Реферат: Испытание РЭСИ на способность к пайке, прочности выводов и их креплений на воздействие растягивающей силы, на изгиб
Реферат: Испытание РЭСИ на способность к пайке, прочности выводов и их креплений на воздействие растягивающей силы, на изгиб
Министерство образования Республики
Беларусь
Белорусский
государственный университет информатики и
радиоэлектроники
кафедра РЭС
РЕФЕРАТ
на тему:
«Испытание РЭСИ на способность к пайке, прочности выводов и
их креплений на воздействие растягивающей силы,
на изгиб»
МИНСК, 2008
Испытание на способность
к пайке
Проводят с целью проверки способности выводов
изделий образовывать соединения в течение
определенного времени, названного в стандарте «временем пайки». Оно определяется временем, которое требуется для достижения в заданных условиях необходимой степени
смачивания поверхности выводов припоем. На практике применяют несколько методов
испытания на способность к пайке:
- испытание с применением
капельной установки;
- испытание с применением
паяльной ванны;
- испытание с применением
паяльника;
- испытание на десмачивание;
- испытание методом баланса
смачивания.
Капельную установку используют
для определения времени пайки проволочных выводов круглого сечения.
Испытываемый вывод покрывают флюсом, затем погружают в каплю
расплавленного припоя таким образом, чтобы она разделилась
пополам. На железный стержень, нагретый до температуры (235±2)°С, наносят
кусочек припоя. Перед установкой нового кусочка припоя припой, оставшийся на
железном стержне от предыдущего испытания, должен быть удален. Время с момента деления капли припоя пополам
до момента соединения ее над выводом составляет время пайки. При этом отношение диаметра испытываемого вывода к
высоте капли выбирают таким, чтобы слияние капли припоя над выводом не могло
произойти без смачивания. Выводы
выдерживают в нормальных климатических условиях испытаний в течении времени,
установленного в стандартах и ТУ на изделия и ПИ. Остатки флюса удаляют
изопропиловым или этиловым спиртом.
Паяльную ванну используют
для испытания на паяемость в случае, если форма элемента или его вывода не позволяет
применить капельную установку (например, для
элементов с лепестковыми выводами или печатных плат). Паяльная ванна
должна быть глубиной не менее 40 мм, иметь объем не менее 300 мл и содержать
припой, температура которого (235±5) °С (для элементов, предназначенных для печатного монтажа) и (270±10)°С (для прочих элементов).
Испытываемый вывод сначала погружают во флюс. Применяемый флюс должен состоять
из 25% по массе канифоли (ГОСТ 19113-84) и 75% по массе изопропилового или
этилового спирта (ГОСТ 18300-87). Избыточный флюс удаляют, давая ему стекать в
течение 1 мин ±5 с. Предварительную подготовку выводов не проводят, если это не
указано в стандартах и ТУ на изделия и ПИ. При необходимости выводы
обезжиривают путем погружения в нейтральный органический растворитель при
комнатной температуре. Выводы изделия опускают во флюс, затем вынимают и
выдерживают для удаления избытка флюса в вертикальном положении в течение 30-60
с. Затем вывод сразу же погружают в ванну с
припоем в направлении продольной оси. Место погружения должно находиться
на расстоянии не менее 10 мм от стенок ванны. Скорость погружения (25±2,5) мм∙с-1,
время выдержки в припое (5±0,5) с. После извлечения выводов из ванны с
расплавленным припоем их выдерживают в нормальных климатических условиях
испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Остатки флюса на выводах удаляют прополаскиванием их в изопропиловом или
этиловом спирте.
Изделия считают выдержавшими испытания, если при
визуальном осмотре установлено, что испытуемая поверхность выводов покрыта
гладким блестящим слоем припоя. Допускается незначительное количество отдельных
дефектов в виде пор, зон, не подвергшихся смачиванию, или зон, где произошло
десмачивание. Эти выводы не должны концентрироваться на одном участке
поверхности вывода.
