зміни міцності. З підвищенням
температури та тривалості її впливу в деревині відбуваються незворотні процеси,
що призводять до зміни її міцністних показників при наступній експлуатації
[4,70].
Тому
розрізняють міцність деревини в процесі обробки при тому чи іншому стані та
експлуатаційну міцність, котру має деревина після доведення її вологості та температури
до експлуатаційних норм.
Міцність
деревини в процесі обробки підвищується з пониженням температури та вологості.
Це добре ілюструє діаграма (рис. 1.9.) межі міцності деревини берези при
розтягненні поперек волокон (тангенціальний напрям). Так межа міцності холодної
сухої деревини вище межі міцності гарячої сирої деревини в 15-20 разів. Для
інших показників механічних властивостей деревини та інших порід характер зміни
міцності та їх співвідношення можуть коливатися в широких межах.
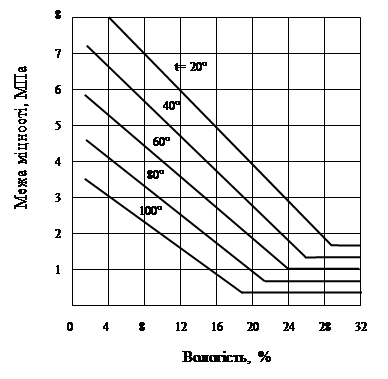
Рис.
1.9. Діаграма межі міцності деревини берези при розтягненні поперек волокон в
тангенціальному напрямі
На
експлуатаційну міцність деревини здійснюють вплив її порода, вологість та
характер попереднього сушіння. В якості еталону експлуатаційної міцності
прийнято вважати міцність деревини, яка не підлягала впливу підвищеної
температури нижче 60° С не знижує її експлуатаційну міцність незалежно від
тривалості сушіння. Вплив більш високої температури починає з’являтися, якщо
тривалість сушки при t=80° С перевищує 40-50 год, а при t = 120° С – 2-3 год.
Ступінь
зниження міцності деревини залежить від породи, вологості, температури та тривалості
сушіння. Так, наприклад, в високо інтенсивних процесах сушіння, коли
температура складає 120-130° С при тривалому впливі 30-60 год., показники
механічних властивостей деревини понижуються: при розтягненні, стисненні та
статичному згині на 5-8%, а при сколуванні та розколуванні – на 15-20% [4,75].
1.8 Особливості розрахунку продуктивності за
врахуванням роботи сушильних камер
Продуктивність
сушильної камери П, в якій висушуються пиломатеріали конкретної
характеристики та визначеного призначення, визначається в кубічних метрах
деревини за рік виразом
 , , (6) (6)
де
335— число діб роботи камери в році;  – тривалість одного обороту камери при сушінні
фактичного матеріалу, діб; в камерах неперервної дії вона дорівнює тривалості
сушіння, а в камерах періодичної дії – тривалості сушіння, збільшеної на час
завантаження і розвантаження камери, що складає 0,1 доби; Е— місткість
сушильної камери, м3 деревини. – тривалість одного обороту камери при сушінні
фактичного матеріалу, діб; в камерах неперервної дії вона дорівнює тривалості
сушіння, а в камерах періодичної дії – тривалості сушіння, збільшеної на час
завантаження і розвантаження камери, що складає 0,1 доби; Е— місткість
сушильної камери, м3 деревини.
Вести
облік роботи сушильних камер, безпосередньо використовуючи вираз (6), досить
складно. Конкретне підприємство висушує пиломатеріали різноманітної
специфікації. Тому величини Е і  нестабільні. [1] нестабільні. [1]
Місткість
камери залежить від розмірів матеріалу, а тривалість обороту від режиму процесу
і характеристики матеріалу.
Облік
і планування роботи сушильних камер прийнято вести в кубічних метрах умовного
матеріалу. Умовному матеріалу еквівалентні соснові обрізні дошки товщиною 50
мм, шириною 160 мм, довжиною більш 1 м, II категорії якості, що висушуються від
початкової вологості 60% до кінцевої 12%.
Кількість
фактично просушених пиломатеріалів Ф переводиться у кількість умовного
матеріалу У по співвідношенню
 , (7) , (7)
Отже,
для перекладу фактичного обсягу деревини в обсяг умовного матеріалу необхідно
встановити місткість камери на умовному (Еум) і фактичному (Еф)
матеріалі, а також тривалість сушіння умовного (tум) і фактичного (tф) матеріалу.
Місткість
камери Е (м3 деревини) визначають по рівнянню
Е=Гb , (8)
де
Г— обсяг штабелів, одночасно розміщених в камері;
b — коефіцієнт об'ємного заповнення штабеля.
В
свою чергу
Г=lbhn,
(9)
де
lbh—довжинаа, ширина і висота; п—число штабелів у камері.
При
визначенні величини b варто мати на увазі, що розрізняють два показники місткості камери: по
обсязі сирих пиломатеріалів і по обсязі товарних пиломатеріалів. Другий показник
менше першого на величину об'ємної усушки деревини, при зміні її вологості від межі
насичення до транспортної вологості. Облік роботи камер ведуть по товарних
пиломатеріалах.
З
урахуванням цієї обставини коефіцієнт об'ємного заповнення штабеля розраховують
по формулі
b=bдbшbв× 0,93, (10)
де
bд,,bш, bв – коефіцієнти заповнення штабеля по
довжині, ширині і висоті;
0,93
– коефіцієнт, що враховує об'ємну усушку деревини.
Коефіцієнт
заповнення штабеля по довжині bд приймається рівним: для неторованих
пиломатеріалів, а також пиломатеріалів і заготівок, несортованих по довжині –
0,85; для матеріалу однакової довжини (наприклад, заготівок) – 1.
Коефіцієнт
заповнення штабеля по ширині визначають по табл.2.7.
Коефіцієнт
заповнення штабеля по висоті при товщині прокладок 25 мм розраховують по
відношенню
 , (11) , (11)
де
S – товщина пиломатеріалів, мм.
Таблиця
1.7.
Значення
коефіцієнта bш
| Метод укладання |
Пиломатеріали |
| обрізні |
необрізні |
|
Зі шпаціями
Без шпацій
|
0,65
0,9
|
0,43
0,6
|
Тривалість
сушіння умовного і фактичного матеріалу знаходять розрахунком по таблицях.
Облік висушених пиломатеріалів ведуть паралельно в обсязі фактичного й обсязі
умовного матеріалу. В обліковому журналі сушильного цеху реєструють фактичний
обсяг і характеристику кожного вивантаженого із сушильної камери штабеля. Цей
обсяг перераховують в обсяг умовного матеріалу [4,63].
Таблиця
1.8.
Питома
продуктивність сушильних камер в умовному матеріалі
| Принцип дії камер |
Типи камер по циркуляції і
транспортуванню штабелів |
Величина nум ,м3/рік,
при роботі на режимах
|
| м’яких |
нормальних |
форсованих |
високотемпературних |
| Періодичної дії |
З природною циркуляцією |
— |
15 |
— |
— |
| З циркуляцією слабої інтенсивності |
–– |
24 |
–– |
–– |
| З циркуляцією середньої інтенсивності |
19 |
31 |
39 |
–– |
| З реверсивною циркуляцією великої
інтенсивності |
20 |
36 |
47 |
79 |
| З нереверсивною циркуляцією великої
інтенсивності |
–– |
–– |
47 |
69 |
| Неперервної дії протитічні |
З поперечним транспортуванням штабеля |
18 |
40 |
47 |
–– |
| З зигзагоподібною циркуляцією |
17 |
38 |
44 |
–– |
| З прямолінійною циркуляцією та
поздовжнім транспортуванням |
–– |
23 |
–– |
–– |
Кількість
висушеної в даний момент деревини (в тому числі в обсязі умовного матеріалу)
підсумовують з обсягом деревини, висушеної від початку звітного періоду
(місяця, кварталу). Кількісна оцінка роботи сушильного цеху за місяць, квартал
чи рік виконується порівнянням фактичного випуску з плановою продуктивністю
камер в умовному матеріалі.
Планову
продуктивність камери Пум у м3 умовного матеріалу
в рік розраховують по формулі
 , (12) , (12)
де
 – питома продуктивність
камери в рік в умовному матеріалі, на 1 м3 обсягу штабелів; значення – питома продуктивність
камери в рік в умовному матеріалі, на 1 м3 обсягу штабелів; значення
 для камер основних типів
приведені в табл. 1.8. для камер основних типів
приведені в табл. 1.8.
1.9 Вдосконалення схеми
Після
дослідження існуючої установки сушіння пиломатеріалів, та визначення
незручностей пов’язаних з процесом, зокрема точність вимірювання температури,
визначення вологості було змінено способи та засоби збору технологічних
параметрів.
На
даний момент температура в камері вимірюється ртутними термометрами, які в силу
своєї моральної застарілості незручні у використанні. Вологість вимірюється
психометричним способом, оператор знімає значення з вологого та сухого
термометрів і по психометричним таблицям визначає вологість в камері. Цей
процес потребує певного періоду часу, і має досить велику похибку обумовлену
багатьма чинниками, такими як похибка термометрів, похибка паралаксу. Також
використання даного методу дає можливість отримання значення вологості лише в
певній частині сушильної камери. Використання електронних давачів вологості
дозволяє усунути ряд похибок, тим самим робить процес вимірювання вологості
швидшим та значно точнішим, відпадає потреба у використанні психометричних
таблиць. Також відбулися зміни у вимірюванні температури, після автоматизації
значення температури знімаються цифровими давачами, значення яких обробляється
мікроконтролером, що дає високу швидкість та точності обробки інформації.
Для
більшої швидкості та точності регулювання температури в камері запропоновано
встановити електрокалорифер роботу якого контролює КМС.
1.10 Рекомендації з проведення камерного сушіння
Технологія
камерного сушіння містить у собі підготовку штабеля сирого і збереження
висушеного матеріалу, проведення прогріву, кондиціонування і безпосередньо
сушіння деревини.
В
даний час існує достатня кількість режимів сушіння деревини різних порід. Вони
відрізняються рівнем температурно-вологісних параметрів середовища і числом
змін цих параметрів протягом процесу, тобто кількістю ступіней. Загальним є
принцип побудови режимів, заснований на безпечному для цілісності деревини
поступовому підвищенні температури і зниженні вологості агента сушіння.
Режими
розроблені і можуть безпосередньо застосовуватися в “ідеальній камері”. У реальних
камерах необхідна доробка, прив'язка режимів з обліком конкретних
конструктивних особливостей. Так той самий режим у різних камерах може привести
до прискореного сушіння, що приводить до браку, чи до уповільненого з
перезволоженням матеріалу і завищеною витратою теплоносія. Тому основною
задачею технолога є підбор оптимального режиму індивідуально для кожної камери.
При
виборі режиму сушіння необхідно виходити з раціонального сполучення наступних факторів:
необхідної
якості
матеріалу, що висушується, обумовленими нормами вимог до якості сушіння; категорії
режимів сушіння, що забезпечує необхідну якість сушіння при заданій тривалості
процесу, і конструкції камери, здатної висушувати матеріал по визначеній
категорії якості не перевищуючи режимну тривалість. Крім технологічних
особливостей використання того чи іншого режиму варто враховувати й економічні аспекти
- рентабельність застосування режимів різної інтенсивності [4,178].
2. Дослідження динамічних властивостей об’єкту автоматизації
2.1 Лісосушильна камера як об’єкт
регулювання
Першочергова
задача автоматичного регулювання процесу сушіння – стабілізація режиму сушіння.
Для цього встановлюються регулятори, які повинні забезпечити підтримання
заданих по режиму температури і відносної вологості на певному рівні. В
більшості випадків для цієї мети використовуються стандартні регулятори. Тип
регулятора, закон регулювання та параметри настройки вибирають з врахуванням
статичних і динамічних властивостей сушильних камер і вимог, що висуваються до
системи регулювання.
Динамічні
характеристики визначають по диференціальним рівнянням об’єктів – рівняння
зв’язку між його вхідними і вихідними величинами або експериментально, коли ці
рівняння отримати важко. Визначати динамічні характеристики дослідним шляхом
можна при автоматизації діючих установок.
При
необхідності визначити динамічні параметри об’єктів регулювання в процесі їх
проектування застосовуються тільки аналітичні методи. Можливість визначити
динамічні характеристики установки по її технологічним і конструктивним
параметрам дозволяє не тільки вирішувати задачі автоматичного регулювання, але
й в деяких випадках впливати на конструкцію установки. При цьому можна
використовувати отримані результати для подібних об’єктів інших типів.
Сукупність аналітичних і експериментальних методів дослідження динамічних
властивостей об’єкта дозволяє більш достовірно визначити його параметри [7,79].
Розглянемо
лісосушильну камеру як об’єкт регулювання температури агенту сушіння.
Кількість
тепла, яке передається від калорифера в камеру за час dt визначається рівнянням
теплового балансу
q=kKFK ( qП - qС ) dt, (13)
де
kK – коефіцієнт теплопередачі калориферу, ккал/м2град;
FK
– поверхня калорифера, м2;
qП і qС — температура пари в калорифері й агента
сушіння в камері, °С.
Розглядаючи
динаміку об'єкта по каналі «температура пари— температура агента сушіння в
камері», припускають, що температура агента сушіння по обсязі однаковий і
відхилення температури парі невеликі: qП= qп.о. ± ΔП.
Тепло,
передане в камеру від калорифера за нескінченно малий проміжок часу dt,
витрачається на:
нагрівання
калорифера cMmК dqК;
металу
в камері cMmM dqС;
покриття
втрат kОГFОГ (qK – qНАР) dtК;
теплообмін з деревиною αFД = (qК – qД) dt.
Рівняння теплового балансу запишеться:
kК(qп.о±ΔqП–qС)dt = cMmКdqК+cMmМ dqС+ kОГFОГ (qС – qНАР)dt+ αFД (qС –qд)dt (14)
Перепишемо рівняння (14) у вигляді:
kК(qп.о ± ΔqП – qС) dt = cMmК (dqК) / dt +cMmМ
(dqС) / dt + kОГFОГ (qС –qНАР)+ αFД (qС –qд), (15)
де сМ – теплоємність металу; тк – маса металу в камері, кг; FОГ
– поверхня огороджень, м2; qНАР — температура зовнішнього
середовища, °С; kОГ –середній коефіцієнт теплопередачі огороджень;
α – коефіцієнт теплообміну деревини в процесі сушіння; FД –
поверхня деревини, м2; qд — температура деревини.
В встановленому режимі, коли dqК/dt=0, рівняння (15) буде:
kKFK ( qП.О– qСО )= kОГFОГ
(qСО– qНАР) + αFД (qСО– qд) dt (16)
При невеликих змінах температури агента сушіння в камері qД=const.
Із рівняння (15) і (16) отримаємо:
  ΔqС= ΔqС= qП(17) qП(17)
Позначимо  = = , тоді , тоді
при Δqк= ΔqП та 
Рівняння (17) набуде вигляду :
 =k0
ΔqП; =k0
ΔqП;
  , (18) , (18)
де Т — постійна часу.
З рівняння (18) очевидно, що по каналі «температура пара —
температура сушильного агента» у камері об'єкт є інерційною ланкою.
Розглянута математична модель не враховує час запізнювання в
реальних умовах. Тому модель можна записати в загальному виді:
 qС(t)=k0 ΔqП(t-t); (19) qС(t)=k0 ΔqП(t-t); (19)
Таким чином, камера періодичної дії може бути представлена
послідовним включенням аперіодичної ланки і ланки чистого запізнювання.
