Курсовая работа: Конструирование и технология изготовления звукового сигнализатора отключения сетевого напряжения
Курсовая работа: Конструирование и технология изготовления звукового сигнализатора отключения сетевого напряжения
Пояснительная записка к
курсовому проекту
на тему:
«Конструирование и
технология изготовления звукового сигнализатора отключения сетевого напряжения»
Введение
Во многих
регионах нашей страны качество электроснабжения сегодня оставляет желать
лучшего. Напряжение бытовой сети переменного тока не только «плавает» от 160 до
260 В., но и имеет частые короткие всплески и провалы, приводящие к сбоям в
работе электроприборов. А неожиданные отключения сетевого напряжения стали
главной российской бедой.
Главное в
такой ситуации – вовремя узнать об отключении и принять меры – перейти на
резервное питание, если есть возможность. Это легко сделать в вечернее время,
когда об отсутствии напряжения сигнализируют погасшие светильники. Днем или
поздней ночью никаких явных признаков отключения нет и его можно не заметить.
Поэтому важно
не упустить момент, когда в сети пропало напряжение. Поможет в этом звуковой
сигнализатор отключения сетевого напряжения. Прибор подает сигнал сразу,
как только сетевое напряжение исчезло.
В настоящее
время существует большое количество как отечественных, так и зарубежных
аналогов данного устройства. В данном курсовом проекте разрабатывается звуковой сигнализатор
отключения сетевого напряжения, чьи особенности состоят в следующем:
▬
прибор
не содержит гальванических элементов или аккумуляторов;
▬
может
подавать сигналы в течение длительного времени
Для повышения
конкурентоспособности данного изделия возникает необходимость в повышении
технологичности, снижении себестоимости, а так же уменьшении габаритных
размеров.
Учитывая
серийный тип производства, с точки зрения экономичности, основная часть
элементарной базы устройства следует представить в DIP-исполнении, что позволит
использовать для регулировки и настройки прибора достаточно простое
оборудование и увеличить ремонтопригодность изделия.
Использование
современных комплектующих позволяет повысить надежность, снизить габариты и
массу разрабатываемого устройства.
В данном
курсовом проекте выполняется следующее:
1. Выбор элементной базы и
технологии изготовления, сборки и монтажа.
2. Расчет конструкции
печатной платы и компоновки печатного узла.
3.
Расчёт
конструкции генератора на технологичность и разрабатывается технологическая
схема сборки печатного узла блока.
4.
Производятся
расчёты теплового режима конструкции, вибропрочности, надёжности.
5.
Проектирование
конструкции технологической оснастки.
В приложении
приводится разработанная конструкторская документация на изделие, чертежи
печатных плат, электрической схемы, описание технологического процесса сборки
печатного узла.
1. Краткое
описание принципиальной схемы и назначения устройства
Разрабатываемое
в данном курсовом проекте устройство предназначено для подачи акустических
сигналов с определенной частотой сразу же после пропажи напряжения в сети.
Принципиальная схема сигнализатора приведена в
приложении.
При наличии сетевого напряжения его выпрямляет
диод VD1. Текущим через светодиод HL1 и резистор R1 током со средним
значением около 1 мА конденсатор СЗ заряжается до напряжения, ограниченного
стабилитроном VD2 (приблизительно 13 В). Светодиод HL1 сигнализирует о наличии
напряжения в сети, светясь как во время зарядки конденсатора, так и по ее
окончании – ток продолжает течь через открывшийся стабилитрон VD2.
Одновременно с конденсатором СЗ заряжается и
конденсатор С1. Как только напряжение на нем достигнет порогового значения, транзистор
VT1 откроется, шунтируя
эмиттерный переход транзистора VT3 и удерживая последний в закрытом состоянии.
Благодаря этому звукоизлучатель НА1 (со встроенным генератором ЗЧ) и генератор
импульсов на транзисторах VT2 и VT3 при наличии напряжения в сети не работают.
Если сетевое напряжение исчезнет, конденсатор С1
быстро разрядится, транзистор VT1 закроется и генератор импульсов начнет
работать. Пока идет зарядка конденсатора С2 через эмиттерный переход
транзистора VT2, транзисторы VT2 и VT3 открыты и на звукоизлучатель НА1 поступает
напряжение – подается звуковой сигнал. Через доли секунды зарядка конденсатора
С2 закончится, транзисторы VT2, VT3 закроются и начнется перезарядка этого
конденсатора. Звукового сигнала в это время нет. Через несколько секунд, когда
напряжение, на конденсаторе С2 станет достаточным для открывания транзистора VT2, процесс зарядки
конденсатора с подачей звукового сигнала повторится.