Для испытания применяют трубчатый припой марки
ПОС 61 ГОСТ 21931-76 с сердечником из канифоли по ГОСТ 19113-84. Припой
представляет собой трубку с сердечником из флюса. Для паяльника первого типа
используют трубку припоя диаметром 1,2 или 1,5 мм для паяльника II типа – трубку припоя
диаметром 0,8 мм или 1,0 мм.
Паяльник, нагретый
до (350±10)°С, применяют, когда нельзя оценить паяемость, испытывая
образцы на капельной установке или с помощью паяльной ванны (например, для
самофлюсующихся эмалированных проводов, для
которых температура припоя при других методах пайки слишком низка, или
для элементов с лепестковыми выводами, не предназначенными для пайки
погружением).Стержень паяльника должен быть изготовлен из меди и иметь железное
покрытие или выполнен из эрозийного медного сплава. Форма заточки стержня –
односторонний клин. Время выдержки 2-3 с, если другое время не оговорено в
стандартах и ТУ на изделия и ПИ. В момент выдержки паяльник должен быть
неподвижным. Между последовательными приложениями паяльника к различным выводам
одного и того же изделия следует соблюдать 5-10 с. Вывод должен быть облужен на
расстоянии не менее 6 мм от корпуса изделия или до половины длины паяемого
лепестка в случае лепесткового вывода, если другие условия не указаны в
стандартах и ТУ на изделия и ПИ.
Испытание на десмачивание проводя
в паяльной ванне. Испытываемые выводы опускают во флюс , затем погружают в
ванную с расплавленным припоем в направлении продольной оси изделия.
Температура припоя в ванне устанавливают (260±5)°С. Точка
погружения выводов должна быть на расстоянии не менее 10 мм от стенок ванны. Скорость
погружения (извлечения) (5±2) мм∙с-1 , время выдержки в припое
(5±0,5) с. После извлечения из ванны с расплавленным припоем выводы выдерживают
в вертикальном положении до затвердения припоя. Остатки флюса на выводах
удаляют прополаскиванием их в изопровиловом или этиловм спирте. Необходимо,
чтобы суммарное время выдержки выводов в припое составляло 10 с.
Испытание методом балансного смачивания заключается в погружении
изделия в ванну с расплавленным припоем и регистрацией результирующей силы,
действующей на изделие, как функция от времени. Полученную кривую сравнивают с
кривой, зарегистрированной при испытании идеально смоченного изделия того же
типа и размеров. Температура расплавленного припоя в ванне устанавливают (235±3)°С.
Изделие погружают в ванну с припоем со скоростью (20±5) мм/с и выдерживают на
глубине и в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Изделие извлекают из ванны с припоем с той же скоростью. Когда изделие
находится в погруженным состоянии неподвижно, регистрируют результирующую силу,
действующую на изделие, как на функцию от времени.
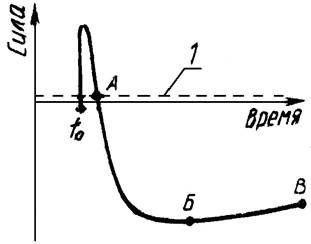
Рис 1 Зависимость
результирующей силы от времени
1 – линия отсчета
сил, действующих на изделие
На рисунке 1 силы, направленные вверх (несмачивания),
представлены как положительные, а силы, направленные вниз (смачивание) ,как отрицательные. Характерные точки:
- время t0— время
первоначального контакта изделия с поверхностью припоя, когда сила,
действующая на изделие, равна нулю;
- точка А
характеризует момент времени, когда сила, действующая на изделие, равна
расчетной выталкивающей силе. При расчете
выталкивающей силы за глубину погружения принимают глубину ниже уровня
припоя в ванне. Все силы измеряют относительно горизонтальной линии,
проходящей через точку А;
- точка Б
характеризует максимальное значение результирующей силы, направленной
вниз, в течение времени погружения;
- точка В — точка в конце времени погружения. Сила в точках Б
и В может иметь одинаковые значения для одного и того же изделия, что указывает на стабильность условий
смачивания. Если сила смачивания в точке В меньше, чем в точке Б,
то процесс смачивания является нестабильным
Примеры кривых «сила — время» приведены на рисунке 2.