При виводі рівнянь прийняти, що при малих змінах температури
агента сушіння в камері, за короткі проміжки часу, температура деревини
залишається постійної. У цьому випадку теплоємкість не робить впливу на інерційність
камери [7,90].
2.2 Розрахунок контуру регулювання температури
Контур
регулювання температури містить в собі давач температури та позиційний
регулятор.
Розглянемо
детальніше регулятор. Позиційні регулятори працюють по принципу “ввімкнено-вимкнено”.
Їхня реалізація здійснюється за допомогою контактних та безконтактних релейних
елементів. Позиційні регулятори бувають дво-, трьох- та багатопозиційні.
В
системі регулювання вибираємо двопозиційний регулятор. Регулятор настроюється
так, щоб його статична характеристика  була розміщена кососиметрично
відносно заданого приросту регулюємої величини, а значення µ та ε відраховувались в приростах від умовної рівноваги об’єкту
регулювання, що відповідає розрахунковим значенням µ0 та
ε0 ,прийнятим за початок відліку. була розміщена кососиметрично
відносно заданого приросту регулюємої величини, а значення µ та ε відраховувались в приростах від умовної рівноваги об’єкту
регулювання, що відповідає розрахунковим значенням µ0 та
ε0 ,прийнятим за початок відліку.
Статична
характеристика двопозиційного регулятора з зоною неоднозначності:
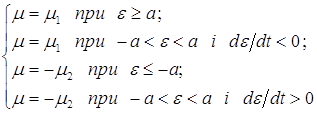 , (20) , (20)
З
попереднього рівняння видно, що двопозиційні регулятори постійно здійснюють на
об’єкт регулювання вплив, відмінний від значення необхідного для рівноважного
стану системи (ε=0). В результаті цього автоматична система з
двопозиційним регулятором працює в автоколивальному режимі в околі її
рівноважного положення. Статична характеристика µ=f(ε) зображена на рис.
2.1.
Для
визначення оптимальних параметрів настроювання регулятора складемо структурну
схему автоматичної системи з регулятором (рис. 2.1)
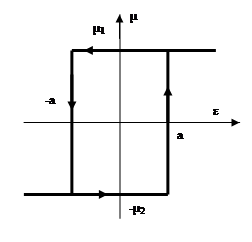
Рис.2.1
Статична характеристика двопозиційного регулятора з зоною неоднозначності
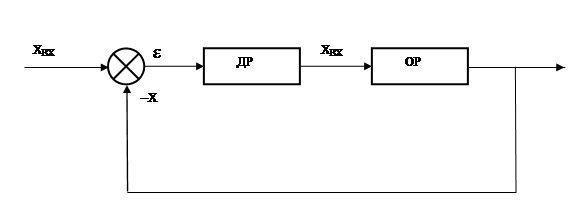
Рис.2.2.
Структурна схема автоматичної системи з двопозиційним регулятором
В
першому наближенні об’єкт регулювання ОР (вакуумна камера) описується
передаточною функцією
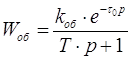 , (21) , (21)
де
kоб
– коефіцієнт передачі об’єкта регулювання;
τ0
– стала запізнення об’єкта регулювання;
Т
– постійна часу об’єкта регулювання.
Розрахуємо
kоб, використовуючи формулу (16):
 , (22) , (22)
де
kK – коефіцієнт теплопередачі калориферу, kK =13 ккал/м2град;
FK
– поверхня калорифера, FK =12 м2;
kог
– середній коефіцієнт теплопередачі огороджень kог=2;
α
– коефіцієнт теплообміну деревини в процесі сушіння
α=5,1ккал/год·м2·град;
FД
– поверхня деревини, FД =80 м2.
Постійна
часу об’єкта буде рівна:
 хв, (23) хв, (23)
Згідно
характеристик лісосушильної камери вибираємо, що відношення
 . Тоді . Тоді  хв, (24). хв, (24).
Параметри
позиційного регулятора вибираємо за допомогою середовища MATLAB. У середовищі
MATLAB система регулювання має вигляд (рис. 2.3.).
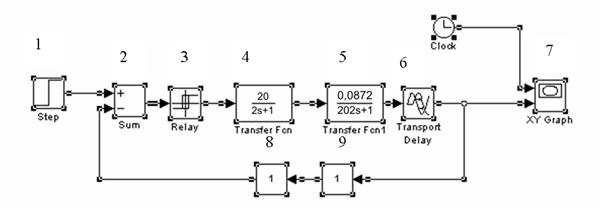
Рис.
2.3. Зовнішній вигляд системи регулювання в середовищі 3MATLAB.
Опишемо
блоки зображені на рисунку:
1–
генерує одноступінчату вхідну функцію (одиничний стрибок);
2–
суматор;
3–
блок, який реалізує двопозиційне реле з зоною неоднозначності;
4–
блок, який описує передаточну функцію виконавчого механізму;
5
і 6 – блоки які описують передаточну функцію об’єкта регулювання.
7
– блок, що реалізує графічне відображення результатів дослідження;
8,9
– блоки, що описують передаточні функції перетворювача та давача.
Ввівши
розраховані в рівняннях (22), (23) та (24) коефіцієнти в відповідні блоки
отримали перехідну характеристику (рис 2.4).
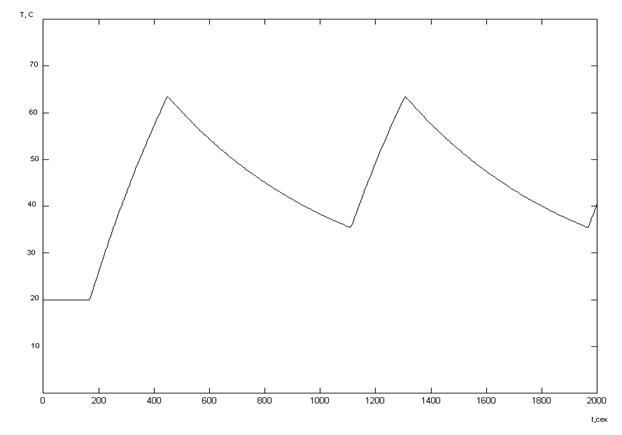
Рис.2.4.
Перехідна характеристика вакуумної камери побудована за допомогою моделювання в
MATLAB.
Проведемо
деякі дослідження системи на стійкість за допомогою все тієї ж програми MATLAB.
Спершу перевіримо систему на стійкість за загальною умовою стійкості, для цього
побудуємо карту нулів та полюсів системи:
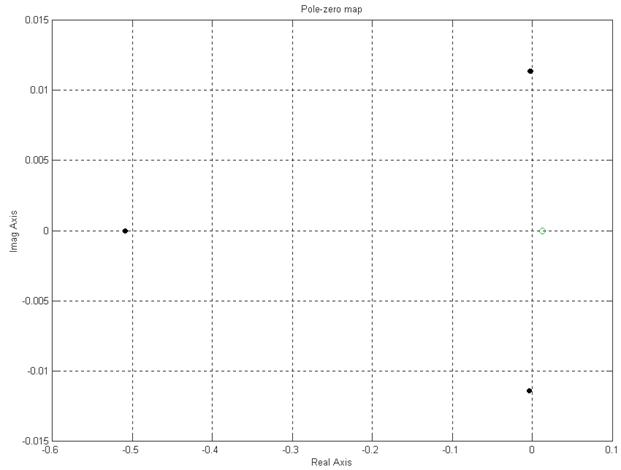
Рис.2.5.
Карта нулів та полюсів системи.
На
основі загальної умови стійкості та рис.2.5 можемо зробити висновок, що система
є стійкою, оскільки всі корені характеристичного рівняння (нулі системи)
знаходяться в лівій частині комплексної площини коренів.
Проведемо
більш детальні дослідження і визначимо запаси стійкості системи по амплітуді та
фазі. Для цього в середовищі MATLAB побудуємо графіки АЧХ та ФЧХ системи:
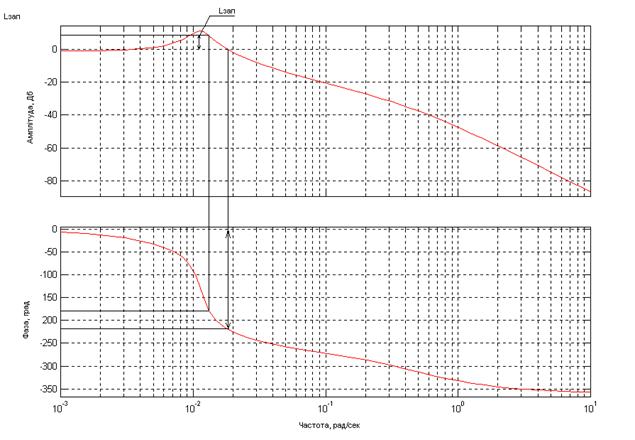
Рис.
2.6. АЧХ та ФЧХ системи
З
побудованих графіків ми бачимо, що запас стійкості по амплітуді складає:
Lзап=10 Дб, а запас стійкості по фазі: fзап=220 градусів. Дані
значення перевищують мінімально допустимі, а тому можна сказати, що система є
стійкою.
3. Проектування автоматизованої системи керування процесом сушіння
деревини
3.1 Вибір та обґрунтування структури системи управління та її опис.
Камерне
сушіння деревини — складний технологічний процес, для якого характерні наступні
особливості: багатоманітність параметрів, їхній складний взаємозв'язок,
наявність не контрольованих зовнішніх збурень. Модель такого складного об’єкту
можна характеризувати сукупністю наступних параметрів:
1)
група вхідних параметрів X1, що поєднує контрольовані, але не
регульовані технологічні параметри процесу, наприклад кількість і вид
матеріалу, що висушується, (порода і розмір пиломатеріалів, їхня початкова
вологість);
2)
група неконтрольованих вхідних параметрів Х2 , що
характеризують вплив таких факторів, як зміна навколишнього середовища,
старіння і знос устаткування, неоднорідність матеріалу і нерівномірність
розподілу його по об'єкті регулювання і т.д.;
3)
група керуючих параметрів У, що характеризує регулюючі впливи, що
підтримують заданий режим, сюди відносяться кількість тепла і швидкість
циркуляції агента сушіння;
4)
група вихідних параметрів Q, що характеризують якість матеріалу, що
висушується, наприклад задана кінцева вологість при визначеному перепаді
вологості по перетині пиломатеріалів і величина залишкових внутрішніх
напружень;
5)
група вихідних параметрів Е, що характеризує економічну ефективність
об'єкта регулювання, а саме: найменшу тривалість процесу сушіння при збереженні
якості матеріалу, що висушується, і ККД сушильної установки.
При
автоматизації процесу сушіння треба застосувати таку систему, яка б забезпечила
проведення сушіння в режимі, близькому до оптимального, тобто повинні бути
отримані задані параметри Q при максимальних значеннях параметрів Е. Ця
задача може вирішуватися при застосуванні самонастроювальних систем, що
вибирають таку комбінацію керуючих параметрів У, що забезпечують
екстремальне значення параметра F.
На
рис. 3.1 показана структурна схема системи автоматичної оптимізації (САО)
процесу сушіння. Крім основних ланок звичайної системи автоматичного
регулювання регульованого об'єкта О та автоматичного регулятора Р,
у схему введений керуючий пристрій КП. Керуючий пристрій
аналізує і підтримує на оптимальному рівні вихідні величини об'єкта при
дотриманні заданих обмежень Н. Для підтримки оптимальних вихідних
параметрів САО робить автоматичний пошук, що зводиться до спробної зміни
вхідних параметрів системи (вхідної величини Х-р регулятора і регулюючих
впливів В), аналізу результату
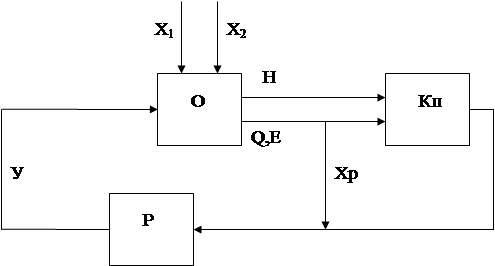
Рис. 3.1. Структурна схема системи
автоматичної оптимізації : О – об'єкт регулювання; Р – регулятор; Кп – керуючий
пристрій, Х1, Х2 — вхідні параметри; У —
регулюючий вплив; Q, Е — параметри об'єкта, що характеризують якість і
економічність; Н — обмеження.
цієї
зміни і визначенню напрямку подальшої зміни для приведення системи до
найвигіднішого режиму сушіння. За критерій оптимальності процесу сушіння
вибирається один чи кілька вихідних параметрів Q і Е, при цьому інші
показники задаються в САО у вигляді обмежень Н. Наприклад, за критерій
оптимальності вибирають інтенсивність сушіння, а як обмеження задають
збереження визначених показників якості матеріалу при сушінні [1,169].
Для
створення САО необхідні, крім екстремальних регуляторів і звичайних засобів
автоматики, деякі спеціальні вимірювальні пристрої:
а)
для контролю якісних показників матеріалу в ході сушіння, наприклад температури
і вологості деревини, перепаду вологості по товщині матеріалу, внутрішніх
напружень у процесі сушіння;
б)
для виміру енергетичних показників процесу сушіння, наприклад витрати тепла на
сушіння чи на 1 кг вологи, що випаровується;
в)
для виміру швидкості сушіння, наприклад автоматичний вологомір із пристроєм, що
диференціює, і т.д. .
Відсутність
розроблених методів для подібного автоматичного керування і технічних засобів
для його здійснення не дозволяє в даний час орієнтуватися при автоматизації
сушильного процесу на системи автоматичної оптимізації [4,34].
Схема
регулювання процесу сушіння по температурі і вологості сушильного агента
розімкнута по параметрах, що характеризує стан деревини, що висушується,
(температура T, вологість W, показники якості Q). Інформація про ці параметри
не подається на регулятори температури і вологості сушильного агента. Ця
система регулювання не забезпечує заданої кінцевої вологості і необхідної
якості висушеного матеріалу. Тому з метою запобігання браку параметри режиму
сушіння встановлюють занижені, що перешкоджає інтенсифікації процесу.
Однак
системи автоматичного регулювання по параметрах сушильного агента в даний час
знайшли застосування в промисловості і виправдують себе при експлуатації.
3.2 Вибір комплексу технічних засобів
3.2.1 Датчики температури
TCN75 - програмований температурний датчик з послідовним портом, що
формує сигнал на виході INT/CMPTR для контролера, коли навколишня температура
перевищує запрограмовану користувачем межу. Вихід INT/CMPTR може бути
запрограмований як вихід компаратора для роботи термостата або як вихід запиту
переривання по температурі.
Напруга живлення давача може коливатися в межах від 2.7 V до 5.5 V.
Зв'язок з TCN75 здійснюється через двохпровідну шину, що є сумісною зі
стандартним протоколом I2C. Шина дозволяє читати поточну
температуру, програмувати межі і гістерезис. При включенні живлення TCN75
встановлювється в режим компаратора з межевою температурою 80 °C і гістерезисом
5 °C. Режим за замовчуванням дозволяє датчикові працювати в автономних
термостатах. Режим малого енергоспоживання може бути встановлений передачею
відповідної команди через двохпровідну шину [9,3].
Входи вибору адреси дозволяють вмикати до восьми TCN75 на одну
двохпровідну шину для багатозонного контролю. Усі регістри датчика доступні для
читання, а вихід INT/CMPTR — для програмування мікроконтролером. Датчик легко
пристосовується до системи керування, тому що дозволяє працювати по опитуванню
або перериванню. Невеликі розміри, низька вартість і зручність використання
робить TCN75 ідеальним для побудови складних схем систем керування. Значення
температури перетворюється внутрішнім АЦП у 8 – розрядний двійковий код. Допуск
АЦП — 1 °С, номінальна швидкість перетворення - 8 вибірок/секунду.
