Учебное пособие: Изготовление деталей РЭС методами порошковой металлургии и давлением
Учебное пособие: Изготовление деталей РЭС методами порошковой металлургии и давлением
ОГЛАВЛЕНИЕ
1.ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ МЕТОДАМИ ПОРОШКОВОЙ
МЕТАЛЛУРГИИ
2.Изготовление деталей давлением
2.1.Общие сведения
2.2.Холодная
листовая штамповка
2.2.1.Разделительные
операции листовой штамповки
2.2.2.
Формообразующие операции штамповки
2.3.Объемная
штамповка
3.ЗАКЛЮЧЕНИЕ
1.ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
МЕТОДАМИ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Порошковая
металлургия – это отрасль технологии, занимающаяся изготовлением изделий из
порошков металлов, их окислов и смесей металлических и диэлектрических
порошков. Методы и средства технологии порошковой металлургии, или технологии
металлокерамики как ее называют, отличаются высокой экономичностью при
изготовлении изделий, позволяют получать материалы и детали, характеризующиеся
высокой механической прочностью, жаростойкостью и особыми физико-механическими
свойствами. Порошковая металлургия позволяет получать псевдосплавы из таких
несплавляющихся металлов, как, например, медь-вольфрам, серебро-вольфрам,
композиционные металлы на основе металлов и окислов (серебро-окись кадмия),
обладающих высокой электропроводностью и стойкостью к электроэрозионному
изнашиванию. Металлокерамические твердые сплавы характеризуются высокой
твердостью, теплостойкостью и износостойкостью. Они являются основой для
изготовления режущих инструментов, применяемых для обработки материалов высокой
прочности и твердости. Твердые сплавы изготовляют на основе карбидов
тугоплавких металлов (WC, TiC, TaC) и связующего материала (кобальта).
Порошковой металлургией изготавливают алмазно-металлические материалы,
характеризуемые высокими режущими свойствами и применяемые в качестве режущих
инструментов при изготовлении изделий из полупроводников и пьезоэлектрических
монокристаллов. В качестве связки алмазных порошков используют металлические
порошки (медные, никелевые и др.) или сплавы. Порошковую металлургию широко
применяют для получения материалов и изделий с электромагнитными свойствами
(ферриты, магнитодиэлектрики, постоянные магниты из высококоэрцитивных сплавов
и т.д.).
В
современной технологии композиционных материалов все большее значение занимают
волокнистые материалы, представляющие собой композицию из мягкой основы
(синтетических смол) и высокопрочных волокон (проволоки из вольфрама, молибдена,
волокна оксидов алюминия, бора, карбида кремния, углерода и др.). Материалы,
упрочняемые волокнами, характеризуются высокой удельной прочностью, а также
могут иметь малую теплопроводность, высокую химическую и термическую стойкость.
Вопросами создания волокнистых композиционных материалов занимается отрасль
порошковой металлургии – металлургия волокна.
Изготовление
изделий методами порошковой металлургии наиболее экономически эффективно при
крупносерийном и массовом производстве. Автоматизация всех технологических операций
позволяет не только повысить производительность процесса и снизить
трудоемкость, но и обеспечить высокое качество изготовляемых изделий.
Основным
содержанием технологии порошковой металлургии являются процессы изготовления
порошков, процессы формирования изделий и процессы спекания.
Способы
изготовления порошков бывают двух видов: механические и физико-химические.
Механические способы состоят в измельчении исходного сырья (стружки, кусочков
проволоки, осадков, получаемых электролизом, и т.д.) в шаровых или вихревых
мельницах. При применении механических способов не происходит изменение
химического состава исходного материала.
К
физико-химическим способам получения порошков относятся восстановление металла
из окислов, электролиз, диссоциация карбонилов и т.д. Физико-механические
способы более универсальны, чем механические. Порошки из тугоплавких металлов,
а также порошки сплавов и соединений на их основе могут быть получены только
физико-химическими способами.
После
приготовления порошков их подвергают отжигу для снятия наклепа и восстановления
оксидов при температуре Т = (0,5 – 0,6) Тпл (Тпл –
температура плавления) в защитной или восстановительной среде. Отжигу
подвергают порошки, полученные механическим измельчением, электролизом и
разложением карбонилов. Для получения однородности порошков по размеру частиц
их подвергают механической сепарации на вибрационных ситах.