Для исследования способности к пайке
материалов изделия с низкой степенью смачивания эталонную силу смачивания сравнивают
с расчетной силой смачивания. Расчетную силу смачивания (F) в миллиньютонах получают по формуле
F=0,08V – 0,4p,
где р – периметр погружения части
изделия, мм;
V –
объем погружения части изделия, мм3.
При использовании всех методов изделия считают выдержавшими испытание на паяемость, если при визуальном
осмотре установлено, что поверхность
их выводов покрыта сплошным слоем припоя не менее чем на 95%.
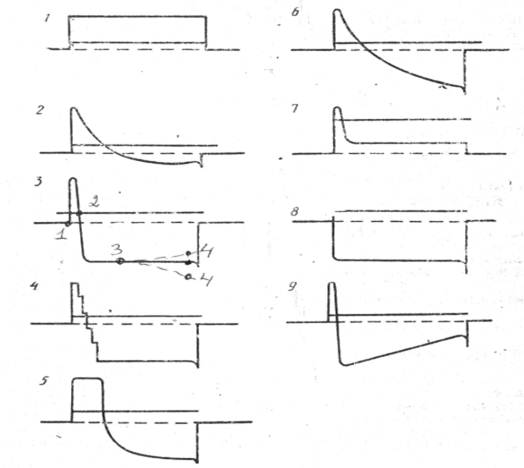
Рис 2. 1 – несмачивание;
2 — плохое смачивание; 3 — хорошее смачивание' 4 — быстрое смачивание для
изделий с большой теплоемкостью; 5 —замедленное смачивание; 6 — медленное
смачивание; 7 — несмачивание; 8 — очень быстрое смачивание; 9 — нестабильное
смачивание.
Критериями оценки результатов
испытаний являются следующие параметры:
Максимальное значение
интервала времени (tA-t0), характеризующее начало смачивания;
Максимальное значение силы в
процентах от эталонной силы смачивания после указанного интервала времени,
характеризующее распространение смачивания;
Минимальное значение
отношения силы в точке В к силе в точке Б, характеризующее стабильность
смачивания.
Состав параметров и их
значения устанавливают в стандартах и ТУ на изделие и ПИ.
Испытание на теплостойкость при пайке
Проводят с целью определения
способности изделий выдерживать воздействие теплоты,
образующейся при пайке. Для испытания служат два метода: с
применением паяльной ванны или паяльника. Эти методы отличаются от предыдущих
(на паяемость) только более длительным временем выдержки в ванне
и в контакте с паяльником. Изделия считаются выдержавшими испытание, если их
внешний вид и параметры соответствуют установленным в стандартах нормам.
Испытание прочности
выводов и их креплений
Проводят для определения способности выводов изделий выдерживать воздействия механических факторов, аналогичные
воздействиям на эти элементы при монтаже и эксплуатации изделий. К
воздействующим механическим факторам
относят: растягивающие силы, направленные вдоль осей выводов, имеющих
жесткое крепление; сжимающие силы, определяющие способность выводов выдерживать
нагрузки, аналогичные тем, которые возникают при монтаже и эксплуатации;
изгибающие силы (для ленточных и проволочных
выводов); крутящий момент (для резьбовых выводов); скручивание (для
одножильных осевых проволочных выводов диаметром 0,3... 1,2 мм). Таким образом, прочность гибких выводов изделий проверяют испытанием
на воздействие растягивающей силы, изгиб и скручивание, а резьбовых
выводов — на воздействие крутящего момента. Перед испытанием производят внешний осмотр выводов и измеряют те их
параметры, которые могут изменяться в процессе испытания. Рассмотрим
испытания на указанные воздействия.
Испытание выводов (выводных концов) на воздействие
растягивающей силы
Испытание проводят с целью проверки прочности крепления
выводов (выводных концов) в изделии и способности их выдерживать растягивающую силу.