Короткие акустические сигналы, подаваемые с
интервалом в несколько секунд, более заметны по сравнению с длительным
непрерывным сигналом. Их подача продолжается до исчерпания энергии, запасенной
в конденсаторе СЗ. Конечно, по мере разрядки конденсатора громкость сигналов
снижается.
Благодаря импульсному режиму запасенной
конденсатором СЗ энергии хватает на несколько десятков минут. Следует отметить,
что это время зависит как от емкости конденсатора, так и от его качества, а
также от тока утечки стабилитрона VD2. В авторском варианте оно достигало 70 мин.
Детали сигнализатора размещают на печатной плате
из односторонне фольгированного стеклотекстолита. Плату помещают в корпус из
изоляционного материала, снабженный сетевой вилкой. Напротив светодиода и
звукоизлучателя в корпусе сверлят отверстия. Все транзисторы можно заменять
другими маломощными кремниевыми той же структуры. Подбирая замену диоду КД102Б,
следует обратить внимание на его допустимое обратное напряжение, которое должно
быть не менее 300 В.
Вместо двуханодного стабилитрона КС213В можно
применить обычный на 11…13 В, например Д814Д, подключив его анодом к минусовому
выводу конденсатора СЗ. Светодиод подойдет любой малогабаритный повышенной
яркости свечения.
Проверку собранного сигнализатора следует
проводить, не соединяя его с сетью. Источник постоянного напряжения 9… 10 В
временно подключают непосредственно к конденсатору СЗ, соблюдая полярность.
Сигнализатор начинает подачу звуковых сигналов. При соединении перемычкой
выводов светодиода сигналы должны прекращаться, поскольку открывается
транзистор VT1. Если сигналов нет, следует проверить правильность монтажа, а не
найдя ошибок, временно соединить между собой выводы конденсатора С1. Если в
результате этого сигналы появятся последовательно со светодиодом HL1, необходимо включить
диод, аналогичный VD1 (катодом к эмиттеру транзистора VT2).
Длительность
сигналов зависит от сопротивления резистора R6, период их повторения –
от сопротивления резистора R7, причем оба эти параметра зависят и от емкости конденсатора
С2 Изменением номиналов этих элементов можно подобрать требуемые значения
длительности сигналов и пауз. Чем меньше их отношение, тем дольше продолжится
сигнализация об отсутствии сетевого напряжения.
Сигнализатор
должен быть конструктивно законченным изделием, соответствующим следующим
эксплуатационным требованиям:
- температура окружающей
среды от плюс 1 до плюс 40 °С;
- атмосферное давление (84–107)
кПа, (630–800) мм рт. ст.;
- относительная влажность
воздуха (45–80)%;
- вибрационные нагрузки,
соответствующие лабораторным условиям
эксплуатации.
– Электропитание
должно осуществляться от сети переменного тока частотой 50 Гц и напряжением 220
В.
Требования по
надежности: средняя наработка на отказ не менее 5000 часов.
С целью
снижения затрат времени и средств на разработку устройства, технологическую
подготовку производства, изготовление, эксплуатацию и ремонт, генератор должен
соответствовать требованиям технологичности.
2. Конструирование
устройства
В настоящее время возрастает сложность РЭА, перед
конструкторами встают новые задачи. Именно от конструкции РЭА в значительной
степени зависит качество и эффективность использования аппаратуры, ее
надежность и функциональные возможности, стоимость производства и эксплуатации.
Конструирование – это процесс выбора и отражения
в технических документах структуры, размеров и формы, материалов и внутренних
связей проектируемого устройства.
Конструирование
РЭА зависит от большого количества факторов, основными из которых являются:
функциональное назначение аппаратуры, объект установки, условия эксплуатации,
эксплуатационные требования, производственно-технологические требования,
экономические показатели.
2.1. Выбор
элементной базы и технологии изготовления, сборки и монтажа
2.1.1 Выбор
электрорадиоэлементов
При анализе
принципиальной электрической схемы весь перечень элементов можно разбить на две
группы:
1. Элементы,
жестко регламентированные схемой (указаны их уникальные индексы). Такие как,
транзисторы КТ361Б, КТ315Б; диод КД102Б; светодиод L-934SRC-E; звукоизлучатель HPM14AX и стабилитрон КС213В.
2. Элементы,
регламентированные по основному параметру (указано соответствующее номинальное
значение этой величины). Предоставляется возможность самому подобрать тип
данного элемента.