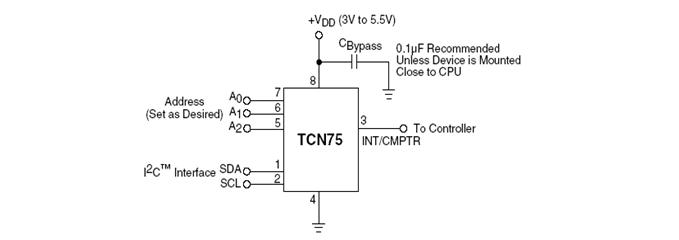
Рис
3.2. Структурна діаграма давача
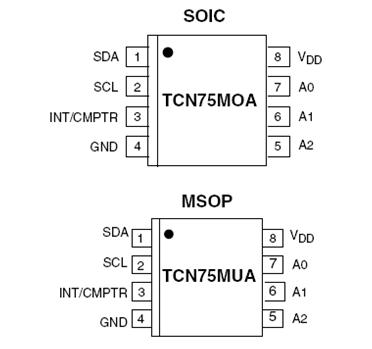
Рис
3.3. Тип корпусу
Таблиця
3.1.
Електрична
специфікація давача.
| Символ |
Параметр |
Min |
Typ |
Max |
Одиниці виміру |
Умови тестування |
|
VDD
|
Напруга живлення |
2.7 |
- |
5.5 |
V |
|
|
IDD
|
Струм живлення |
-
-
|
0.250
-
|
-
1.0
|
mA |
*
**
|
|
AV
|
Середній ухил вихідної струму |
- |
1 |
- |
µA |
* |
|
VOL
|
Вихідна напруга (low) |
- |
- |
0.8 |
V |
IOL=4 mA
|
|
IOL
|
Вихідний струм |
- |
1 |
4 |
mA |
|
|
tTRIP
|
Час звітування |
1 |
- |
6 |
tCONV
|
Задається прог-рамно |
Примітка.
*
- послідовний порт активовано.
**
- послідовний порт неактивовано.
Таблиця
3.2.
Температура/bit
конвертор
| T |
Чутливість |
- |
±3 |
- |
оС
|
|
|
tCONV
|
Час конвертування |
- |
55 |
± |
мсек. |
|
|
TSET(PU)
|
Значення температури по замовчуванню |
- |
80 |
- |
оС
|
При вмиканні |
|
THYST(PU)
|
Значення гістирезису по замовчуванню |
- |
5 |
- |
оС
|
При вмиканні |
Таблиця
3.3.
Інтерфейс
двопровідної шини
|
VIH
|
Високий логічний рівень (вхід) |
VDDx 0.7
|
- |
- |
V
|
|
|
VIL
|
Низький логічний рівень (вхід) |
- |
- |
VDDx 0.3
|
V |
|
|
VOL
|
Низький логічний рівень (вихід) |
- |
- |
0,4 |
V |
IOL = 3mA
|
|
CIN
|
Вхідна ємність |
- |
15 |
- |
pF |
|
|
IOL(SDA)
|
Струм зовнішнього кола |
- |
- |
6 |
mA |
|
Зв'язок з TC74 здійснюється через двохпровідний послідовний порт
сумісний з SMBus/I2C. Цей же порт, може використовуватися для керування режимом
роботи датчика. Біт «SHDN» у регістрі стану дозволяє встановити режим малого
споживання. У цьому режимі АЦП відключається, але послідовний порт продовжує
функціонувати. Струм споживання мікросхеми 200 мкА (у режимі малого споживання
—5 мкА) [9,5].
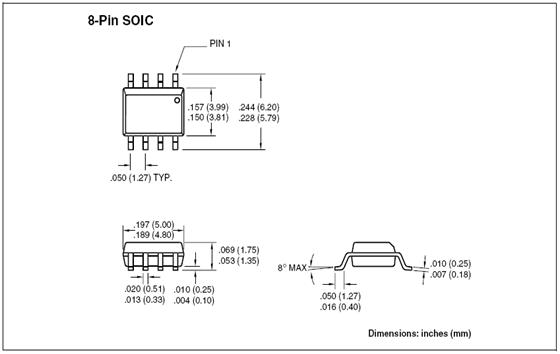
Рис.3.4.
Розміри корпуса давача.( розмірність: дюйми (мм)).
3.2.2 Сенсор відносної вологості
Загальні
відомості:
HIH-3602
– сенсор відносної вологості в TO-5 корпусі з гідрофобним фільтром з
нержавіючої сталі.
Рис.3.5.
Зовнішній вигляд давача
NIST
калібрування
Кожен
сенсор HIH-3602 включає специфічне NIST калібрування та роздрук даних.
Структура
сенсора
Сенсор
складається з планарного конденсатора з другим шаром полімеру для захисту від
бруду, пилу, жирів та інших ризиків.
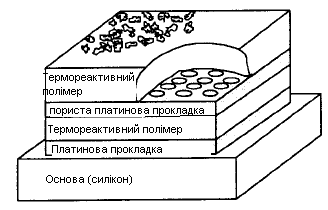
Рис.3.6.
Внутрішня будова давача
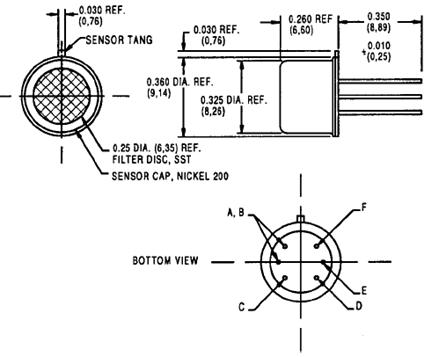
Рис.3.7.
Монтажні розміри
Таблиця
3.4.
Внутрішнє
з’єднання виводів
| A,B |
Не використовуються |
| С |
+VDC живлення |
| D |
(-) живлення або земля |
| E |
VDC вихід |
| F |
Заземлення корпуса |
Таблиця
3.5.
Специфікація
виконання
| Похибка RH |
±2% RH, 0-100% RH не конденсується, 250C,
Vsupply=5VDC
|
| Взаємозамінність RH |
±5% RH, 0-60% RH; ±8% RH при 90% RH |
| Лінійність RH |
±0,5% RH типовий |
| Гістерезис RH |
±1,2% максимуму діапазона |
| Повторюваність RH |
±0,5% RH |
| Час реакції RH |
50 сек при повільному русі повітря і
при 250С
|
| Стабільність RH |
±1% RH типовий при 50% RH на пртязі 5
років |
|
Вимоги живлення
Напруга
Струм
|
4...5,8 VDC, сенсор калібровано при
5VDC
200mA при 5VDC
|
|
Вихідна напруга
При Vsupply=5VDC
|
Vout=Vsupply(0.0062(sensorRH)+0.16),
типова при 250С
|
|
Температурна компенсація
Результат при 0% RH
Результат при 100% RH
|
RH=(sensorRH)/(1.093-0.012T) T в 0F
RH=(sensorRH)/(1.0546-0.00216T) T в 0C
±0.007% RH/0C
-0.22% RH/0C
|
|
Діапазон вологості
Робоча
Зберігання
|
0...100% RH, не конденсується
0...90% RH, не конденсується
|
|
Діапазон температур
Робоча
Зберігання
|
-400С...850С
-400С...1250С
|
| Копус |
TO-5 з 60µ гідрофобним фільтром з
нержавіючої сталі, стійким до конденсації |
| Поводження |
Статичний чутливий діод захищає до 15
kV |
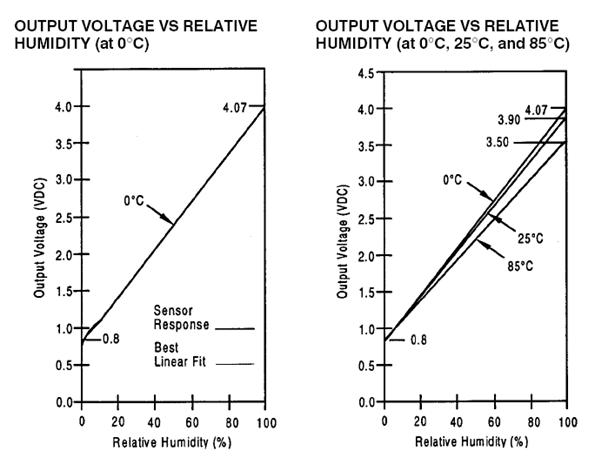
Рис.3.8.
Вихідні характеристики
3.2.3 Центробіжний вентилятор
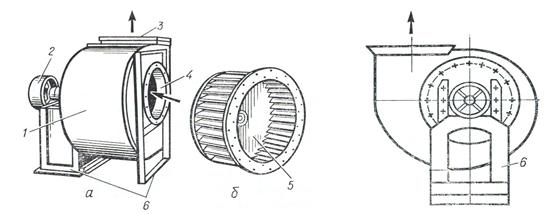
Рис.
3.9. Центробіжний вентилятор.
а
– загальний вигляд; б – колесо; в – вид зі сторони приводу; 1 – корпус; 2 –
привідний шків; вихлопний отвір; 4 – всмоктуючий отвір корпусу; 5 – всмоктуючий
отвір колеса; 6 – станина корпусу.
Вентилятори
представляють собою машини для переміщення повітря. В центробіжних вентиляторах
повітря переміщається в колесі що обертається в середині кожуха, в формі
барабану з лопатками. Під дією відцентрової сили обертаєме повітря намагається
переміститись по радіусу між лопатками зовнішнього колеса, потрапляє в корпус,
а згодом по розвороту його спіралі нагнітається в примикаючий до нього
повітропровід [4,126].
На
рис. 3.9. показано центробіжних вентилятор. Колесо обертається приводом 2, вал
якого проходить всередину корпуса. В центрі бокового колеса є циліндричний отвір
для кріплення колеса на кінець вала в середині корпуса. Воно повинно обертатись
тільки по розвороті спіралі корпусу. Повітря потрапляє в бокову частину
корпуса, а виходить з корпуса під кутом 90 градусів. В лісосушильній техніці
використовуються вентилятори низького тиску – до 1000 Па.
3.2.4 Електрокалорифер
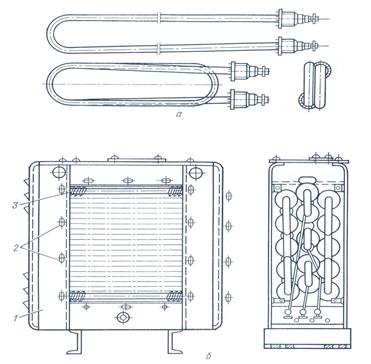
Рис.
3.10. Електрокалорифер
Нагрівач
складається з U-подібної, або більш складної зігнутої трубки діаметром 10…16
мм. Довжиною в розгорнутому стані 1…2,5 м, в слою електроізоляції якою
запресована ніхромовий гріючий дріт діаметром 0,3…0,5 мм і довжиною 8 … 17 м.
габаритні розміри ТЕНів: довжина 0,5 … 1 м, ширина 50…120мм, товщина (в місці
під єднання до електромережі) біля 20мм, маса 1…2,5 кг. Таким чином ТЕН –
досить компактний нагріваючий елемент. Температура його поверхні 300…350 оС;
вона понижується з прискоренням обдування зі збереженням постійної тепловіддачі.
Потужність ТЕНів 0,4…5 кВт.
На
основі ТЕНів з ребрами і потужністю 1,6 кВт виготовляють компактні
електрокалорифери, зокрема ОКБ-3083, ОКБ-3084, ОКБ-3085 потужністю 20, 40, 100
кВт і напругою живлення 380В [4,123].
В
лісосушильних камерах можна використовувати опалювальні електрокалорифери СФО
потужністю 16…250 кВт, напругою живлення 380В призначені для нагріву повітря до
100 оС.
3.2.5 Циркуляційний насос
Циркуляційний
насос - один з найважливіших елементів системи водопостачання. Він змушує
рідину циркулювати в замкнутом контурі, що підвищує тепловіддачу в системі
опалення.
Циркуляційні насоси Grundfos мают просте електричне підєднання, низкий рівень
шуму, високоякісні матеріали, низке енергоспоживання , захист електродвигуна не
потрібен, широкая номенклатура та широкий спектр використання.
Циркуляційний насос дозволяет підтримувати постійну температуру води в системі
горячого вододопостачання.
Для
циркулювання води в водяному контурі обігріву камери вибираємо циркуляційний
насос Grundfos UPS 25-20.
Таблиця
3.6.
| Тип продукту |
Монтажная довжина, мм |
Трубне з’єднання |
Класс захисту |
Допустима температура рідини |
| UPS 25-20 |
180 |
G 11/2" |
IP44 |
+2°C..+110°C |

Рис.
3.11. Циркуляційний насос.
Особливості та переваги:
- Довговічні керамічні
підшипники
- Зручність монтажу
- Вбудоване теплове реле
- Не потребує технічного
обслуговування
- Низкий рівень шуму
- Низкий рівень енергоспоживання
- Широкий рабочий діапазон
- Довгий строк служби
-
Однофазне виконання має вбудований модуль захисту електродвигуна.
Технічні дані:
-
Витрата
до: 10 м3/ч;
-
Напор до:
12 м;
-
Температура
перекачуваної рідини: від -25 С до +110 С4;
-
Макс.
тиск: 10 бар;
3.3 Вибір мікроконтролера
Для
виконання поставлених до системи автоматизації вимог вибираємо комплекс
побудований на базі мікроконтролера PIC16F877 та засобів вимірювання та індикації стану системи
автоматизації.
PIC16F877
однокристальний 8-розрядний FLASH CMOS мікроконтролер компанії Microchip
Technology Incorporated. [5,22]
3.3.1 Характеристика мікроконтролера:
Високошвидкісна
RISC архітектура 35 інструкцій усі команди виконуються за один цикл, крім
інструкцій переходів, виконуваних за два цикли. Основні характеристики мікроконтролера
PIC16F877 приведені в таблиці 3.7.
Таблиця
3.7.
Основні
характеристики
|
Параметр
|
Опис, характеристика
|
| Тактова частота |
DC - 20МГц |
| Скидання (затримка скидання) |
POR, BOR (PWRT, OST) |
| FLASH пам'ять програм (14-розрядних
слів) |
8K |
| Пам'ять даних (байт) |
368 |
| EEPROM пам'ять даних (байт) |
256 |
| Переривань |
14 |
| Порти вводу/виводу |
Порти A,B,C,D,E |
| Таймери |
3 |
| Модуль захвату/порівняння/ШІМ |
2 |
| Модулі послідовного інтерфейсу |
MSSP, USART |
| Модулі паралельного інтерфейсу |
PSP |
| Модуль 10-розрядного АЦП |
8 каналів |
| Інструкцій |
35 |
-
Прямий, непрямий і відносний режим адресації
-
Скидання по включенню живлення (POR)
-
Таймер скидання (PWRT) і таймер чекання запуску генератора (OST) після
включення живлення Сторожовий таймер WDT із власним RC генератором
-
Програмований захист пам'яті програм
-
Режим енергозбереження SLEEP
-
Вибір параметрів тактового генератора
-
Високошвидкісна, енергозберігаюча CMOS FLASH/EEPROM технологія
-
Цілком статична архітектура
-
Програмування в готовому пристрої (використовується два виводи мікроконтролера)
Низьковольтний режим програмування
-
Режим внутріньосхемного налагодження (використовується два виводи
мікроконтролера)
-
Широкий діапазон напруг живлення від 2.0В до 5.5В
-
Підвищена навантажувальна здатність портів введення/виводу (25ма)
-
Мале енергоспоживання:
-
< 0.6 мA @ 3.0V, 4.0 Мгц
-
20мкA @ 3.0V, 32 Kгц
-
< 1 мкA в режимі енергозбереження.