В
порошки вводят технологические присадки различного назначения: пластификаторы
(парафин, стеарин, олеиновую кислоту и др.), облегчающие прессование и
получение изделий высокого качества; легкоплавкие присадки, ускоряющие процесс
спекания. Подготовленные порошки смешивают в шаровых, барабанных и других
смешивающих устройствах.
Формообразование
деталей из порошков производят прессованием. Применяют два вида прессования –
холодное и горячее.
В
зависимости от размеров и сложности формы деталей бывают следующие виды
прессования: одностороннее, двухстороннее (рис. 8.1) и гидростатическое (рис.
8.2).
При
одностороннем прессовании приготовленную порошковую смесь 3 в определенном
количестве засыпают в пресс-форму 2 и прессуют пуансоном 1 под давлением 50 -
100 Мпа. В процессе прессования увеличивается контакт между частицами,
происходит пластическое деформирование их, приводящее к механическому сцеплению
частиц порошка. Давление распределяется неравномерно по высоте прессуемой заготовки
из-за влияния сил трения порошка о стенки пресс-формы, вследствие чего детали
получаются с различной плотностью по высоте, а следовательно, и с различными
физико-механическими свойствами.
| а)
б) |
|
| Рис.
8.1 Схема холодного прессования а – одностороннего; б- двухстороннего |
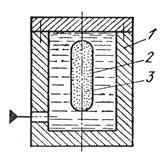
Рис.
8.2 Схема гидростатического прессования |
Односторонним
прессованием получают заготовки простой формы с отношением высоты к диаметру
меньше единицы.
Двухстороннее
прессование (рис. 8.1 б) применяют для формообразования заготовок сложной
формы. После заполнения формообразующей полости пресс-формы 2 порошковой смесью
к верхнему и нижнему пуансону 1 с помощью гидропресса прикладывают давление. В
этом случае требуемое давление для получения равномерной плотности материала снижается
на 30 - 40 %. В общем случае давление прессования зависит от формы прессуемой
заготовки, требуемой плотности, вида прессуемого порошка и других факторов.
В
качестве технологического оборудования для прессования в пресс-формах применяют
гидравлические прессы, развивающие усилие от 0,25 до 90 МН, механические,
кривошипные, эксцентриковые и специальные пресс-автоматы.
Гидростатическое
прессование (рис. 8.2) применяют для получения металлокерамических заготовок, к
которым не предъявляются высокие требования по точности геометрических
размеров. Сущность процесса состоит в том, что порошковую массу 3, заключенную
в эластическую оболочку 2, подвергают равномерному и всестороннему давлению в
герметичной камере 1. В качестве рабочей жидкости, передающей давление на
эластичную форму, применяют масло, воду, глицерин и др.
В
последнее время для гидростатического прессования применяют методы, развивающие
высокие давления в небольшой промежуток времени: прессование с помощью
электрогидравлического эффекта, быстро сгорающих сжатых газовых смесей и др.
При
горячем прессовании формообразование совмещают с процессом спекания.
Температура горячего прессования составляет Т = (0,6 – 0,8)Тпл (Тпл
– температура плавления порошка). Благодаря нагреву уплотнение порошковой массы
протекает гораздо интенсивнее, чем при обычном холодном прессовании. Горячим
прессованием получают материал, с высокой плотностью и повышенной прочностью.
Этот способ применяют для получения деталей из таких плохо прессуемых и плохо
спекаемых порошковых композиций, как тугоплавкие металлоподобные соединения
(карбиды, бориды, силициды и т.д.).
Спекание
– это термическая обработка спрессованных из порошков заготовок, в результате
которой происходит формирование структуры и физико-механических свойств материала.
В процессе спекания происходят следующие явления: восстановление оксидов,
диффузия, рекристаллизация, миграция вакансий, дислокаций и др. Характер
протекания этих явлений зависит от температуры и времени спекания, среды, в
которой осуществляется спекание, и других факторов. Спекание проводят в три
этапа: 1) нагрев до Т = 150 - 200 оС, в результате которого удаляются
пластификаторы; 2) нагрев до температуры, равной 0,5 температуры спекания
(снятие упругих напряжений и активное сцепление частиц); 3) окончательный
нагрев до температуры спекания, выдержка в течение 30 - 90 мин. и охлаждение.
Продолжительность этапов и температуры выбирают в зависимости от состава и
зернистости порошка.
Спекание
проводят в восстановительной атмосфере, способствующей удалению оксидов, или в
вакууме.