Таким
образом, при выборе элементной базы будем придерживаться того, что:
1. Компоненты
должны обладать указанными в схеме характеристиками;
2.
Номенклатура используемых типов корпусов должна быть по возможности сужена для
повышения технологичности конструкции печатного узла.
Необходимо применять в первую очередь стандартные
и унифицированные элементы, а также другие изделия массового или серийного
производства. Стандартные элементы выбираются по данным официальных справочников.
Выбор ЭРЭ производится путем сопоставления
технических условий на них с условиями применения элементов в изделии. При
выборе элементов следует придерживаться предельных значений параметров
окружающей среды.
При предельных температурах не должны происходить
необратимые изменения параметров элементов, а также сами материалы ЭРЭ не
должны разрушаться. Выбор ЭРЭ зависит также от принятого вида монтажа.
Кроме того, тенденция развития современного
приборостроения в России показывает, что как в новых разработках, так и в
серийном производстве все шире используются электронные компоненты
(электрорадиоизделия и детали аппаратуры) зарубежных производителей.
Объективными причинами такого явления послужили резкое сокращение объемов
выпуска отечественных ЭРЭ, практическая остановка большинства их
производителей, а также отсутствие в последние годы новых разработок элементной
базы. Все это на фоне бурного прогресса мировой электронной индустрии привело к
отставанию отечественных ЭРЭ от зарубежных на 10–15 лет как по техническому
уровню, так и по технико-экономическим показателям. В результате ряд групп
современных электрорадиоизделий отечественной промышленностью практически не
выпускаются, а те ЭРЭ, что выпускаются, порой значительно дороже зарубежных
аналогов. Так, например, зарубежные конденсаторы с оксидным диэлектриком
примерно втрое дешевле отечественных аналогов при выигрыше в массогабаритных
параметрах.
Все
вышеизложенное, а также фактическое разрешение с ноября 1997 г. импортной
комплектации отечественной аппаратуры специального назначения, дали серьезный
импульс отечественным предприятиям на использование импортных ЭРЭ.
С учетом всего вышесказанного и руководствуясь
схемой электрической принципиальной выберем следующие ЭРЭ:
1. В качестве постоянных резисторов выберем
резисторы с корпусом
С1–4 (R2, R3, R4, R5, R6, R7).
Рис. 1. Постоянный резистор С1–4
Таблица 1. Характеристики резистора С1–4
|
Номинальная мощность, Вт
(при  ) )
|
Диапазон номинальных сопротивлений |
Ряд промежуточных значений, допуск |
Диаметр,
мм
|
Длина,
мм
|
| 0,125 (85) |
1 Ом…
3 МОм
|
Е24, Е96
+1;+2; +5; + 10%
|
5,5 |
16 |
2. Для резистора R1 выберем резисторы с
корпусом С2–33Н.
Рис. 2. Постоянный резистор С2–33Н
Таблица 2. Характеристики резистора С2–33Н
|
Номинальная мощность, Вт
(при  ) )
|
Диапазон номинальных сопротивлений |
Ряд промежуточных значений, допуск |
Диаметр,
мм
|
Длина,
мм
|
| 0,5 (70) |
10Ом…
10МОм
|
Е24, Е48
+2; +5; + 10
|
2,2 |
6 |
3. Полярные
конденсаторы К50–12 (С1, С2, С3).
Рис. 3.
Полярный конденсатор К50–12
Таблица 3.
Характеристики полярного конденсатора К50–12
| Номинальное напряжение, В |
Диапазон номинальных емкостей, мкФ |
Диаметр,
мм
|
Длина,
мм
|
Диаметр вывода,
мм
|
| 25 |
2–5000 |
4,5–32 |
14–85 |
0,9 |
4. Диод
КД102Б (VD1).
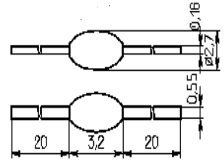
Рис. 4. Диод
КД102Б
Таблица 4.
Характеристики диода КД102Б
|
Uоб/Uимп
В/В
|
Iпр/Iимп
А/А
|
Uпр/Iпр
В/А
|
Cд/Uд
пф/В
|
Io(25) Ioм
мкА/мкА
|
Fmax
кГц
|
P
Вт
|
| 300/300 |
0.1/2 |
1.0/0.05 |
|
3/50 |
4 |
|
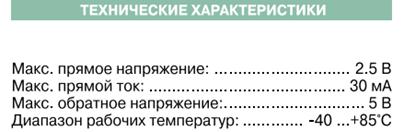
5. Светодиод L-934SRC-E (HL1).