Характеристика
периферійних модулів:
Таймер
0: 8-розрядний таймер/лічильник з 8-розрядним програмованим передподільником
Таймер 1: 16-розрядний таймер/лічильник з можливістю підключення зовнішнього
резонатора.
Таймер
2: 8-розрядний таймер/лічильник з 8-розрядним програмованим передподільником і
вихідним дільником.
Два
модулі порівняння/захвату/ШІМ (РСР):
-
16-розрядний захват (максимальна роздільна здатність 12.5нс)
-
16-розрядний порівняння (максимальна роздільна здатність 200нс)
-
10-розрядний ШІМ
Багатоканальне
10-розрядне АЦП
Послідовний
синхронний порт MSSP
-
ведучий/ведомий
режим SPI
-
ведучий/ведомий
режим I2C
Послідовний
cинхронно-асинхронний прийомопередатчик USART з підтримкою детектувания адреси.
Ведучий
8-розрядний паралельний порт PSP з підтримкою зовнішніх сигналів –RD, -WR, -CS
Детектор
пониженої напруги (BOD) для скидання по зниженню напруги живлення (BOR) [8,93]
Електро-технічні характеристики
Гранична
робоча температура від -55°С до +125°С
Температура
зберіганняння від-65°С до +150°С
Напруга
Vdd відносно Vss від -0.3В до +7.5В
Напруга
-MCLR відносно Vss від 0В до +14В
Напруга
RA4 відносно Vss від 0В до +8.5В
Напруга
на інших вивожах відносно Vss від -0.3В до Vo+0.ЗВ
Максимальний
струм Vss З00мА
Максимальний
струм Vdd 250ма
Вхідний
замикаючий струм Iik (Vi < 0 або Vi> Vdd) ±20ма
Вихідний
замикаючий струм Iok (Vo < 0 або Vo > Vdd) ±20ма
Максимальний
вихідний струм стоку каналу вводу/виводу 25ма
Максимальний
вихідний струм джерела каналу вводу/виводу 25ма
Максимальний
вихідний струм стоку портів вводу /виводу PORTA, PORTB і PORTE 200ма
Максимальний
вихідний струм джерела портів вводу /виводу PORTA, PORTB і PORTE 200ма
Максимальний
вихідний струм стоку портів вводу /виводу PORTC і PORTD 200ма
Максимальний
вихідний струм джерела портів вводу /виводу PORTC і
PORTD
200ма
Мікроконтролер
PIC16F874/877 випускаються в 40-вивідному корпусі
Тип
корпуса: PDIP40 - 600т
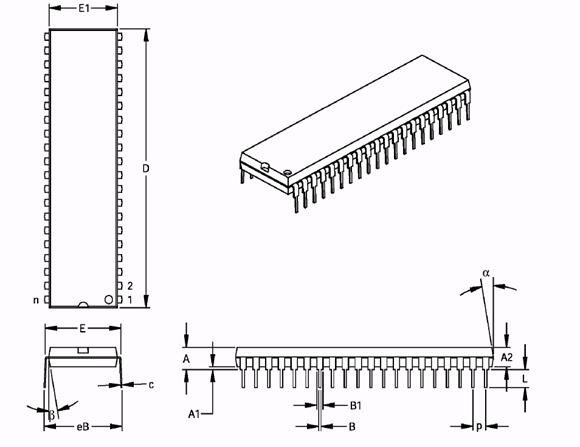
Рис
3.12. Технологічні розміри мікроконтролера PIC16F874/877.
Таблиця
3.7.
Технологічні
розміри
| Одиниці виміру |
Міліметри |
| Межі розмірів |
Мин. |
Ном. |
Макс. |
| Число виводів |
n |
|
40 |
|
| Відстань між виводами |
Р |
|
2.54 |
|
| Висота корпуса |
А |
4.06 |
4.45 |
4.83 |
| Товщина корпуса |
А2 |
3.56 |
3.81 |
4.06 |
| Відстань між корпусом і платою |
А1 |
0.38 |
|
|
| Ширина корпуса з виводами |
Е |
15.11 |
15.24 |
15.88 |
| Ширина корпуса |
Е1 |
13.46 |
13.84 |
14.22 |
| Довжина корпуса |
D |
51.94 |
52.26 |
52.45 |
| Довжина нижньої частини виводу |
L |
3.05 |
3.30 |
3.43 |
| Товщина виводу |
с |
0.20 |
0.29 |
0.38 |
| Ширина верхньої частини виводу |
B1 |
0.76 |
1.27 |
1.78 |
| Ширина нижньої частини виводу |
B |
0.36 |
0.46 |
0.56 |
| Повна ширина корпуса з виводами |
еВ |
15.75 |
16.51 |
17.27 |
| Кут фаски верхньої частини корпуса |
a |
5 |
10 |
15 |
| Кут фаски нижньої частини корпуса |
b |
5 |
10 |
15 |
Детальний
опис виводів мікроконтролера PIC16F877 приведений в таблиці 3.9.
Таблиця
3.9.
Призначення
виводів мікроконтролера PIC16F877
| Позначення виводу |
№ |
Тип
І/О/Р
|
Тип буфера |
Опис |
| OSC1/CLKIN |
13 |
І |
ST/CMOS(3)
|
Вхід генератора / вхід зовнішнього
тактового сигналу |
| OSC2/CLKOUT |
14 |
О |
- |
Вихід генератора. Підключається
кварцовий або керамічний резонатор. У RC режимі тактового генератора на
виході OSC2 є тактовий сигнал CLKOUT, рівний Fosc/4. |
| -MCLR/VPP |
1 |
І/Р |
ST |
Вхід скидання мікроконтролера або вхід
напруги програмування. Скидання мікроконтролера відбувається при низькому
логічному рівні сигналу на вході. |
|
RAO/ANO
RA1/AN1
RA2/AN2/VREF-RA3/AN3/VREF+
RA4/TOCKI
RA5/-SS/AN4
|
2
3
4
5
6
7
|
I/O
I/O
I/O
I/O
I/O
I/O
|
TTL
TTL
TTL
TTL
ST
TTL
|
Двунаправлений порт вводу/виводу PORTA.
RAO може бути налаштований як
аналоговий канал 0
RA1 може бути налаштований як
аналоговий канал 1
RA2 може бути налаштований як
аналоговий канал 2 або вхід негативної опорної напруги
RA3 може бути налаштований як
аналоговий канал 3 або вхід позитивної опорної напруги
RA4 може використовуватися як вхід
зовнішнього тактового сигналу для TMRO. Вихід з відкритим стоком.
RA1 може бути налаштований як
аналоговий канал 1 або вхід вибору мікросхеми в режимі відомого SPI
|
|
RBO/INT
RB1
RB2
RB3/PGM
RB4
RB5
RB6/PGC
RB7/PGD
|
33
34
35
36
37
38
39
40
|
I/O
I/O
I/O
I/O
I/O
I/O
I/O
I/O
|
TTL/ST(1)
TTL
TTL
TTL
TTL
TTL
TTL/ST(2)
TTL/ST(2)
|
Двунаправлений порт вводу/виводу PORTB.
PORTB має програмно підключаємі
підтягуючі резистори на входах.
RBO може використовуватися як вхід
зовнішніх переривань.
RB3 може використовуватися як вхід для
режиму низьковольтного рограмування.
Переривання по зміні рівня вхідного
сигналу.
Переривання по зміні рівня вхідного
сигналу.
Переривання по зміні рівня вхідного
сигналу або вивід для режиму внутрішньосхемного налагодження ICD.
Тактовий вхід у режимі програмування.
Переривання по зміні рівня вхідного
сигналу або вивід для режиму внутрішньосхемного налагодження ICD. Вивід даних
у режимі програмування.
|
|
RCO/T1OSO
/T1CKI
|
15 |
I/O |
ST |
Двунаправлений порт вводу/виводу PORTC.
RCO може використовуватися як вихід
генератора TMR1 або входу зовнішнього
тактового сигналу для TMR1 .
|
|
RC1/T1OSI
/CCP2
|
16 |
I/O |
ST |
RC1 може використовуватися як вхід
генератора для TMR1 або виводу модуля РСР2. |
| RC2/CCP1 |
17 |
I/O |
ST |
RC2 може використовуватися як вивід
модуля РСР1. |
| RC3/SCK/SCL |
18 |
I/O |
ST |
RC3 може використовуватися як
вхід/виходу тактового сигналу в режимі SPI і I2C.
|
|
RC4/SDI/SDA
RC5/SDO
RC6/TX/CK
RC7/RX/DT
|
23
24
25
26
|
I/O
I/O
I/O
I/O
|
ST
ST
ST
ST
|
RC4 може використовуватися як вхід
даних у режимі SPI або вхід/вихід даних у режимі I2C.
RC5 може використовуватися як вихід
даних у режимі SPI.
RC6 може використовуватися як вивід
передавача USART в асинхронному режимі
або виводу синхронізації USART у синхронному режимі.
RC6 може використовуватися як вивід
приймача USART в асинхронному режимі або виводу даних USART у синхронному
режимі.
|
|
RDO/PSPO
RD1/PSP1
RD2/PSP2
RD3/PSP3
RD4/PSP4
RD5/PSP5
RD6/PSP6
RD7/PSP7
|
19
20
21
22
27
28
29
30
|
I/O
I/O
I/O
I/O
I/O
I/O
I/O
I/O
|
ST/TTL(3)
ST/TTL(3)
ST/TTL(3)
ST/TTL(3)
ST/TTL(3)
ST/TTL(3)
ST/TTL(3)
ST/TTL(3)
|
Двунаправлений порт вводу/виводу PORTD
або ведучий паралельний порт для підключення до шини мікропроцесора |
|
RE0/D/AN5
RE1/WR/AN6
RE2/CS/AN7
|
8
9
10
|
I/O
I/O
I/O
|
ST/TTL(3)
ST/TTL(3)
ST/TTL(3)
|
Двунаправлений порт вводу/виводу PORTE.
RE0 може використовуватися як керуючого
входу читання PSP або аналогового каналу 5
|
|
|
|
|
|
RE1 може використовуватися для
керуючого входу запису PSP або аналогового каналу 6
RE2 може використовуватися як керуючого
входу вибору PSP або аналогового каналу 7
|
| Vss |
12,31 |
P |
- |
Загальний вивід для внутрішньої логіки
і портів вводу/виводу |
| vdd |
11,32 |
P |
- |
Позитивна напруга живлення для
внутрішньої логіки і портів вводу/виводу |
| NC |
- |
- |
- |
Ці виводи в середині мікросхеми не
підключені. |
Позначення:
I = вхід, О = вихід, I/O = вхід/вихід, Р = живлення, - = не використовується,
TTL = вхідний буфер ТТЛ, ST = вхід із тригером Шмідта.
EEPROM
пам'ять даних і FLASH пам'ять програм
Дані
з EEPROM пам'яті і FLASH пам'яті програм можуть бути прочитані/перезаписані в
нормальному режимі роботи мікроконтролера у всьому діапазоні напруги живлення
Vdd. Операції виконуються з одним байтом для EEPROM пам'яті даних і одним
словом для FLASH пам'яті програм. Запис виконується за принципом "стирання
- запис" для кожного байта або слова. Сформована кодом програми операція
стирання не може виконана при включеному захисті запису.
Доступ
до пам'яті програм дозволяє виконати обчислення контрольної суми. Дані,
записані в пам'яті програм, можуть використовуватися у виді: 14-розрядних
чисел, каліброваної інформації, серійних номерів, упакованих 7-розрядних
символів ASCII і т.д. У випадку виявлення недійсної команди в пам'яті програм,
виконується порожній цикл NOP.
Число
циклів стирання/запису для FLASH пам'яті програм значно нижче в порівнянні з
EEPROM пам'яттю даних, тому EEPROM пам'ять даних повинна використовуватися для
збереження часто змінюваних даних. Час запису даних керується внутрішнім
таймером, він залежить від напруги живлення, температури і має невеликий
технологічний "розкид". [8,276]
При
записі байта або слова автоматично стирається відповідний осередок, а потім
виконується запис. Запис у EEPROM пам'ять програм не впливає на виконання
програми, а при записі в FLASH пам'ять програм виконання програми зупиняється
на час запису. Не можна звернутися до пам'яті програм під час циклу запису.
Протягом операції запису тактовий генератор продовжує працювати, периферійні
модулі включені і генерують переривання, що "ставляться в чергу" до
завершення циклу запису. Після завершення запису виконується завантажена команда
(через конвеєрну обробку) і відбувається перехід по вектору переривань, якщо
переривання дозволене й умова переривання відбувалася під час запису.
Доступ
до функцій запису/читання EEPROM пам'яті даних і FLASH пам'яті програм
виконується через шість регістрів спеціального призначення:
EEDATA;
EEDATH;
EEADR;
EEADRH;
EECON1;
EECON2.
Операції
читання/запису EEPROM пам'яті даних не припиняють виконання програми. У
регістрі EEADR зберігається адреса осередку EEPROM пам'яті даних. Дані
зберігаються/читаються з регістра EEDATA. Старший біт адреси в регістрі EEADR
завжди повинний дорівнювати нулеві, тому що не підтримується циклічна адресація
(тобто осередок з адресою 0x80 не відображається на 0x00). У PIC16F877 обсяг
EEPROM пам'яті даних 256 байт (використовуються усі 8-розрядів регістра EEADR).
Читання
FLASH пам'яті програм не впливає на виконання програми, а під час операції
запису виконання програми припинене. У спарених регістрах EEADRH:EEADR
зберігається 13-розрядна адреса комірки пам'яті програм, до якого необхідно зробити
звертання. Спарені регістри EEADRH:EEADR містять 14-розрядні дані для запису
або відображають значення з пам'яті програм при читанні.
3.3.2 Особливості мікроконтролерів PIC16F87X
В
даний час, пристрої працюючі в режимі реального часу часто містять
мікроконтролер як основний елемент схеми. PIC16F87X мають багато удосконалень
підвищену надійність системи, що знижують вартість пристрою і число зовнішніх
компонентів. Мікроконтролери PIC16F87X мають режими енергозбереження і
можливість захисту коду програми.
Основні
переваги:
Вибір
тактового генератора
Скидання:
-
скидання по включенню живлення (POR);
-
таймер включення живлення (PWRT);
-
таймер запуску генератора (OSC);
-
скидання по зниженню напруги живлення (BOR).
Переривання
Сторожовий
таймер (WDT)
Режим
енергозбереження (SLEEP)
Захист
коду програми
Область
пам'яті для ідентифікатора
Внутрішньосхемне
програмування по послідовному порту (ICSP)
Режим
низьковольтного послідовного програмування
Режим
внутріньосхемного налагодження (ICD)
У
мікроконтролери PIC16F87X убудований сторожовий таймер WDT, що може бути
виключений тільки в бітах конфігурації мікроконтролера. Для підвищення
надійності сторожовий таймер WDT має власний RC генератор.
Додаткових
два таймери виконують затримку старту роботи мікроконтролера. Перший, таймер
запуску генератора (OST), утримує мікроконтролер у стані скидання, поки не
стабілізується частота тактового генератора. Другий, таймер включення живлення
(PWRT), спрацьовує після включення живлення й утримує мікроконтролер у стані скидання
протягом 72мс (типове значення), поки не стабілізується напруга живлення. У
більшості додатків ці функції мікроконтролера дозволяють виключити зовнішні
схеми скидання.