Механическая
обработка металлокерамических деталей применяется в тех случаях, когда
прессованием нельзя получить изделия заданных формы и размеров с высокой
точностью. Наиболее распространенными видами механической обработки являются
точение, сверление и шлифование. Обработку резанием (точение, сверление)
выполняют режущими инструментами из твердых сплавов при больших скоростях и
малых подачах. Для обработки изделий из материалов высокой твердости применяют
электрофизические методы: электроискровой, ультразвуковой, электронно-лучевой.
Защиту
деталей от коррозии и создание декоративных покрытий осуществляют
электрохимическими способами, оксидированием, фосфатированием и т.д.
2.Изготовление деталей давлением
2.1.Общие сведения
Процессы
изготовления деталей методами холодной обработки давлением находят широкое
применение при изготовлении деталей в радиоэлектронной аппаратуре вследствие
высокой производительности и экономичности, особенно при крупносерийном и
массовом производстве. Методами холодной обработки давлением изготовляются
пластины магнитопроводов, корпусные детали, крышки, панели, шасси, экраны и др.
Операции
технологических процессов холодной обработки давлением отличаются простотой и
не требуют исполнителей высокой квалификации, вместе с тем детали отличаются
высокой точностью и стабильностью геометрических размеров.
Основным
содержанием всех способов обработки давлением является процесс деформирования
металла заготовки. Технологические процессы обработки давлением основаны на
использовании двух видов деформации - пластической и разрушения. Не все металлы
и их сплавы хорошо поддаются обработке давлением. Способность их подвергаться
холодной обработке давлением определяется пластичностью металла. Чем выше
пластичность металла, тем лучше его обрабатываемость давлением.
Процесс
пластического деформирования характеризуется напряженным состоянием материала и
сопровождается взаимным перемещением отдельных частиц, а также объемов массы
заготовки без нарушения сплошности. Кроме изменения формы и размеров, процесс
пластического деформирования сопровождается изменением физико-механических
свойств металла заготовки - повышения прочности и твердости, снижения
пластичности и повышения хрупкости. Процесс упрочнения металла при пластическом
деформировании называют наклепом.
Пластические
свойства возвращаются металлу благодаря специальной термической обработке -
нагреву металла до температуры, составляющей (0,3 - 0,5) Тп, где Тп
- температура плавления сплава.
В
зависимости от характера деформирования и конструкции штампов, которые
определяются типом штампуемой заготовки, холодную обработку давлением
подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой.
Метод холодной листовой штамповки получил наибольшее распространение при
изготовлении различных деталей РЭС.
2.2.Холодная
листовая штамповка
В
качестве исходного материала при изготовлении деталей используют листы или
ленты определенного размера и толщины.
Для
характеристики металлов, обрабатываемых холодной листовой штамповкой, служат
параметры: предел прочности σв, предел текучести
σ0,2, предел прочности на срез σср и пластичность
δ.
В
производстве деталей РЭС применяют прокат из стали, титана и сплавов цветных
металлов на основе алюминия, меди нижеперечисленных марок.
Прокат
тонколистовой холоднокатаный из малоуглеродистой качественной стали марок 08,
08 кп, 10, 10 кп толщиной 0,5 - 3,0 мм, ширина и длина листов регламентируются
ГОСТ 19904.
Прокат
тонколистовой из конструкционных низколегированных сталей 14Г2, 09Г2, 12ГС и других
марок толщиной 0,5 - 3,5 мм.
Тонколистовая
коррозионно-стойкая сталь толщиной 0,7 - 3,9 мм (ГОСТ 632) марок 08Х13, 12Х13,
12Х17, 12Х18Н9Т. Прокат из титановых сплавов марок В1-00, ВТ3-1, ВТ5, ВТ5-1.
Для
изготовления корпусов гибридных интегральных микросхем применяется прокат
сплавов марки 29НК (ковар), 47Н, 47НК.
Лента
холоднокатаная из сталей 08, 08 кп, 10, 10 кп имеет толщину 0,05 - 4,0 мм и
ширину 4 – 450 мм.
Листовой
прокат из алюминия и его сплавов (ГОСТ 21613) марок А2, А3, АМц, АМг2, АМг6,
Д1, Д16, В95. Листовой прокат из меди и ее сплавов (ГОСТ 495, ГОСТ 931) марок
М1, М2, М3, Л68, Л63, ЛС59-1.