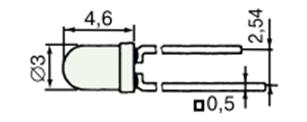
Рис. 5.
Светодиод L-934SRC-E
Таблица 5.
Характеристики светодиода L-934SRC-E КД102Б
6. Стабилитрон
КС213В(VD2).
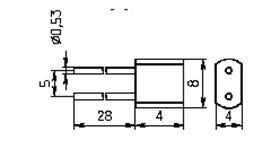
Рис. 6. Стабилитрон
КС213В
Таблица 6.
Характеристики cтабилитрона КС213В
|
Uст/Iст
В/мА
|
Ic1-Ic2
мА-мА
|
Rст/Iст
Ом/мА
|
Rст/Iст
Ом/мА
|
Pм
мВт
|
TKU (мВ/C)
1/10000*C
|
dUст
%(В)
|
| 13/5 |
3–10 |
45/3 |
25/5 |
300 |
-8;+8 |
(1.0) |
7. Транзисторы
КТ315Б (VT1, VT3)
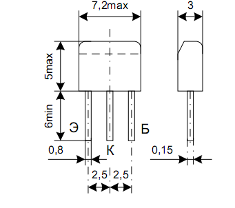
Рис. 7. Транзистор
КТ315Б
Таблица 7.
Характеристики транзистора КТ315Б
| Материал |
Проводимость |
Uкб0 (и) В |
Uкэ0
(и) В
|
Iкмакс
(и) мА
|
Ркмакс
мВт
|
h21э |
Iкб0
мкА
|
frp,
МГц
|
| Кремний |
n-p-n |
20 |
20 |
100 |
0,15 |
50–350 |
≤0,5 |
250 |
8. Транзистор
КТ361Б (VT2)
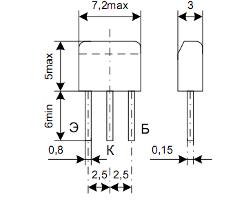
Рис. 8.
Транзистор КТ361Б
Таблица 8.
Характеристики транзистора КТ361Б
| Материал |
Проводимость |
Uкб0 (и) В |
Uкэ0
(и) В
|
Iкмакс
(и) мА
|
Ркмакс
мВт
|
h21э |
Iкб0
мкА
|
frp,
МГц
|
| Кремний |
р-п-р |
20 |
20 |
100 |
0,15 |
50–350 |
≤1 |
250 |
9. Звукоизлучатель
HPM14AX
Таблица 9.
Характеристики звукоизлучателя HPM14AX

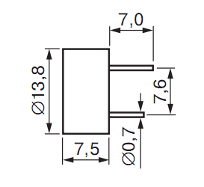
Рис. 9.
Звукоизлучатель HPM14AX
2.1.2
Выбор технологии изготовления, сборки и монтажа
Увеличение плотности печатного монтажа,
тенденция к автоматизации технологических процессов изготовления печатных плат,
необходимость уменьшения трудоемкости и повышения процента выхода годных
изделий существенно обострили вопрос технологичности и серийнопригодности печатных
плат. При реализации схемотехнических решений минимально необходимые размеры
элементов печатного монтажа и их взаимное расположение определяются в
результате расчета электрической схемы.
При
разработке функционального узла с печатным монтажом должны учитывать следующие
требования:
-
Максимальные
размеры ПП имеют много ограничений. Это и габариты фотошаблонов, и возможности
сверлильных станков;
-
метод
изготовления печатных плат определяет основные конструкционные,
технико-экономические и эксплуатационные характеристики функционального узла, а
также выбор материала основания и количество металлизированных слоев печатных
плат;
-
разработка
и изготовление печатных плат с высокой плотностью монтажа связана с большими конструктивными
и технологическими трудностями.
Габариты
печатной платы определяются количеством ЭРЭ, установленных на ней, и их
установочными размерами.
При
разработке конструкции печатной платы необходимо учитывать следующие требования:
-
печатные
платы следует выполнять по возможности прямоугольной формы;
-
основной
шаг координатной сетки 2.5 мм, дополнительные 1.25 и 0.625 мм.
В целях для лучшего теплоотвода применим конструкцию односторонней
печатной платы с металлизацией отверстий. В сторону выбора односторонней
печатной платы говорит и то, что максимальную площадь занимают переменные резисторы,
динамик и выключатель, которые должны выводиться на корпус устройства, т.е.
располагаться на одной стороне ПП. Односторонние ПП обеспечивают самую высокую точность
выполнения проводящего рисунка и совмещения его с отверстиями и при этом
являются наиболее дешевым классом печатных плат. Для повышения прочности крепления элементов
выберем одностороннюю ПП с металлизацией отверстий.