Режим
SLEEP призначений для забезпечення наднизького енергоспоживання. Мікроконтролер
може вийти з режиму SLEEP по сигналі зовнішнього скидання, по переповненню
сторожового таймера або при виникненні переривань.
Вибір
режиму роботи тактового генератора дозволяє використовувати мікроконтролери в
різних додатках. Режим тактового генератора RC дозволяє зменшити вартість
пристрою, а режим LP знизити енергоспоживання. Біти конфігурації
мікроконтролера використовуються для вказівки режиму його роботи. [5,62]
3.3.3 Система команд мікроконтролера
Кожна
команда мікроконтролерів PIC16F87X складається з одного 14-розрядного слова,
розділеного на код операції (OPCODE), що визначає тип команди й один або трохи
операндов, що визначають операцію команди. Команди розділені на наступні групи:
байт орієнтовані команди, біт орієнтовані команди, команди керування й операцій
з константами.
Для
байт орієнтованих команд “f” є покажчиком регістра, а “d” покажчиком адресата
результату. Покажчик регістра визначає, який регістр повинний використовуватися
в команді. Покажчик адресата визначає, де буде збережений результат. Якщо
'd'=0, результат зберігається в регістрі W. Якщо 'd'=1, результат зберігається
в регістрі, що використовується в команді.
У
біт орієнтованих командах “b” визначає номер біта задіяного в операції, а “f” -
покажчик регістра, що містить цей біт.
У
командах керування або операціях з константами 'к' представляє вісім або
одинадцять біт константи або значення литералів.
Система
команд акумуляторного типу, ортогональна і розділена на три основних групи:
Байт
орієнтовані команди;
Біт
орієнтовані команди;
Команди
керування й операцій з константами.
Усі
команди виконуються за один машинний цикл, крім команд умови, у яких отриманий
щирий результат і інструкцій значення лічильника команд PC. У випадку виконання
команди за два машинних цикли, у другому циклі виконується інструкція NOP. Один
машинний цикл складається з чотирьох тактів генератора. Для тактового
генератора з частотою 4 Мгц усі команди виконуються за 1мкс, якщо умова істина
або змінюється лічильник команд PC, команда виконується за 2мкс.
Таблиця
3.10.
Список
команд мікроконтролерів PIC16F87X
| Мнемоніка команди |
Опис |
Цикл |
14-розрядний код |
флаг |
Прим. |
|
|
|
|
Біт 13 |
Біт 0 |
|
|
| Байт орієнтовані команди |
| ADDWF f,d |
Складання W і f |
1 |
00 0111 |
dfff ffff |
C,DC,Z |
1,2 |
| ANDWF f,d |
Побітове 'І' W і f |
1 |
00 0101 |
dfff ffff |
z |
1,2 |
| CLRF f |
Очистити f |
1 |
00 0001 |
Ifff ffff |
z |
2 |
| CLRW |
Очистити W |
1 |
00 0001 |
0xxx xxxx |
z |
|
| COMF f,d |
Інвертувати f |
1 |
00 1001 |
dfff ffff |
z |
1,2 |
| DECF f,d |
Вирахувати 1 з f |
1 |
00 0011 |
dfff ffff |
z |
1,2 |
| DECFSZ f,d |
Вирахувати 1 з f і пропустити якщо
0 |
1(2)
|
00 1011 |
dfff ffff |
|
1,2,3 |
| INCF f,d |
Додати 1 до f |
1 |
00 1010 |
dfff ffff |
z |
1,2 |
| INCFSZ f,d |
Додати 1 до f і пропустити
якщо 0
|
1(2)
|
00 1111 |
dfff ffff |
|
1,2,3 |
| IORWF f,d |
Побітове 'АБО' W и f |
1 |
00 0100 |
dfff ffff |
z |
1,2 |
| MOVF f,d |
Переслати f |
1 |
00 1000 |
dfff ffff |
z |
1,2 |
| MOVWF f |
Переслати W в f |
1 |
00 0000 |
Ifff ffff |
|
|
| NOP |
Нема операції |
1 |
00 0000 |
0xx0 0000 |
|
|
| RLF f,d |
Циклічний зсув f вліво через
перенос |
1 |
00 1101 |
dfff ffff |
с |
1,2 |
| RRF f,d |
Циклічний зсув f вправо через
перенос |
1 |
00 1100 |
dfff ffff |
с |
1,2 |
| SUBWF f,d |
Вирахувати W з f |
1 |
00 0010 |
dfff ffff |
C,DC,Z |
1,2 |
| SWAPF f,d |
Поміняти місцями півбайти в
регістрі f |
1 |
00 1110 |
dfff ffff |
|
1,2 |
| XORWF f,d |
Побітове 'виключаюче АБО' W і f |
1 |
00 0110 |
dfff ffff |
z |
1,2 |
| Біт0 орієнтовані команди |
| BCF f,b |
Очистити Біт0 b в регистрі f |
1 |
01 00bb |
bfff ffff |
|
1,2 |
| BSF f,b |
Встановити Біт0 b в регистрі f |
1 |
01 0lbb bfff ffff |
|
|
1,2 |
| BTFSC f,b |
Перевірити Біт0 b в регистрі f,
пропустити якщо 0 |
1(2)
|
01 l0bb bfff ffff |
|
|
3 |
| BTFSS f,b |
Перевірити Біт0 b в регистрі f,
пропустити якщо 1 |
1(2)
|
01 llbb bfff ffff |
|
|
3 |
| Команди керування і операції з
константами |
| ADDLW k |
Скласти константу з W |
1 |
11 lllx |
kkkk kkkk |
C,DC,Z |
|
| ANDLW k |
Побітне 'І' константи і W |
1 |
11 1001 |
kkkk kkkk |
Z |
|
| CALL k |
Виклик підпрограми |
2 |
10 Okkk |
kkkk kkkk |
|
|
| CLRWDT |
Очистити WDT |
1 |
00 0000 |
0110 0100 |
-TO.-PD |
|
| GOTO k |
Безумовний перехід |
2 |
10 Ikkk |
kkkk kkkk |
|
|
| IORLW k |
Побітне 'АБО' константи і W |
1 |
11 1000 |
kkkk kkkk |
Z |
|
| MOVLW k |
Переслати константу в W |
1 |
11 00xx |
kkkk kkkk |
|
|
| RETFIE |
Повернення з підпрограми з
дозволом переривань |
2 |
00 0000 |
0000 1001 |
|
|
| RETLW k |
Повернення з підпрограми с записом
константи в W |
2 |
11 0lxx |
kkkk kkkk |
|
|
| RETURN |
Поветрення з підпрограми |
2 |
00 0000 |
0000 1000 |
|
|
| SLEEP |
Перейти в режим SLEEP |
1 |
00 0000 |
0110 0011 |
-TO.-PD |
|
| SUBLW k |
Вивахувати W з константи |
1 |
11 110x |
kkkk kkkk |
C,DC,Z |
|
| XORLW k |
Побітне 'виключаюче АБО' константи
W |
1 |
11 1010 |
kkkk kkkk |
Z |
|
Примітка:
При
виконанні операції "читання - модифікація - запис" з портом вводу/виводу
початкові значення зчитуются з виводів порта, а не з вихідних защібок. Наприклад,
якщо в вихідній защібці було записано '1', а на відповідному виході низкий
рівень сигналу, то будет записано значение '0'.
При
виконанні запису в TMR0 (і d=1) передподільник TMR0 скидаєсться, якщо він
підключений до модуля TMRO.
Якщо
умова істина або змінюється значення лічильника команд PC, то інструкція
виконується за два цикла. В другому циклі виконується команда NOP. [8,184]
3.4 Структура та метрологічні характеристики каналів контролю і
регулювання
Система автоматизації має в своєму складі канали вводу/виводу. Всі
вихідні канали мають дискретний (логічний) характер і призначені для керування
пристроями автоматизації. Канали вводу розрізняються
Таблиця
3.11
Карта
сигналів.
| N п/п |
Назва параметру |
Вид сигналу |
Одиниця вимірювання |
Номінальне значення |
Допустиме відхилення |
| 1 |
Температура в камері, точка 1 |
Цифровий |
0С
|
0…90 |
– |
| 2 |
Температура в камері, точка 2 |
Цифровий |
0С
|
0…90 |
– |
| 3 |
Температура в камері, точка 3 |
Цифровий |
0С
|
0…90 |
– |
| 4 |
Температура в камері, точка 4 |
Цифровий |
0С
|
0…90 |
– |
| 5 |
Керування двигуном
центробіжноговентилятора |
Дискретний |
В |
“0” – +0..1
“1” – +2,5..5
|
– |
| 6 |
Вологість в камері, точка 1 |
Аналоговий |
% |
0…100 |
– |
| 7 |
Вологість в камері, точка 2 |
Аналоговий |
% |
0…100 |
– |
| 8 |
Вентилюванняв сушильній камері |
Дискретний |
В |
“0” – +0..1
“1” – +2,5..5
|
– |
| 9 |
Керування циркуля-ційним насосом |
Дискретний |
В |
“0” – +0..1
“1” – +2,5..5
|
– |
| 10 |
Керування вентиляторами вентелювання
камери |
Дискретний |
В |
“0” – +0..1
“1” – +2,5..5
|
– |
| 11 |
Регулюваня температури в камері |
Дискретний |
В |
“0” – +0..1
“1” – +2,5..5
|
– |
| 12 |
Вологість дошки в
точці 1
|
Аналоговий |
% |
5…100 |
– |
| 13 |
Вологість дошки в
точці 2
|
Аналоговий |
% |
5…100 |
– |
4. Функціональна структура системи управління
Функціональна
схема автоматизації є основним документом, який визначає функціонально-блокову
організацію структури керування. Для процесу вакуумної сушки деревини
функціональна схема приведена в графічній частині проекту (лист 6). Система
складається з лісосушильної камери, вентиляторів, насосів та мікропроцесорного
комплексу. Комплекс побудований на базі мікроконтролера PIC16F877 та
периферійних давачів збору технічних параметрів системи.
Опишемо
роботу системи. В початковий момент часу, коли ще не розпочато процес сушіння
система знаходиться в стані готовності. Після завантаження деревини і її
стартового прогріву, оператор дає команду на початок процесу. Оператор вводить
значення бажаних вологостей для кожної ступені сушіння пиломатеріалів, та
значення температур і вологості в камері для трьох ступенів сушки. Значення
підбираються в залежності від породи пиломатеріалів та їх геометричних
розмірів. Подальша робота сушарної установки йде у відповідності до введених
оператором даних. Вмикається нагрів котлів. Гаряча вода поступає в систему теплообмінників.
Тепле повітря накачується в сушильну камеру. Мікроконтролер PIC16F877 отримує,
від давачів, значення вологості та температури в лісосушильній камері,
вологості дошки. Також на канали дискретного вводу PIC16F877 отримує інформацію
з електродних давачів про стан заслінки черз яку здійснюється вентелювання
камери. Отримані значення PIC16F877 опрацьовує.
При
значеннях вологості дошки Wd.>Wd.c.1 установка працює в режимі за яким
процес сушіння пиломатеріалів відбувається на першій степені сушіння. При
наближенні температури в камері до граничного максимального рівня характерного
для поточної ступені сушки контролер дає команду на відключення нагріву котла,
при значеннях вологості в камері Wк>Wk.c.(*) відбувається вимикання
вентилятора витяжки сушильної камери та відкриття заслінки вентилювання камери.
Даний процес повторюється циклічно в межах заданого ступення сушіння до тих пір
поки справджується умова для переходу в наступну ступінь сушіння. Дана система
передбачає два види регулювання температури в сушильній камері: «грубе» і
«точне» регулювання. Для встановлення і підтримання потрібної температури
«грубим» шляхом застосовують рідинний і повітряний контур обігріву камери, для
контролювання температури «точним» шляхом використовується електрокалорифер
керування яким здійснюється за допомогою мікроконтролера. На панель виводиться
поточне значення вологості дошки, температури та вологості в камері.
При
значенні вологості в камері менше заданого відбувається зупинка витяжного
вентилятора та закривається вентиляційна заслінка. Це необхідно для запобігання
виникнення внутрішніх напружень в деревині та її короблення.
При
закінченні ступені сушіння (при досягненні необхідного значення вологості
матеріалу що висушується, яке поступає на канал аналогового вводу) контролер
сигналізує про закінчення даного ступеню сушіння та очікує команди від
оператора на перехід на наступний степінь сушіння, при досягненні кінцевого
значення вологості дошки процес зупиняється і контролер сповіщає по закінчення
процесу.
4.1 Опис алгоритму роботи системи
Дослідження
поставленої задачі показало, що для детального розуміння процесу, потрібно перш
за все зрозуміти технологію сушіння деревини трьохступеневим камерним режимом
сушіння. В процесі розробки проекту автоматизації було проаналізовано можливі
стани системи, та фактори що викликають зміни. Охоплюючи весь технологічний
процес і враховуючи пріоритети факторів впливу на стан системи було розроблено
алгоритм роботи трьохступеневої камерної сушарки. Блок схема алгоритму роботи
системи зображена на листі формату А1 (лист 7).
Отже
в результаті впливу факторів, що змінюють стан системи мікроконтролерна система
формує на каналах виводу дискретні значення, високого та низького рівнів, тим
самим керуючи протікання процесу.
В
момент завантаження пиломатеріалів система знаходиться в стані „повна зупинка
процесу сушки”. В цьому стані не працюють повітряний та рідинний контур
обігріву, електрокалорифер вимкнений, не здійснюється вентилювання в камері
також зачинений клапан вентилювання, не ввімкнений витяжний вентилятор. Потім
відбувається прогрів камери з пиломатеріалами, він триває з розрахунку 1 год.
на 1см. деревини.
Наступним
етапом є старт мікроконтролерної системи (надалі МКС) з пристроями збору
інформації.
МКС
формує запит на бажані значення вологості для кожного з трьох ступенів сушіння.
Також виконується запит на значення вологості та температури в камері для трьох
ступенів сушіння відповідно.
Після
вводу оператором значення дається команда на початок процесу сушіння.
МКС
зчитує значення вологості завантажених пиломатеріалів і на основі отриманої
інформації установка переходить в режим сушіння по першому з трьох ступенів.
Сушіння
в межах певного ступінню виконується до тих пір поки виконується умова ( Wd.
< Wd.c.*) достатня для переходу на наступну ступінь.
Де:
Wd. – вологість дошки в момент збору інформації,
Wd.c.*
- бажана вологість дошки для даного ступеню сушіння (вводиться оператором на
початку процесу сушіння).
Тепер
детальніше опишемо алгоритм роботи установки в межах ступеню сушіння.
МКС
отримує від давачів поточні значення температури в камері та вологості в камері
(Tk, Wk). Дані значення температури і вологості порівнюються з тими які
відповідають значенням що потрібно досягнути для даного ступеню сушіння. В
результаті порівняння МКС формує керуючі сигнали на пристрої що регулюють
температуру та здійснюють вентилювання камери тим самим зменшують вологість
повітря в камері. При виконанні умови Tк < Tк.с.(*) вмикається
електрокалорифер, в протилежному випадку МКС дає сигнал на вимкнення. Відкриття
клапану вентилювання та включення вентилятору витяжки відбувається при
виконанні умови Wк < Wк.с.(*).
Де:
Tк - поточне значення температури в камері.
Tк.с.(*)
– граничне значення температури в камері для даного ступеню сушки.
Wк
– поточне значення вологості в камері
Wк.с.(*)
- граничне значення вологості в камері для даного ступеню сушки.
В
залежності від стадії сухості пиломатеріалів змінюється циклічність зміни
станів системи та тривалість перебування в певному стані.