Разнообразные
операции холодной штамповки по характеру деформации объединяются в две группы:
разделительные и формоизменяющие. К первым относятся операции, связанные с
полным или частичным отделением одной части материала от другой по замкнутому
или незамкнутому контуру (отрезка, разрезка, вырубка, пробивка, надрезка,
обрезка, зачистка). К формоизменяющим относятся операции, связанные с изменением
формы и размеров заготовки, перераспределением и заданным перемещением объема
металла (гибка, вытяжка, отбортовка, правка, формовка).
2.2.1.Разделительные
операции листовой штамповки
Отрезка
- это отделение части материала по незамкнутому контуру ножницами или в
штампах.
Ножницы
для отрезки листового материала бывают параллельные, гильотинные, роликовые,
дисковые и вибрационные (рис. 9.1). Параллельные, гильотинные и роликовые ножницы
с прямопоставленными ножами применяют для прямолинейной отрезки, а роликовые с
наклоннопоставленными ножами и вибрационные - для криволинейной отрезки.
Для
выбора ножниц усилие Р рассчитывается по формулам:
для
ножниц с параллельным расположением ножей
 , (9.1) , (9.1)
для
гильотинных ножниц
 , (9.2) , (9.2)
для
дисковых ножниц
 , (9.3) , (9.3)
где L
- длина реза, мм; σср – сопротивление материала срезу, Мпа; S
- толщина листа, мм; φ, α - угол раствора ножниц и угол захвата для
гильотинных и роликовых ножниц, град; h
- глубина вдавливания ножей в материал к моменту начала скалывания находится из
соотношения h = (0,3 – 0,8)S
в зависимости от механических свойств материала заготовки; m – число пар
дисковых ножей.
Отрезку
в штампах используют для малогабаритных заготовок по криволинейному или
замкнутому контуру.
Вырубка
и пробивка. Вырубку по контуру и пробивку отверстий производят на штампах.
Рабочими элементами штампа являются режущие кромки матрицы (неподвижной части
штампа) и пуансона (подвижной части штампа).
Конфигурация
и минимальные размеры деталей и их элементов, получаемые пробивкой и вырубкой, изображены
на рис. 9.2. На рисунке S
- толщина листового материала; К - коэффициент, применяемый для мягкой стали -
1, высокоуглеродистых и легированных сталей - 1,4; для сплавов на основе меди и
алюминия - 0,75.
h
> 1,2 S · K b > 1,55 S · K
d
= S · K a = 0,9 S · K b = 0,8 S · K c = 0,7 S · K
m1
≥ S · K
m2
≥ 0,8 S · K
m3
≥ 1,5 S · K
На
рисунке 9.3 показана схема вырубки и пробивки штампом. Процесс вырубки и
пробивки состоит из трех стадий:
стадия
упругой деформации, во время которой происходит упругое смещение и изгиб
металла, а напряжение в металле не превосходит предела упругости;
стадия пластической деформации, в течение которой
происходит вдавливание пуансона в металл, и к концу этой стадии напряжение
около режущих кромок достигает максимальной величины, соответствующей
сопротивлению металла срезу (сдвигу);
стадия скалывания, в течение которой сначала
возникают у кромок пуансона и матрицы микротрещины, а затем макротрещины.
Скалывающие трещины
распространяются внутрь металла и вызывают отделение детали. Для того, чтобы
скалывающие трещины, распространяющиеся от пуансона и матрицы под углом (3 - 15
°) совпали, необходимо между ними предусмотреть гарантированный зазор Z
=
Дм - Дn,
величину которого выбирают из соотношения Z
= (0,1 - 0,3)S. Чем тверже материал,
тем больше угол наклона скалывающих трещин и тем больше величина зазора.
Усилие при вырубке и пробивки
определяется из соотношения
 , (9.4) , (9.4)
где
Ln - периметр вырубаемой
детали, мм; σср - сопротивление срезу, МПа; К - коэффициент,
учитывающий взаимное положение режущих кромок пуансона и матрицы, если φ =
0, то К = 1,25, если φ > 0, то К = 0,4 - 0,6.
Точность
размеров, достигаемая при вырубке, находится в пределах Н9 – Н13 квалитетов
точности. Для получения требуемой точности размеров заготовки соответствующие
размеры штампа должны быть выполнены с точностью на два квалитета выше. Получение
размеров выше Н9 квалитета точности достигается применением зачистки и
калибровки, выполняемых зачистными штампами и специальными калибрующими инструментами
- дорнами, шариками.
Основное
технологическое время вырубки То определяется из выражения
 , (9.5) , (9.5)
где
Zn - число рабочих ходов
пресса в минуту.