Испытание проводят путем плавного приложения
статической силы в соответствии со
стандартами, которая должна быть направлена вдоль оси вывода, а для
вывода, закрепленного на изоляторе, - вдоль оси изолятора. Силу плавно
прикладывают к каждому выводу изделия и выдерживают в течение 10 с.
Для изделий с двумя осевыми противоположно направленными
выводами допускается прикладывать силу к одному выводу при закрепленном другом.
Изделия считают выдержавшим
испытание, если отсутствуют обрывы выводов и изделия
удовлетворяют требованиям, установленным в стандартах и ПИ для данного вида
испытания.
Испытание гибких проволочных
и ленточных выводов на изгиб
Испытание проводят с целью определения
способности проволочных и ленточных выводов
выдерживать изгибы.
Для испытания к каждому
выводу изделия в направлении его оси поочередно подвешивают груз в два раза меньший,
чем при испытании на воздействие
растягивающей силы. Затем корпус изделия медленно наклоняют на угол 900
и медленно возвращают в прежнее положение. Сгибание вывода и разгибание считают
одним изгибом. Всего производят три изгиба. Изгибы производят в одной вертикальной плоскости.
Изделия считают выдержавшим
испытание, если отсутствуют обрывы выводов и изделия
удовлетворяют требованиям, установленным в стандартах и ПИ для данного вида
испытания.
Испытание гибких
лепестковых выводов на изгиб
Испытание проводят с целью определения
способности лепестковых выводов выдерживать изгибы.
Лепестковый вывод изгибают на 450 от исходного
положения, затем на 90 в противоположном
направлении, если позволяет конструкция, и снова возвращают в исходное
положение. Это принимается за один изгиб.
Изделия считают выдержавшим
испытание, если отсутствуют обрывы выводов и изделия
удовлетворяют требованиям, установленным в стандартах и ПИ для данного вида
испытания.
Испытание гибких
проволочных выводов на скручивание
Испытание проводят с целью определения
способности проволочных выводов выдерживать скручивание.
Каждый проволочный вывод изгибают на 900 на расстоянии 5-6 мм от места присоединения к изделию при радиусе кривизны 0,7-0,8 мм. Свободный конец вывода закрепляют на расстоянии 1-1,5 мм от места изгиба и поворачивают вокруг оси изделия на
180° или 360°. Конкретный угол поворота указывают
в стандартах и ПИ.
Всего производят три поворота. Каждый последующий производят
в направлении, противоположном предыдущему.
Изделия считают выдержавшим
испытание, если отсутствуют обрывы выводов и изделия
удовлетворяют требованиям, установленным в стандартах и ПИ для данного вида
испытания.
Испытание резьбовых выводов на воздействие крутящего момента
Испытание проводят с целью определения
способности резьбовых выводов выдерживать воздействие крутящего момента.
Изделия крепят к неподвижной опоре за корпус. На
выводы с наружной резьбой навинчивают до
упора гайки, а в выводы с внутренней резьбой ввинчивают стержни. К
гайкам или стержням плавно прикладывают крутящий момент и выдерживают в течение
10 с.
Изделия считают выдержавшим испытание, если
не наблюдается проворачивания выводов в месте заделки и
изделия удовлетворяют требованиям, установленным в стандартах и ПИ для данного вида
испытания.
ЛИТЕРАТУРА
1.
Глудкин О.П.
Методы и устройства испытания РЭС и ЭВС. – М.: Высш. школа., 2001 – 335 с
2.
Испытания
радиоэлектронной, электронно-вычислительной аппаратуры и испытательное
оборудование/ под ред. А.И.Коробова М.: Радио и связь, 2002 – 272 с.
3.
Млицкий В.Д.,
Беглария В.Х., Дубицкий Л.Г. Испытание аппаратуры и средства измерений на
воздействие внешних факторов. М.: Машиностроение, 2003 – 567 с
4.
Национальная
система сертификации Республики Беларусь. Мн.: Госстандарт, 2007
5.
Федоров В.,
Сергеев Н., Кондрашин А. Контроль и испытания в проектировании и производстве
радиоэлектронных средств – Техносфера, 2005. – 504с.
|