Запропонований
алгоритм роботи трьохступеневої сушарки пиломатеріалів дозволяє здійснювати
автоматичну роботу сушки, та адаптувати його до апаратних засобів збору
технічних параметрів, також дозволяє створити просту програму, що мінімально
затрачає ресурси мікроконтролера.
5.Проектування пристрою
5.1
Загальні відомості про систему проектування друкованих плат P-CAD
Для
проектування приладу було обрано CAD систему P-CAD.
Система
P-CAD призначена для проектування багатошарових друкованих плат (ДП)
обчислювальних і радіоелектронних пристроїв. До складу P-CAD входять чотири
основних модулі - P-CAD Schematic, P-CAD PCB, P-CAD Library Executive, P-CAD
Autorouters і ряд інших допоміжних програм.
P-CAD
Schematic і P-CAD PCB - відповідно графічні редактори принципових електричних
схем і ДП. У бібліотеках, що постачаються разом із системою, закордонних
цифрових IМС є три варіанти графіки: Normal - нормальний (у стандарті США),
DeMorgan - позначення логічних функцій, IEEE - у стандарті Інституту інженерів
по електротехніці (найбільш близький до російських стандартів).
Редактор
P-CAD PCB може запускатися автономно і дозволяє розмістити модулі на обраному
монтажно-комутаційному полі і проводити ручне, напівавтоматичне й автоматичне
трасування провідників. Якщо P-CAD PCB викликається з редактора P-CAD
Schematic, то автоматично складається список з'єднань схеми і на поле ДП
переносяться зображення корпусів компонентів із вказівкою ліній електричних
з'єднань між їхніми виводами - упакуванням схеми на друковану плату. Потім
формується контур ДП, на ньому розміщаються компоненти і, нарешті, виконується
трасування провідників. Застосування шрифтів True Type дозволяє використовувати
на схемі і ДП написи російською мовою.
Автотрасувальники
викликаються з керуючої оболонки P-CAD РСВ, де і виконується настроювання
стратегії трасування. Інформацію про особливості трасування окремих ланцюгів
можна за допомогою стандартних атрибутів ввести на етапах створення принципової
схеми або ДП. Перший трасувальник QuickRoute відноситься до трасувальника лабіринтового
типу і призначений для трасування найпростіших ДП. Другий автоматичний
трасувальник PRO Route трасує ДП із числом сигнальних шарів до 32. Трасувальник
Shape-Based Autorouter - безсіткова програма автотрасувння ДП. Програма
призначена для автоматичного трасування багатошарових друкованих плат з високою
щільністю розміщення елементів. Ефективна при поверхневому монтажі корпусів
елементів, виконаних у різних системах координат. Є можливість розміщення
провідників під різними кутами на різних шарах плати, оптимізації їхньої
довжини і числа перехідних отворів.
Document
Toolbox - додаткова опція P-CAD РСВ і P-CAD Schematic для розміщення на
кресленнях схем або ДП різних діаграм і таблиць, складання різних списків і
звітів, що динамічно обновляються, таблиць сверління, даних про структуру
плати, технологічної й облікової інформації, розміщення на кресленнях схем
списків з'єднань, виводів підключення живленя й іншої текстової інформації.
P-CAD
Library Executive - менеджер бібліотек. Інтегровані бібліотеки P-CAD містять як
графічну інформацію про символи і типові корпуси компонентів, так і текстову
інформацію (число секцій у корпусі компонента, номери й імена виводів, коди
логічної еквівалентності виводів і т.д.). Програма має вбудовані модулі: Symbol
Editor — для створення і редагування символів компонентів і Pattern Editor —
для створення і редагування посадкового місця і корпуса компонента. Модуль має
засіб перегляду бібліотечних файлів, пошуку компонентів, символів і корпусів
компонентів по всіх можливих атрибутах.
Основні
характеристики системи проектування P-CAD приведені нижче.
·
32-розрядна
база даних;
·
здатність,
що дозволяє, P-CAD РСВ і інших програм дорівнює 0,001мм;
·
до 100
відкритих одночасно бібліотек;
·
число
компонентів в одній бібліотеці - необмежено;
·
до 64 000
електричних ланцюгів в одному проекті;
·
до 10 000
виводів в одному компоненті;
·
до 5000
секцій (вентилів) в одному компоненті;
·
до 2000
символів в атрибуті компонента;
·
до 2000
символів у текстовому рядку;
·
до 20 символів
в імені виводу, імені ланцюга, позиційному позначенні виводу (пробіли, знаки
табуляції, крапки і дужки не допускаються);
·
до 16
символів в імені типу компонента (пробіли і знаки табуляції не допускаються);
до 30
символів у позиційному позначенні компонента (двокрапка, пробіли, знаки
табуляції, крапка і крапка з коми не допускаються);
до 8
символів в імені файлу (у тому числі і при роботі в середовищі Windows);
багатокроковий
«відкат» уперед та назад. За замовчуванням кількість кроків, що запам'ятовуються,
установлено рівним 10, але цю величину можна при необхідності змінити,
редагуючи файл конфігурації *.ini.
мінімальний
крок сітки 0,1 mil в англійській системі і 0,001 мм у метричній системі (1 mil
= 0,001 дюйма = 0,0254 мм, 1 мм = 40 mil). Систему одиниць можна змінювати в
будь-якій фазі проекту.
5.2
Графічний редактор принципових схем P-CAD Schematic
·
до 99
аркушів схем в одному проекті, максимальний розмір листа 60 х 60 дюймів;
·
підтримка
стандартних форматів аркушів від А до Е, АО-А4 і ін. форматів;
·
дискретність
кута повороту компонента 90°;
·
працює
утиліта ERC для перегляду і сортування помилок у принципових схемах;
·
перехресні
зв'язки між P-CAD Schematic і P-CAD РСВ дозволяють для обраної на схемі ланцюга
висвітити на ДП відповідний їй провідник і навпаки;
·
можлива
передача даних у програму моделювання Dr. Spice A/D.
5.3
Графічний редактор друкованих плат, P-CAD РСВ
·
до 99
шарів у ДП, з них 11 шарів попередньо визначені;
·
максимальний
розмір ДП 60 х 60 дюймів;
·
автоматична
корекція принципових схем по змінах у друкованій платі і навпаки (корекція
«назад» і «уперед»);
·
до 64 000
типів контактних площадок у проекті;
·
ширина
провідника на ДП до 10 мм;
·
до 64 000
стилів стеків контактних площадок у проекті;
·
контактні
площадки різних форм: еліпс, овал, прямокутник, округлений прямокутник,
наскрізний перехідний отвір, перехрестя для свердління (target), безпосереднє
з'єднання, тепловий бар'єр з 2 або 4 перемичками;
·
контроль
дотримання зазорів і повноти ровідомості ДП;
·
мінімальний
дискрет кута повороту тексту і графічних об'єктів — 0,1 град;
·
підтримка
керуючих файлів фотоплоттеров Gerber і свердлильних верстатів із ЧПУ типу
Excellon.
5.4
Структура бібліотек P-CAD
Бібліотеки
в системі P-CAD називаються інтегрованими з тієї причини, що бібліотека
(*.lib), крім інформації про малюнок символу компонента на електричній схемі і
посадковому місці компонента на друкованій платі, містить також і текстову
інформацію про внутрішню структуру і функції окремих складового компонента.
Кожен компонент складається з однієї або декількох (однакових або різних)
логічних секцій (вентилів), що упаковуються в один корпус. Компоненти з різними
іменами можуть мати ту саму графіку корпуса або символу. Корпуси і символи в
цьому випадку повинні знаходитися в одній і тій же бібліотеці.
При
створенні компонентів введені наступні позначення:
·
Pad
Numbers - номер виводу (контактної площадки) компонента;
·
Pin
Designator - позиційне позначення виводу компонента на схемі (може відрізнятися
від Pad Numbers);
·
Symbol
Pin Numbers - номер виводу в секції (вентилі) компонента;
·
Pin Names
— ім'я виводу в секції (вентилі) компонента.
Для
створення бібліотечних елементів при проектуванні електронних систем необхідно
реалізувати наступні кроки:
·
створення
схемного (символьного) образа компонента і запис його в бібліотеку;
·
створення
стеків контактних площадок настановних місць компонентів;
·
створення
посадкових місць елементів зі штирьовими і планарними виводами для подальшого
розміщення їх на монтажно-комутаційному полі;
·
запис
посадкових місць компонентів і стеків контактних площадок у бібліотеку;
·
створення
взаємозв'язку між символами елементів і їхніх посадкових місць.
5.5
Особливості проектування пристрою
В
процесі розробки приладу в даній CAD системі P-CAD, було створено власну
бібліотеку в яку внесені специфічні компоненти, що були використані під час
проектування приладу. Друкована плата має форм-фактор 95 х 105 мм.
Компактний
розмір дозволяє встановлення монтажної плати в стандартні корпуси що
широкорозповсюдженні на ринку електронних компонентів.
Друкована
плата спроектована таким чином, що мікросхеми встановлюються в панелі, це в
свою чергу дозволяє здійснювати швидку заміну та запобігає перегріву
компонентів під час пайки.
Ступінь
складності приладу дозволяє виконання плати з кількістю шарів не менше двох,
тому прилад спроектований з використанням технології двохшарового трасування.
На листі формату А1 зображено відповідно тильну та фронтальну сторони, також є
детальна інформація про місце розташування основних електричних елементів, та
спеціалізованих роз’ємів для підключення периферійних пристроїв.
6. Охорона праці
6.1 Організація ОП при автоматизації лісосушильної камери
Управління
охороною праці на підприємстві в цілому здійснює керівник (головний інженер), в
цехах, на виробничих дільницях і в службах – керівники відповідних підрозділів і
служб.
Організаційно-методичну
роботу по управлінню охороною праці, підготовку управлінських рішень і контроль
за їх реалізацією здійснює служба охорони праці, безпосередньо підпорядкована
керівнику (головному інженеру). Нормативною основою СУОП є кодекс законів про
працю, система стандартів безпеки праці, норми, правила, положення, вказівки,
інструкції з питань охорони праці. До основних організаційних документів з
охорони праці в організаціях належать Положення про організацію роботи з
охорони праці об’єднання (треста); Положення про відділ, в якому повинні бути
відображені питання охорони праці, за які несе відповідальність даний відділ;
Посадові інструкції керівних та інженерно-технічних працівників; Інструкції з
охорони праці для робітників по професіях; Накази, постанови і розпорядження з
охорони праці та інші інформаційні матеріали. СУОП передбачає комплексне
вирішення питань з охорони праці на підприємстві, активну участь в цій роботі
всіх інженерно-технічних і господарських служб, колективну відповідальність за
створення безпечних умов праці на кожному робочому місці [3,16].
Керівні
й інженерно-технічні працівники підприємства зобов'язані не рідше одного разу в
рік (чи в три роки один раз, у залежності від займаної посади) здавати екзамени
з правил і норм охорони праці.
Інструктаж
з техніки безпеки буває: вступний (первинний), безпосередньо на робочому місці
(періодичний, позаплановий, цільовий).
Вступний
інструктаж з техніки безпеки проводять працівники служби техніки безпеки
підприємства в обладнаному кабінеті по техніці безпеки по спеціальній програмі,
затвердженій головним інженером підприємства. Під час вступного інструктажу
роз'ясняють загальні положення законодавства про працю, правила внутрішнього
розпорядку підприємства, правила поведінки працівників на території
підприємства, у виробничих цехах, вимоги до робочого місця, спецодягу і
спецвзуття, основні вимоги особистої і виробничої гігієни, правила надання
першої допомоги при нещасних випадках і захворюванні.
Інструктаж безпосередньо на робочому місці проводять до
початку роботи з усіма новоприбулими на підприємство, а також з робітниками,
переведеними з однієї роботи на іншу чи з одного виду устаткування на інший.
Інструктаж проводить безпосередньо керівник робіт, виконавець робіт, майстер,
під керівництвом якого знаходитися даний робітник. Під час інструктажу на
робочому місці робітника знайомлять з основними безпечними прийомами праці на
даній ділянці. [3,27]
Періодичний інструктаж проводить безпосередній керівник робіт
кожен квартал із усіма робітниками незалежно від їхньої кваліфікації і стажу
роботи з даної професії, за програмою інструкцій на робочому місці.
Позаплановий інструктаж робітників безпечним методам праці
проводять у випадку зміни технологічного процесу, заміни устаткування, що
обслуговується, і механізмів, у результаті чого змінюються умови безпеки
роботи; якщо через слабкі знання вимог техніки безпеки були нещасні випадки та
професійні захворювання.
Всі
види інструктажу фіксуються в журналі з підписами сторін
6.2 Загальні вимоги до обладнання, що працює
під тиском
На
виробництві широко використовуються установки, що працюють під тиском. До таких
належать водогрійні (парові) котли, компресори, повітрозбірники, паропроводи,
газопроводи, газові балони та ін.
Парові
котли використовують з метою виробництва пару для різних технологічних потреб.
Компресорні установки служать для виробництва стиснутого повітря, яке
застосовується як носій енергії при різних технологічних процесах (приводу
машин, технологічного обладнання та ін.). Газові балони використовують для
зберігання газів у стиснутому та зрідженому станах.
Посудини,
що працюють під тиском, при експлуатації являють
серйозну
небезпеку, оскільки при порушенні нормального режиму експлуатації або в
наслідок дефектів при їх виготовленні можуть відбуватись вибухи [3,85].
Вибух
посудини під тиском це таке руйнування її стінок, при якому внутрішній тиск
миттєво знижується до атмосферного. Це явище носить назву адіабатичного
розширення (вибуху). На відміну від нього хімічний вибух є різновидом процесу
горіння.
Енергію
при адіабатичному розширенні обчислюють за формулою:
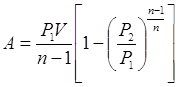 , ,
де
 – енергія вибуху, Дж; – енергія вибуху, Дж;  , , – початковий і кінцевий (атмосферний) тиск в
посудині Н/м2; – початковий і кінцевий (атмосферний) тиск в
посудині Н/м2;  –
об’єм посудини, м3; –
об’єм посудини, м3;  – показник адіабати (для повітря – показник адіабати (для повітря  ). ).
Потужність
вибуху, кВт,
 , ,
де
 – тривалість вибуху, с. – тривалість вибуху, с.
Причини
вибухів посудин, що працюють під тиском різноманітні, але в загальному вигляді
їх можна звести до таких: підвищення тиску вище допустимого, механічна або
хімічна дії, дефекти виготовлення та ін.
Вибух
посудин під тиском супроводжується великими руйнівними наслідками.
Найнебезпечнішими є вибухи котлів.
Нагляд
за правильним виготовленням і експлуатацією посудин, що працюють під тиском,
здійснює Державний комітет з охорони праці України (інспекція котлонагляду).
Цей комітет здійснює технічний нагляд за влаштуванням і експлуатацією посудин
під тиском, реєстрацію і дає дозвіл на їх випуск в роботу. Відповідальність за
безпечну експлуатацію посудин покладається на власника устаткування.
Реєстрація
проводиться за заявкою власника, до якої додається паспорт обладнання заводу,
що його виготовив, посвідчення про якість монтажу від організації, що його
здійснювала, довідки про те, що є підготовлений обслуговуючий персонал і копія
наказу про призначення відповідальної особи.
До
обслуговування посудин, які працюють під тиском, допускаються особи не молодші
18 років, що пройшли медичний огляд, навчені за відповідною програмою і мають
посвідчення екзаменаційної кваліфікаційної комісії. Періодично через кожні 12
місяців, для обслуговуючого персоналу проводиться перевірка знань з техніки
безпеки.