Раскрой
материала. Рациональное использование материала достигается наивыгоднейшим
расположением вырубаемых деталей в полосе, т.е. оптимальным раскроем групповой
заготовки - полосы, ленты. Существует три типа раскроя: с отходами (перемычками)
по всему контуру вырубаемой детали (заготовки); с частичными отходами
(перемычками) по краям и торцам полосы (ленты); без отходов.
Раскрой
с перемычками (рис. 9.4 а - в) применяют для получения простых по форме деталей
повышенной точности (Н8 –Н12), а также независимо от точности для деталей
сложной формы (рис. 9.4 г - е). Раскрой с частичными перемычками и без них
применяют для деталей простой формы, с точностью размеров Н14 (рис. 9.4 ж - з).
На рис. 9.4 перемычки обозначены буквой m. Ширина перемычек зависит от точности
размеров деталей, механических свойств и толщины листа, сложности конфигурации
детали. Числовые значения ширины перемычек выбираются по справочникам.
Показателем,
характеризующим раскрой, является коэффициент использования материала Ки,
определяемый по формуле
 , (9.6) , (9.6)
где
n - число деталей, вырубаемых из полосы; Fq-
площадь детали; B, L
- ширина и длина групповой заготовки (полосы).
2.2.2.
Формообразующие операции штамповки
Гибка.
Гибку выполняют штампами на прессах. Схема процесса гибки детали из плоской
листовой заготовки изображена на рис. 9.5 (а - гибка с калибровкой, б - без
калибровки). Минимальный размер прямой части отгибаемой полки должен быть
больше двойной толщины листа заготовки Н ≥ 2S + r (Н – размер отгибаемой
полки; S – толщина листа заготовки; r – внутренний радиус гибки).
В
результате усилия Р, приложенного к пуансону 1, заготовка 2 вводится в матрицу
3 и, вследствие пластической деформации, приобретает требуемую форму. На рис.
9.6 показана схема напряженно-деформированного состояния материала заготовки в
зоне упругопластической
деформации. Слои металла, прилегающие к поверхности радиусом r, подвергаются сжатию, а слои у
поверхности радиусом R - растяжению. Линия х-х раздела
сжатых и растянутых волокон называется нейтральной линией, она не изменяет своей
длины после гибки. С уменьшением R
возрастают внутренние напряжения и относительная деформация, которая может привести
к разрыву в виде трещин. Для каждого металла существует минимально допустимый
радиус гибки Rmin. Например, для твердого
дюралюминия Rmin = 3,0 S мм, для мягкого Rmin = 1,5 S мм, для сталей 25 - 30 Rmin = 0,6 S мм. Минимально допустимые радиусы гибки в
зависимости от материала и толщины листа приводят в специальной справочной
литературе.
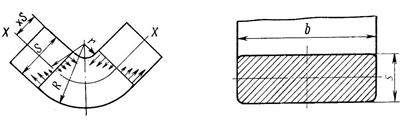
Рис.
9.6
Нейтральная
линия х-х не проходит по середине сечения, а смещается в сторону малого
радиуса.
Усилие
для гибки Р зависит от способа выполнения операций, механических свойств
материала и размеров заготовки. Для гибки с калибровкой (рис. 9.5 а), когда
заготовка прижимается пуансоном к матрице, усилие гибки определяется из соотношения
Р = q
· F, (9.7)
где
F - площадь поверхности заготовки, сопряженная с торцом
пуансона, определяемая как площадь проекции дна матрицы на плоскость,
перпендикулярную оси пуансона, мм2; q - удельное давление
калибровки, МПа, зависящее от материала и толщины листа заготовки. Для алюминиевых
сплавов при S = 1 мм, q = 1,0 - 1,5 МПа; для сталей 10 - 20, q = 20 - 30 МПа (выбирается по
справочникам).
Для
свободной гибки без калибровки (рис. 9.5 б) усилие гибки определяется по
формуле
P
= B·S·σb·K,
(9.8)
где
В - ширина полосы; σb - предел прочности материала
заготовки; K - коэффициент, зависящий от
соотношения l/S, берется из справочников (l - расстояние между
боковыми полками детали.)
Основное
технологическое время при гибке определяется из соотношения
to = 1/Z, (9.9)
где
Z - число рабочих ходов пресса в
мин.
Процесс
гибки сопровождается упругой деформацией, что приводит к искажению формы детали
после снятия давления (рис. 9.7). Величина упругой деформации определяется
разностью углов α1 = α0 - α, носящей
название пружинения (α0 - угол, определяемый штампом, α -
угол, образующийся после удаления детали из штампа). Для устранения этой
погрешности в процесс конструирования матрицы и пуансона вводят соответствующую
поправку на угол α1.
Определение
длины заготовки, обеспечивающей получение требуемых размеров детали после
гибки, основано на неизменности длины нейтральной линии до и после гибки.
Поэтому расчет длины заготовки сводят к определению длины нейтральной линии. На
рис. 9.8 для примера показаны размеры гнутой детали.
Длину
нейтральной линии Ln, равную длине заготовки, определяют уравнением
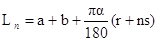 ,
(9.10) ,
(9.10)
где
а, b – размеры прямолинейных полок гнутой детали; α – угол гибки;
πα (r + nS)/180 – размер нейтральной линии в месте изгиба; n -
коэффициент, зависящий от толщины заготовки S и внутреннего радиуса гибки, он
выбирается в зависимости от отношения r/S
(табл. 9.1).
Таблица
9.1
| r/S |
0,1 |
0,2 |
0,3 |
0,5 |
0,8 |
1,0 |
1,5 |
2 |
3 |
5 |
10 |
| х |
0,28 |
0,31 |
0,34 |
0,37 |
0,4 |
0,145 |
0,44 |
0,45 |
0,47 |
0,48 |
5 |
Вытяжка
- это процесс превращения плоской заготовки в полую деталь любой формы. Вытяжку
выполняют в специальных вытяжных штампах на прессах простого или двойного
действия с механическими или гидравлическими приводами.
По
характеру протекания процесса и степени деформирования материала заготовки
различают два способа вытяжки - вытяжку без утонения стенок и вытяжку с
утонением стенок.
Вытяжка
без утонения характерна тем, что толщина стенок и дна получается одинаковой и
равной толщине листа заготовки. Схема вытяжки без утонения стенок изображена на
рис. 9.9. Пуансон 2 под действием усилия Р вытягивает плоскую заготовку в
матрицу 1, в результате пластического деформирования плоская часть заготовки
превращается в полую и по мере продвижения пуансона в матрицу увеличивается
длина цилиндрической части, а диаметр плоской части заготовки уменьшается.
При
этом на поверхности плоской части заготовки, расположенной на матрице,
возникают тангенциальные напряжения сжатия, в результате которых могут
образовываться складки. Для предупреждения складкообразования применяют прижим
3, на который действует усилие прижима Q . Правильный выбор Q — необходимое
условие бездефектного процесса вытяжки, так как малое значение Q
приводит к образованию складок, а большое - к возрастанию напряжений стенок и к
отрыву дна в опасном сечении. Оптимальное значение Q определяют из выражения
Q
= q · F
, (9.11)
где
F - площадь заготовки под
прижимом; q - удельное давление прижима,
зависящее от механических свойств материала, толщины заготовки и степени
деформации. Например, для мягкой стали при S < 0,5 мм q = 2 – 3 МПа, при S > 0,5 мм q = 1,5 – 2,5 МПа; для алюминиевых сплавов q = 1 – 1,3 МПа; для медных сплавов
q = 1,5 – 2 МПа.
Необходимая
величина усилия вытяжки определяется из условия прочности стенок формируемой
детали на разрыв
P
≤
Ln · S
·σp , (9.12)
где
Ln – периметр детали в опасном сечении
около дна, S - толщина стенок в опасном
сечении, σp - напряжение разрушения металла
заготовки, МПа; σp = (1,1 – 1,2) σв (σв – предел прочности на
растяжение).
Полное
усилие пресса, необходимое для операции вытяжки, определяют как сумму усилий
вытяжки и прижима
Pполн
=
P + Q.
(9.13)
Определение
размеров заготовки основывается на равенстве площадей заготовки и готовой
детали с учетом отходов на обрезку. Для деталей, имеющих форму тела вращения,
заготовка имеет форму круга диаметром D,
который определяется из соотношения
 , (9.14) , (9.14)
где
 - сумма
площадей отдельных элементов поверхности детали. - сумма
площадей отдельных элементов поверхности детали.
Для
квадратных полых деталей формой заготовки является круг. А для прямоугольных
полых деталей формой заготовки является эллипс. Расчет размеров и форм
заготовок различных деталей производят по формулам, которые даются в справочной
литературе /12/.