6.3 Безпека при експлуатації парових і водогрійних котлів
Вимоги
до безпечної експлуатації котлів визначені “Правилами влаштування і безпечної
експлуатації парових і водогрійних котлів”. Дані правила розповсюджуються на
водогрійні котли з температурою води вище 115 0С.
За
статистичними даними, найбільша кількість аварій пов’язана з водним режимом
котла (а саме зниження рівня води – 32%, незадовільний водний режим – 36%,
порушення циркуляції води – 7%, дефекти виготовлення і монтажу – 18%).
Небезпека
аварій полягає в перегрітій (понад 100 0С) воді, яка має великий
запас енергії. При миттєвому падінні тиску вода раптово перетворюється на пару,
збільшуючись приблизно в 1700 разів.
Причиною
аварій котлів є перенапруження металу, що перебуває під безпосередньою дією
високих температур і тиску. Внаслідок цього у металі відбуваються пластичні
деформації, настає явище повзучості [3,81].
Механічний
розрив стінок виникає у тому випадку, коли у котлі недостатня кількість води.
Коли рівень упав, теплота, що розрахована на нагрівання води, не відводиться, а
перегріває стінки котла. Внаслідок явища повзучості металу стінка котла
випинається до утворення в даному місці тріщини, з появою якої котел
розривається. Причиною аварії буде ще й подача води у такий перегрітий котел.
Якщо у котлі утворилась впучина, треба перекрити подачу тепла і випустити пар,
а не подавати в нього воду.
Причиною
вибуху і аварії котлів є також поява на внутрішніх стінках накипу, який
утворюється внаслідок незадовільного водного режиму і низької якості води.
Накип небезпечний для котла як з фізичної так і з хімічної точки зору.
Порушення водного режиму виникає не лише внаслідок відкладання накипу і шламу
на поверхні нагрівання, а й в результаті корозії. Накип і шлам характеризується
низьким коефіцієнтом теплопровідності, що призводить до недопустимого
підвищення температури стінок, в результаті чого міцність матеріалу різко падає
і елементи котла руйнуються.
Щоб
попередити відкладання накипу, треба використовувати воду відповідної якості.
Існує багато способів очищення води шляхом фільтрації через шар натрію,
польового шпату, піску глини, каоліну, соди та ін. Для запобігання відкладання
накипу котел періодично промивають з добавкою різних пом’якшувачів води. Для
цього використовують, наприклад, антинакипин, який сприяє утворенню на поверхні
стінок котла захисної плівки, яка перешкоджає зсіданню накипу. Накип
залишається у воді у вигляді шламу, який викидається з котла шляхом продувки
через спускний кран.
Крім
цього причиною аварій може бути порушення правил технічної експлуатації котлів.
Для
безпечної експлуатації і забезпечення нормальних умов праці котли обладнують
арматурою, контрольно-вимірювальними приладами і приладами безпеки. Манометри,
що встановлюються для контролю тиску, повинні мати червону риску, яка
відповідає дозволеному для даного котла робочому тиску. Запобіжні клапани
автоматично спрацьовують, якщо тиск у котлі підвищився до відповідного
значення. За принципом дії запобіжні клапани бувають важільно-вантажні,
важільно-пружинні, та пружинні; за конструктивним виконанням – відкритими або
закритими і встановлюються на котлі спарено або по одному [2,47].
Запобіжні
клапани забезпечуються пристроями, які захищають обслуговуючий персонал від
опіків, коли спрацьовує клапан і коли перевіряється їх дія. Крім цього,
запобіжні клапани мають сигнальні пристрої у вигляді свистка, щоб при виході
пару з котла на робочому місці подавався сигнал.
До
арматури котельних установок також належать водовказівні прилади, за допомогою
яких контролюється рівень води у котлі. Передбачається також встановлення
автоматичних сигналізаторів верхнього і нижнього граничного рівня води.
Пропускання
води найчастіше виникає в результаті недогляду чи неправильної дії
обслуговуючого персоналу, несправного стану водовказівної арматури та інших
причин. До тяжких наслідків призводить також і переповнення котла водою.
Котли
встановлюють в спеціально відведених котельних приміщеннях. У зоні де
перебувають люди, обладнують вентиляційні пристрої, що забезпечують усунення з
робочої зони надлишків вологи, пилу газів.
Власник
водогрійних котлів зобов’язаний зареєструвати їх в органах Державного комітету
по нагляду, якщо вони відповідають таким вимогам:
 , ,
де
 – температура в 0С; – температура в 0С;
 – водяний об’єм котла, м3. – водяний об’єм котла, м3.
Відмітка
про реєстрацію ставиться на паспорті котла. Перереєстрацію котла проводять
після демонтажу і установки його на новому місці.
Кожний котел підлягає технічному
огляду, що в свою чергу полягає у зовнішньому і внутрішньому оглядах, та
гідравлічному випробуванні. Технічний огляд проводиться перед пуском у роботу
(первинний), періодично в процесі експлуатації (плановий) і в необхідних
випадках (позачерговий).
Мета
зовнішнього і внутрішнього огляду полягає при первинному огляді у визначенні
відповідності обладнання вимогам правил експлуатації, а при планових і
позачергових оглядах –справності котла і можливості його подальшого
використання [3,52].
Первинний
огляд котлів проводиться інспектором котлонагляду після їх монтажу і
реєстрації. Котли, які не реєструються, підлягають первинному технічному огляду
особою, відповідальною за справний стан і безпечну експлуатацію.
Плановий
огляд проводиться в такі строки:
- зовнішній і внутрішній – не
рідше одного разу в чотири роки;
- гідравлічні випробовування –
один раз у вісім років.
Гідравлічні випробовування
проводяться після задовільного зовнішнього і внутрішнього огляду тиском, який
перевищує робочий в 1,25-1,5 рази.
Під
пробним тиском котел витримують протягом 5 хвилин, після чого тиск знижують до
робочого і підтримують його до повного огляду.
6.4 Техніка безпеки при транспортних роботах в сушильних цехах
До
вантажно-транспортних робіт в сушильних цехах допускаються особи, яким відомі
правила експлуатації підйомно-транспортних механізмів та які пройшли інструктаж
по техніці безпеки.
Основні
правила техніки безпеки при формуванні штабелів та їхньому транспортуванні в
цеху зводяться до наступного.
При
формуванні штабелів:
Забороняється
складувати та розбирати штабелі всередині сушильної камери;
Допускається
ручна укладка штабелів на висоту до 1.5 м від рівня підлоги; верхню частину в
цьому випадку необхідно формувати, використовуючи естакади, штабелери та інші
механізми;
Необхідно
обов’язково перевіряти правильність укладки штабеля по висоті і ширині
габаритним шаблоном;
При
роботі на вертикальному підйомнику не можна знаходитися в безпосередній
близькості від штабеля при підйомі чи опусканні (при розбиранні) платформи; не
допускати попадання предметів (дощок, прокладок) в зазор між поверхнями штабеля
та стінками котловану; приймати міри по видаленню предметів що потрапили в
котлован підйомника [3,91].
Робота
не несправних механізмах та при відсутності або несправності захисних огорож та
пристосувань категорично забороняється. Не можна торкатися рухомих тросів,
стояти близько штабеля при його русі, знаходитися під пакетом пиломатеріалів
або іншого вантажу при підйомі та переміщенні.
Для
зупинки рухомого штабеля необхідно застосовувати спеціальні башмаки, що
встановлюються на рейки. В кінці рейкового шляху повинні бути встановлені
упори, які перешкоджають сходження штабеля з рейок.
Необхідно
слідкувати за тим, щоб постійні проходи утримувались в чистоті, а їх ширина
була не менше одного метру [3,29].
6.5 Техніка безпеки при обслуговуванні сушильних камер і протипожежні
заходи
До
роботи по обслуговуванню сушильних камер допускаються особи, які знають їхній
пристрій і правила технічної експлуатації. Основну небезпеку представляють
заходи обслуговуючого персоналу в камери. Їхня кількість повинна бути
максимально скорочена, для чого необхідно застосовувати стаціонарні чи
дистанційні психрометри, пристосування для закладки і виїмки контрольних
зразків з коридору керування.
При
заході в камеру оператор сушильної установки повинний надягати брезентовий
костюм із щільними застібками біля коміра і долоней рук, рукавички, шолом і
протигазову маску з повітроохолоджувачем. Підлоги приміщення камер, особливо
які мають підвал, повинні знаходитися в справному стані. Камери повинні бути
обладнані електричним освітленням напругою 12—18 В. Якщо воно відсутнє, варто
користатися акумуляторними ліхтарями чи переносними низьковольтними лампами із
сіткою і броньованим шнуром.
Двері
в камеру повинні мати зовнішні і внутрішні ручки. При вході в камеру необхідно
стежити за тим, щоб двері випадково не закрили зовні. Якщо оператору треба
зайти в гарячу камеру, біля її дверей повинен знаходитися черговий.
Коридори
керування камер, лабораторія, топкові приміщення газових камер повинні бути
обладнані вентиляцією для того, щоб підтримувати температуру не вище 25° С.
Паропроводи необхідно теплоізолювати, фланці з’єднань паропроводів і
калориферів закрити захисними екранами. Усі рухомі частини устаткування,
сушильних камер повинні бути закриті огородженнями.
У
сушильному цеху необхідно періодично проводити навчання персоналу правилам
охорони праці і техніки безпеки, а також інструктаж з виробничої санітарії. У
цеху повинний бути обладнані санітарний пост і стенди з наочними посібниками по
техніці безпеки.
При
експлуатації газових камер необхідно стежити за герметичністю газоходів, топок
і дверей камер. Заходити в працюючі газові камери дозволяється тільки в
протигазі і захисному костюмі [3,245].
Зольне
приміщення топки повинне бути обладнане вентиляцією і мати двері, що ведуть
назовні. Перед топковим отвором повинні бути встановлені екрани, що охороняють
робітників від впливу теплового випромінювання. Шибери і заслінки, що
перекривають газоходи, повинні мати систему керування ними з підлоги
приміщення. Положення шиберів і заслінок повинне надійно фіксуватися запірними
пристроями. Категорично забороняється ходити по зводу топки під час її роботи.
Необхідно
виконувати наступні протипожежні вимоги:
- регулярно прибирати
приміщення камер, цеху й інших допоміжних приміщень, не допускаючи скупчення
відходів і сміття;
- у приміщенні сушильного цеху
не застосовувати відкритий вогонь (свічі, гасові і паяльні лампи) і не курити;
зварювальні роботи проводити з дозволу представників пожежної охорони;
- вчасно подавати змазку в
підшипники вентиляторів і електродвигунів, не допускаючи їхнього перегріву.
У
газових сушильних камерах, крім того, необхідно:
- стежити за станом топкових
газів, не допускати вильоту іскор за межі іскрогасильної камери топки,
користатися тільки дозволеним для неї паливом;
- систематично чистити клапани
і газоходи;
- не допускати прогарів топки і
подачі великих мас палива, небезпечних у відношенні вибуху;
золу
з зольного приміщення вивозити не раніше, ніж через 5 діб після її видалення з
топки.
Пожежі
становлять особливу небезпеку, тому що пов’язані з великими матеріальними
втратами. Як відомо пожежа може виникнути при взаємодії горючих речовин,
окислювання і джерел запалювання. Горючими компонентами є: будівельні матеріали
для акустичної і естетичної обробки приміщень, перегородки, двері, підлоги,
ізоляція кабелів і ін [3,26].
Протипожежний
захист - це комплекс організаційних і технічних заходів, спрямованих на
забезпечення безпеки людей, на запобігання пожежі, обмеження її поширення, а
також на створення умов для успішного гасіння пожежі.
Джерелами
загоряння можуть бути електронні схеми від ЕОМ, прилади, застосовувані для
технічного обслуговування, пристрої електроживлення, кондиціонування повітря,
де в результаті різних порушень утворюються перегріті елементи, електричні
іскри і дуги, здатні викликати загоряння горючих матеріалів.
У
сучасних ЕОМ дуже висока щільність розміщення елементів електронних схем. У
безпосередній близькості друг від друга розташовуються сполучні проводи,
кабелі. При протіканні по них електричного струму виділяється значна кількість
теплоти. При цьому можливо оплавлення ізоляції. Для відводу надлишкової теплоти
від ЕОМ служать системи вентиляції і кондиціонування повітря. При постійній дії
ці системи являють собою додаткову пожежну небезпеку.
Для
більшості приміщень, де розміщені ЕОМ, установлена категорія пожежної небезпеки
В.
До
засобів гасіння пожежі, призначених для локалізації невеликих загорянь,
відносяться внутрішні пожежні водопроводи, вогнегасники, сухий пісок, азбестові
ковдри і т.п.
Для
гасіння пожеж на початкових стадіях широко застосовуються вогнегасники. По виду
використовуваної вогнегасильної речовини вогнегасники підрозділяються на
наступні основні групи.
Пінні
вогнегасники, застосовуються для гасіння палаючих рідин, різних матеріалів,
конструктивних елементів і устаткування, крім електроустаткування, що
знаходиться під напругою [3,93].
Газові
вогнегасники застосовуються для гасіння рідких і твердих речовин, а також
електроустановок, що знаходяться під напругою.
У
приміщеннях, де присутні ЕОМ застосовуються головним чином вуглекислотні
вогнегасники, достоїнством яких є висока ефективність гасіння пожежі,
схоронність електронного устаткування, діелектричні властивості вуглекислого
газу, що дозволяє використовувати ці вогнегасники навіть у тому випадку, коли
не вдається знеструмити електроустановку відразу.
Для
виявлення початкової стадії загоряння й оповіщення служби пожежної охорони
використовують системи автоматичної пожежної сигналізації (АПС). Крім того,
вони можуть самостійно пускати в хід установки пожежегасіння, коли пожежа ще не
досягла великих розмірів. Системи АПС складаються з пожежних оповісників, ліній
зв'язку і прийомних пультів (станцій).
Відповідно
до “Типових правил пожежної безпеки для промислових підприємств” зали ЕОМ,
приміщення для зовнішніх запам'ятовуючих пристроїв, підготовки даних, сервісної
апаратури, архівів, копіювально-множного устаткування і т.п. необхідно
обладнати димовими пожежними оповісниками. У цих приміщеннях на початку пожежі
при горінні різних пластмасових, ізоляційних матеріалів і паперових виробів
виділяється значна кількість диму і мало теплоти.
6.6 Інженерні рішення з охорони праці
-
розрахунок
освітлення
Розрахуємо кількість світильників на довжину та ширину
приміщення:

де a, b - довжина і ширина приміщення, L - відстань
між світильниками.
Якщо прийняти довжину приміщення 4 м, а ширину 2 м і
відстань між світильниками 2 м отримаємо:

Кількість світильників у приміщенні: N=NшNд=2
(шт). Визначимо індекс приміщення:
де Нр - висота підвісу світильників Нр=2,5
м;
Визначимо світловий потік, однієї лампи. Для цього
використаємо формулу
де ен -
нормативна освітленість, Ен=100 лк; ' k - коефіцієнт запасу k=1,5;
z - коефіцієнт нерівномірності освітлення, приймається рівним
0,9 для ламп розжарення.
n - коефіцієнт використання світлового потоку світильника,
вибирається по таблицям [3,6] в залежності від і.
По значенню Ф вибираємо тип лампи: лампа газонаповнена
напругою 220 В типу НГ-49, потужністю 100 Вт.
– розрахунок захисного заземлення
Захисне заземлення – це навмисне
з’єднання з землею частин обладнання, які не знаходяться під напругою в
нормальних умовах експлуатації, але які можуть знаходитись під напругою в
результаті порушення ізоляції електроустановки.