При
вытяжке без утонения детали могут быть с фланцами и без фланцев. Для высоких
полых деталей с фланцем следует избегать широких фланцев. Минимальный диаметр
фланцев определяется из соотношения
 , (9.15) , (9.15)
где
Dф - диаметр фланца; d - диаметр детали; rm - радиус сопряжения фланца и стенок.
Радиус
сопряжения дна и стенок rn должен удовлетворять условию rn ≥ (2 ÷1,5)S , а фланца и стенок rm ≥ 3S. Предпочтительное
соотношение высоты Н стенок и диаметра равно Н/d < 0,6, а для цилиндрических деталей с фланцем Dф/d < 1,5H/d < 0,5. При указанных
соотношениях детали получаются за одну операцию вытяжки.
Необходимое
число операций при вытяжке определяют по значению коэффициента вытяжки m,
который характеризует допустимую величину деформации. Коэффициент вытяжки
зависит от механических свойств материала заготовки, толщины листа, размеров и
формы деталей, способа вытяжки, конструкции рабочих поверхностей штампа. Для
цилиндрических деталей без фланцев определяют суммарный коэффициент вытяжки m
= d/D
(d – наружный диаметр вытягиваемой
детали; D – диаметр заготовки) и сопоставляют его с минимально допустимым
коэффициентом вытяжки при первой операции m1. Если окажется, что m
< m1, то изготовить данную деталь за одну операцию невозможно.
Предварительный
расчет количества операций вытяжки сводится к нахождению операционных размеров
(рис. 9.10). Операционные размеры определяют по формуле
dn
= mn
dn – 1, (9.16)
где
n – номер операции вытяжки; mn
– коэффициент вытяжки для n–й операции; dn
– промежуточный размер, полученный для n-й операции.
В
справочной литературе /12/ приведены методы расчета межоперационных размеров
деталей различной формы: цилиндрических, квадратных, прямоугольных, с фланцами
и без фланцев.
Процесс
вытяжки сопровождается упрочнением металла заготовки и потерей пластических
свойств. Для снятия внутренних напряжений и повышения пластичности между операциями
вытяжки применяют межоперационный отжиг. Допустимое количество операций
вытяжки, выполняемых без отжига, зависит от механических свойств материала.
Например, для сталей 08, 10 – 3-4, для стали 1Х18Н9Т – 1-3, для титановых
сплавов – 1, для алюминия – 4, для латуни Л68 – 2-4.
С
целью снижения сил трения на поверхности контакта заготовки с рабочими
поверхностями пуансона, матрицы и прижима применяют смазывающие вещества –
минеральные и растительные масла, а также другие жидкости с наполнителями (порошки
из графита, талька, мела).
Достигаемая
точность размеров деталей в операциях вытяжки составляет 10 - 12 квалитет
точности. Назначение размеров с более высокой точностью должно быть
экономически и технически обосновано, так как это связано с повышением
стоимости штампов и оборудования.
Вытяжка
с утонением стенок отличается тем, что толщина S дна изготавливаемой детали
остается равной толщине заготовки, а толщина стенок Z становится меньше толщины
дна и определяется конструкцией штампа. Схема вытяжки с утонением изображена на
рис. 9.11 (1 – матрица; 2 – пуансон; z – зазор между пуансоном и матрицей). Вытяжку
с утонением применяют для изготовления глубоких деталей с тонкими стенками,
составляющими (0,05 – 0,2) S толщины листа заготовок, например, гильз,
стаканов, заготовок для сильфонов. Основным преимуществом вытяжки с утонением
является: упрощение конструкций штампов, так как не требуется прижима; число
операций вытяжки меньше числа операций при вытяжке без утонения стенок при
формовке глубоких деталей.
Листовая
формовка - группа операций, характеризуемая местными изменениями формы
заготовки или полуфабриката без предварительного изменения толщины. К таким
операциям относятся рельефная формовка, формовка растяжением, обжим, правка,
отбортовка.
Рельефная
формовка - процесс получения местных выступов или углублений за счет растяжения
материала, заготовки. Примером рельефной формовки является формовка ребер жесткости.
Формовка
растяжением - процесс расширения полых деталей за счет растягивания материала
внутренним давлением с применением пуансонов из резины, упругой пластмассы.
Правку
производят с целью обеспечения заданной плоскостности. Для правки применяют
гладкие точечные или вафельные штампы. Правку производят после вырубки деталей.
Гладкие штампы применяют для правки деталей из мягких материалов, точечные или
вафельные для правки деталей из более твердых материалов.
Обжим
– процесс сужения открытой части цилиндрических деталей, получаемых вытяжкой.
Полые детали малой высоты обжимают в штампах на прессах, а детали значительной
длины – на ротационных машинах.
Отбортовка
- это операция образования борта по контуру отверстия в плоской заготовке.
Отбортовку применяют также для увеличения высоты полой детали, полученной
вытяжкой. Для этого из плоской заготовки вытягивают цилиндр, в дне которого
пробивают отверстия, а затем увеличивают высоту цилиндрической части детали.
Основные
производственные факторы, вызывающие погрешность при вытяжке: неточность
взаимного расположения пуансона и матрицы, упругая деформация деталей, износ
рабочих поверхностей пуансона и матрицы, неравномерность толщины плоской
заготовки. Достигаемая точность размеров деталей при вытяжке составляет 10 - 12
квалитет точности.
2.3.Объемная
штамповка
Объемной
штамповкой называют группу процессов пластического деформирования, в которых
производится преобразование всей или части массы заготовки в новую форму. Исходными
заготовками для объемной штамповки являются толстая проволока, прутки,
заготовки в виде толстых пластин. Формообразование производится в штампах на
прессах или на специальных высадочных автоматах. Методы объемной штамповки
используют для изготовления штырьевых выводов, соединительных контактов,
крепежных деталей и др. Типовыми операциями объемной штамповки являются:
осадка, высадка, объемная формовка, холодное выдавливание, чеканка, клеймение.
Холодное
выдавливание (прессование) – это один из наиболее прогрессивных способов
получения полых тонкостенных деталей или деталей меньшего поперечного сечения
из толстой заготовки путем истечения металла в зазор между пуансоном и
матрицей. Пластическое деформирование массы заготовки здесь происходит в
результате превращения кинетической энергии удара пуансона в энергию
формоизменения заготовки, поэтому отличаются кратковременностью и высокой
производительностью.
Существуют
три способа холодного выдавливания (рис. 9.12 а, б, в): прямой, обратный и
комбинированный. При прямом способе направление течения материала совпадает с
направлением движения пуансона, при обратном - течение материала обратно
движению пуансона и при комбинированном - материал течет одновременно в обоих направлениях.
Причиной,
ограничивающей возможность деталей холодным выдавливанием за одну операцию,
является предельная степень деформации металла заготовки, превышение которой приводит
к появлению трещин, разрывов, то есть к появлению деформации разрушения.
Допустимая степень деформации при выдавливании зависит от механических свойств
металла, направления истечения, формы заготовки.
Допустимая
степень деформации Е для первой операции определяется по формулам:
при
прямом истечении
 ; (9.17) ; (9.17)
при
обратном истечении
 , (9.18) , (9.18)
где
D - диаметр плоской заготовки; d - внутренний диаметр полости детали.
Например,
при холодном выдавливании стальных деталей Епр = 50 - 90 %, Еобр = 40 – 70 %. Если предварительный
расчет дает Е выше указанных пределов, то формообразование детали выполняют за
две операции.
Допустимую
степень деформации для второй операции определяют как относительное уменьшение
площади поперечного сечения полой заготовки
 , (9.19) , (9.19)
где
S0 - площадь поперечного сечения стенок
заготовки; S - площадь поперечного сечения
стенок после выполнения второй операции.
Объем
массы заготовки находится из объёма массы готовой детали с учетом припуска на
обрезку. Размеры и формы заготовки для первой операции должны соответствовать
размерам и форме дна матрицы. Толщину заготовки рассчитывают по формуле
S
= V/F,
(9.20)
где
V - объем детали с
учетом припуска на обрезку; F
- площадь заготовки (дна матрицы).
Усилие
при холодном выдавливании для установившегося режима определяется по
приближенной формуле
=
q·F,
(9.21)
где
q - удельное давление прессования.
Холодное
выдавливание применяют для получения тонкостенных деталей коробчатой формы из
металлов с высокими пластическими свойствами: алюминия и алюминиевых сплавов
марок АД0, АД1, АМц, АМг2; меди MI,
М2, МЗ; латуни Л62, Л68; низкоуглеродистых и нержавеющих сталей.
Технико-экономическая
эффективность холодного выдавливания характеризуется высокой
производительностью, рациональным использованием металла, высокой точностью
размеров 10 – 11 квалитет точности, улучшением структуры металла детали по
сравнению с другими методами. Чистота поверхности деталей соответствует Rа
1,25 – 5 мкм.
Недостатком
метода является необходимость применения высокого давления, небольшой срок службы
штампов.
|