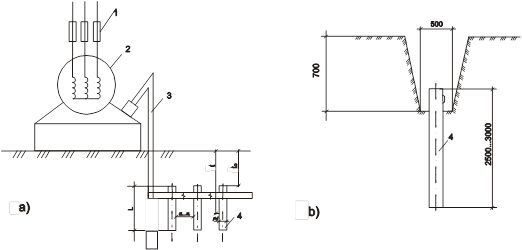
Рис.6.1 Пристрій заземлення
а) – схема заземлюючого пристрою; b)
– розміщення одиночного заземлювача;
1-плавкі вставки; 2 – електродвигун;
3- з’єднувальна штаба; 4- трубчатий заземлювач
В даному розділі дипломного проекту
необхідно розрахувати заземлюючий пристрій для заземлення електродвигуна при
слідуючих вихідних даних:
грунт – суглинок з питомим електричним
опором r = 100 Ом*м;
в якості заземлювачів прийнято
сталеві труби діаметром d = 0.08 м і довжиною l = 2.5 м, розміщені вертикально
і з’єднані зварюванням сталевою штабою 40*4 мм;
потужність електродвигуна U=1,5 кВт,
n = 3000 хв-1;
потужність трансформатора 170 кВ*А,
допустимий по нормах опір заземлюючого пристрою [r3] <= 4 Ом.
Розрахунок:
Визначаємо опір одиночного
вертикального заземлювача Rв, по формулі:
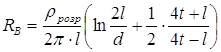 , ,
де t – відстань від середини
заземлювача до поверхні ґрунту, м;
l, d – довжина і діаметр стержневого
заземлювача, м.
Розрахунковий питомий опір ґрунту
 , ,
де y– коефіцієнт сезонності, який
враховує можливість підвищення опору ґрунту на протязі року.
Приймаємо y = 1.7, для першої
кліматичної зони, тоді
 100*1.7=170 Ом 100*1.7=170 Ом
 48 Ом 48 Ом
Визначаємо опір сталевої штаби, яка
з’єднує стержневі заземлювачі
 , ,
де l – довжина полоси, м;
d=0.5b( b – ширина полоси, рівна 0.08
м).
Визначаємо розрахунковий питомий опір
ґрунту rрозр при використанні з’єднувальної штаби у вигляді
горизонтального електрода довжиною 50 м. При довжині полоси 50 м, y¢ =5.9, тоді
r¢розр=ry = 100* 5.9 = 590 Ом*м
Визначаємо орієнтовне число n
одиночних стержневих заземлювачів по формулі
 , ,
де  - допустимий по нормах опір заземлюючого пристрою, - допустимий по нормах опір заземлюючого пристрою,
 коефіцієнт використання вертикальних заземлювачів
(приймемо його рівним 1). коефіцієнт використання вертикальних заземлювачів
(приймемо його рівним 1).
Приймаємо розміщення вертикальних
заземлювачів по контуру з відстанню між суміжними заземлювачами рівною 2l. По
таблиці [3,102] знайдемо дійсні значення коефіцієнтів використання  та та  , виходячи з прийнятої схеми розміщення вертикальних
заземлювачів, , виходячи з прийнятої схеми розміщення вертикальних
заземлювачів,  , , 
Визначаємо необхідне число
вертикальних заземлювачів
Визначаємо загальний розрахунковий
опір заземлюючого пристрою R з врахуванням з’єднувальної штаби

Правильно розрахований заземлюючий
пристрій повинен відповідати умові R<=[r3]. Розрахунок виконано вірно,
так як 3.7 < 4.
-
розрахунок блискавкозахисту цеху
Блискавкозахист
- це комплекс захисних пристроїв, призначених для забезпечення безпеки людей,
захисту будинків і споруд, устаткування і матеріалів від ударів блискавки.
Вибір
захисту залежить від призначення будинку або споруди, інтенсивності грозової
діяльності в даному районі й очікуваного числа уражень об'єкта блискавкою в
рік.
Будинки
захищаються від прямих ударів блискавки блискавковідводами. Блискавковідводи
складаються з блискавкоприймачів та заземлювачів. Вони можуть бути окремо
стоячими або встановлюватися безпосередньо на будинку або споруді. За типом
блискавкоприймача їх підрозділяють на стрижневі, тросові та комбіновані. У
залежності від числа діючих на одному спорудженні блискавковідводів, їх
підрозділяють на одиночні, подвійні і багаторазові [3,117]. У даному розділі
розрахований одиночний стрижневий блискавковідвід, що має зону захисту у виді
конуса.
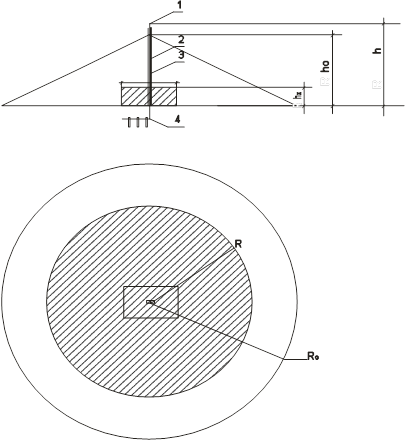
Рис.6.2.
Схема блискавкозахисту.
1
– блискавкоприймач;
2
– дерев’яний брус;
3
– блискавковідводи;
4
– заземлюючий пристрій.
Найбільша
висота h блискавковідводу не повинна перевищувати 150м. Співвідношення розмірів
зони захисту типу “Б” наступне:
-
h0 = 0.92h
-
R0 = 1.5h
-
Rx = 1.5[h - (hx/0.92)]
При
відомій висоті об'єкта, що захищається – hx (вона дорівнює 4 метри)
розраховується радіус зони захисту на цій висоті Rx за законом подібності
трикутників:

підставляючи
в даний вираз відповідні значення одержимо:

виходить,
що Rx = 6,5 м. Тоді повна висота блискавкоприймача для зони “Б” буде
дорівнювати:
h
= (Rx + 1,63hx)/1,5 = (6,5 + 1,63*4)/1,5 = 8,7 (м)
Так, виходячи з розмірів приміщення
та камери для сушіння, нам необхідно розмістити по одному блискавковідводу на
даху будинку та на камері.
7. Розрахунок економічної ефективності
1. Розрахуємо обсяг продукції, яку
дозволяє випустити трьохступенева сушильна камера
О=nЕ,
де
n – кількість оборотів камери на протязі року;
Е –
місткість камери, м3.
Місткість
камери визначають по рівнянню
Е=Гb ,
де
Г— обсяг штабелів, одночасно розміщених в камері; b — коефіцієнт об'ємного заповнення штабеля
b=0,8.
В
свою чергу
Г=25
(м3),
Тоді
Е=Гb=25∙0,8=20 (м3)
Обсяг продукції стане рівний О=nЕ=20∙20=400
(м3/рік).
З розрахунку, що сушіння 1м3 коштує 120 грн фірма отримає
виручку ВП=60000 грн/рік.
2.
Розрахуємо затрати, які супроводжують процес сушіння деревини. Вони включають в
себе затрати на електроенергію, сировину, зарплату працівникам та амортизацію.
а)
Вирахуємо витрати електроенергії згідно виразу
 , ,
де W – загальні витрати
електроенергії;
Wа–
річні витрати електроенергії на роботу обладнання та апаратури;
Wос–річні
витрати електроенергії на освітлення.
В свою чергу
 ,кВт∙год/рік
, ,кВт∙год/рік
,
де ∑Nвст –
сума всіх потужностей встановлених двигунів;
τрозр
– розрахункова тривалість роботи електродвигунів
протягом року;
kз
– коефіцієнт роботи електродвигуна;
kо –
коефіцієнт, який враховує одночасність роботи електродвигунів;
kд і
kвтр – коефіцієнти втрат електроенергії в мережі.
На практиці виконують перетворення
 , ,
де kП –
коефіцієнт попиту, який встановлений наперед для різних типів обладнання:
- для сушильної камери kП=
0,8;
- для двигунів та вентиляторів kП=0,7;
- для ламп освітлення kП=0,9.
Розрахункова
тривалість роботи електродвигунів протягом року визначається згідно рівняння
 , год , , год ,
де
В, С –вихідні та святкові дні, крім того включають в себе профілактичний
ремонт, В+С=30 діб;
τзм – тривалість зміни, τзм = 8 год;
n –
кількість змін протягом робочого дня, n=3.
Визначимо,
крім того час завантажувально-розвантажувальних робіт
 (діб), (діб),
де
8,82 – коефіцієнт тривалості завантажувально-розвантажувальних робіт.
Тоді
тривалість завантажувально-розвантажувальних робіт приймається як 24 год. на кожен оборот камери
 (год/рік) (год/рік)
Час,
який необхідний для охолодження деревини після висушування приймається 1год на
1 см дошки
τох=1∙2,5∙38=270 (год/рік)
Тоді
реальна тривалість роботи сушильної камери буде
 (год/рік) (год/рік)
Визначимо
∑Nвст=2∙8 +12,7=28,7 (кВт)
Тоді
 кВт∙год/рік кВт∙год/рік
Для
визначення річних витрат електроенергії на освітлення використовуємо вираз
 , кВт∙год/рік, , кВт∙год/рік,
де
F – площа приміщення F=2∙2,2=4,4 (м2);
PП – питома потужність на освітлення, PП
=27,272 Вт ;
kП – коефіцієнт попиту, kП= 0,9;
τроб– тривалість роботи світильників, визначається за формулою
 =2024 (год/рік), =2024 (год/рік),
де
nроб – кількість робочих днів в році nроб=253
дні;
τзм – тривалість зміни, τзм = 8 год;
Тоді
 кВт∙год/рік кВт∙год/рік
Загальні
витрати електроенергії
 кВт∙год/рік кВт∙год/рік
Затрати
на електроенергію будуть складати ЗЕ=W∙0,19=29784,29 (грн/рік)
б)
Затрати на заробітну плату складають ЗЗП =Чпр∙250∙12,
де
Чпр – чисельність працівників, включає в себе 2 вантажники 1
працівник обслуговуючого персоналу;
350
– оклад кожного працівника;
12
– кількість місяців в році.
Тоді
ЗЗП =3∙350∙12=12600 (грн/рік).
в)
Затрати на устаткування складають 24 900 грн (включає в себе вартість сушильної
камери (17600 грн), насосу і вентиляторів (6 000) та стінки управління (1300)).
Затрати на амортизацію рівні ЗА =0,15×24900=3735 грн.
Загальні
затрати рівні
З=
ЗЕ +ЗГ+ЗЗП+ЗА=32586,32+48+18000+3735=54369,32
(грн)
Після
проведення автоматизації затрати на амортизацію складуть ЗА =4180
грн, а загальні затрати будуть дорівнювати З=29784,29+48+12600 +4180=42432,29грн
3.
Прибуток, який отримає фірма рівний:
П=ВП
-З=57600-54369,32=3230,68 грн
Після
проведення автоматизації прибуток фірми складе
П=ВП
-З=57600-42432,29=15167,71 грн
4.Розрахуємо
рентабельність згідно рівняння
Р=П/З=57600/42432,29=1,35745.
Так як Р>1, то можна зробити висновок, що фірма рентабельна.
5.Після
проведення автоматизації продуктивність праці зросте і буде становити Пп.скл=30
м3/зміну і Пп.роз =55 м3/зміну за
рахунок зниження затрат на сушильну камеру.
Всі
отримані при розрахунку дані заносимо в зведену таблицю 7.1.
Таблиця.
7.1.
Зведені
дані економічної ефективності.
| N п/п |
Назва показника |
до впровадження автоматизації |
після впровадження автоматизації |
±Δ
приріст
|
| 1 |
Обсяг продукції, м3/рік
|
400 |
400 |
0 |
| 2 |
Затрати, грн/рік
включаючи затрати на:
електроенергію
заробітну плату
амортизацію
|
54369,32
29784,29
12000
3735
|
42432,29
29784,29
12000
4180
|
-11937,03
0
0
-445
|
| 3 |
Прибуток, грн/рік |
3230,68 |
15167,71 |
11937,03 |
| 4 |
Рентабельність |
1,0592 |
1,35745 |
0,2985 |
| 5 |
Продуктивність праці, м3/зміну |
24 |
30 |
6 |
Висновок.
Після проведення автоматизації фірма буде у виграші. Так як отримані значення
затрат менші, ніж були до впровадження автоматизації. Прибуток зросте на 221 %,
рентабельність підвищиться на 78 %.
Висновки
В
даному дипломному проекті мною було розроблена автоматизована система
управління процесом сушіння деревини на ВАТ „Будматеріали” з використанням
мікроконтролерних засобів.
Також
в даному дипломному проекті було розглянуто типи сушки деревини та вивчено
технологічну схему процесу, проведено розрахунок та дослідження одноконтурної
АСР температури.
Розроблено
і спроектовано схеми: функціональна, схема зовнішніх з'єднань, принципова
електрична схема , схема монтажу електрокомпонентів, друкована плата пристою.
Також
проведено розрахунок економічних показників, приведені порівняльна таблиця і
розраховано економічний ефект.
У
розділі “охорона праці” зроблений розрахунок блискавкозахисту, штучного
освітлення та заземлення і приведені заходи щодо техніки безпеки даного виробництва.
Запроектована
мікроконтролерна система на базі сучасного мікроконтролера РІС16F877 здійснює збір всіх основних
показників роботи сушарки та регулювання протіканням процесу за наперед заданою
програмою. При регулюванні процесом застосовано принцип двопозиційного
регулювання.
Для
якісного збору технологічних параметрів використані сучасні давачі температури,
вологості в камері та вологості пиломатеріалів. Що дає змогу точніше, і головне
швидше реагувати на зміну стану об’єкта автоматизації. Також відбулися зміни у
вимірюванні температури, після автоматизації значення температури знімаються
цифровими давачами, значення яких обробляється мікроконтролером, що дає високу
швидкість та точності обробки інформації.
Побудована на базі сучасних технічних засобів мікроконтролерна система,
разом з комплексом давачів збору технологічних параметрів, дозволить проводити
сушіння різних порід деревини по визначеним програмам, що вносяться оператором,
та мають високу ступінь гнучкості. Також не виключена можливість адаптації
програм в залежності він потреб що виникають при сушінні різних порід деревини.
Слід
також зауважити, що при розробці системи автоматизації було застосовано давачі,
які дозволяють здійснювати вимірювання значень параметрів в широких межах та з
високою точністю, що забезпечує якісне керування процесом та вищу якість
отримуваної продукції, що фактично неможливо здійснити за допомогою застарілих
приладів та впливу на процес оператором вручну.
Список використаної літератури
1.
Е.И. Юревич. Теория автоматического
управления. Л. Энергия, 1969.
2.
Богданов
Е.С., Козлов В.А., Пейч Н.Н. Справочник по сушке древесины. – М.: Лесн.
Пром-сть, 1981. 191ст.
3.
Кириченко В.Н.
Охрана труда. М. 1990.
4.
Кречетов И. В.
Сушка и защита древесины. – М.: Лесн. Пром-сть, 1987. 372ст.
5.
Однокристальные
8-розрядные FLASH CMOS микроконтроллеры компании Microchip. Перевод ООО “Микро-Чип”.М, 2002.
6.
В.И. Гостев.
Системы управления с цифровыми регуляторами. Справочник. К. Техника. 1990.
7.
Е.П. Стефани.
Сборник задач по основам автоматического регулировани тепло-энергетических
процесов. М. Энергия. 1973.
8.
Технічна
документація DS30292C
компанії Microchip Technology
Incorporated, USA.
2002.
9.
Технічна
документація DS21490B компанії Microchip Technology Incorporated,
USA. 2002.
10.
Технічна
документація HT1621
компанії Holtek Semiconductor
Incorporated, Taiwan. 2001.
|