Метод изготовления печатной платы выбран на
основании ОСТ 4.ГО054.043 и ОСТ 4.ГО054.058. Односторонние печатные платы изготавливаются
комбинированным позитивным методом, основанным на применении одностороннего
фольгированного диэлектрика. Этот метод сочетает в себе субтрактивный и
аддитивный методы, т.е. основан как на операции нанесения проводящего слоя, так
и на операции травления излишней металлизации. Металлизацию отверстий проводят
электрохимическим методом, а проводящий рисунок схемы получают травлением меди
с пробельных мест.
Печатные платы третьего класса – наиболее распространенные, поскольку, с одной
стороны, обеспечивают достаточно высокую плотность трассировки и монтажа, а с
другой – для их производства достаточно рядового, хотя и специализированного,
оборудования.
В качестве
вида пайки выберем пайку двойной волной припоя. Данный метод применяется для
пайки дип-элементов и чип-корпусов, изготовленных по толстопленочной
технологии.
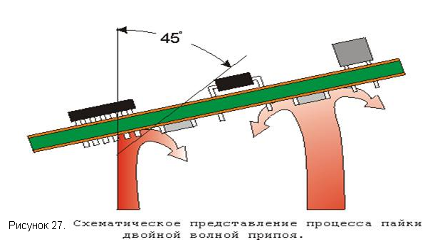
Рис. 10.
Схема пайки двойной волной припоя
Первая волна
обладает узкой направленностью с высоким зивихрением, высокой скоростью струи и
сопла, исключает появление газовых полостей. Вторая волна устраняет перемычки
припоя, созданные первичной волной.
2.2 Конструирование
печатного узла
При конструктивной компоновке изделия необходимо
придерживаться следующих рекомендаций:
1.
Элементы
схемы должны располагаться таким образом, чтобы электрические связи между ними
были наиболее короткими;
2.
Для
исключения наводок цепей переменного напряжения на цепи выпрямленного
напряжения эти цепи следует прокладывать в отдельных жгутах. Жгуты должны быть
разнесены друг от друга. С этой целью трансформатор и дроссель следует
располагать так, чтобы оси их катушек были взаимно перпендикулярны.
Трансформаторы и дроссели должны быть по возможности удалены от усилительных
элементов;
3.
Тяжёлые
элементы должны быть установлены ближе к точкам крепления шасси;
4.
Элементы
схемы должны располагаться так, чтобы полупроводниковые приборы, а также
конденсаторы не подогревались другими элементами, выделяющими тепло;
5.
Все
элементы должны быть установлены так, чтобы была обеспечена возможность их
замены без демонтажа других деталей.
2.2.1 Расчет конструкции печатной платы
Выберем в качестве материала печатной платы фольгированный стеклотекстолит
FR-4 со следующими
характеристиками:
– толщина материала 1 мм;
– толщина фольги 0,035 мм.
Согласно классу точности 3 (ГОСТ 23751–86), отношение номинального
значения диаметра наименьшего из металлизированных отверстий к толщине печатной
платы равно 0,33:

По ГОСТ 10317–79 минимальный допустимый диаметр металлизированного
отверстия равен 0,4 мм.
Применение металлизированных КП обосновано тем, что их можно использовать
в качестве переходных отверстий.
При расчете диаметра металлизированного отверстия следует предусматривать
гарантированный зазор (не менее 0,1 мм) для заполнения металлизированного
отверстия расплавленным припоем.
d = ds + |∆| + 0,1
d – диаметр отверстия;
ds –
диаметр или диагональ вывода;
|∆| – модуль (абсолютное значение) нижнего значения допуска
на отверстие. Согласно ГОСТ 23751–86, для отверстий с металлизацией и оплавлением
диаметром до 1,0 мм включительно, величина |∆| принимается равной 0,13 мм;
для отверстий большего диаметра |∆| брать равным 0,15 мм.
Наименьший номинальный
диаметр D контактной
площадки (согласно ГОСТ 23751–86) рассчитывают по формуле:
D=(d+∆dв.о)+2b+∆tв.о+2∆dтр+(Td2+TD2+∆tп.о2)
где
d – диаметр отверстия;
b – гарантийный поясок (b=0.1)
∆dв.о – верхнее предельное
отклонение диаметра отверстия (при d≤1 мм ∆dв.о =0; при d>1 мм ∆dв.о =0,05 мм);
∆tв.о – верхнее предельное
отклонение диаметра контактной площадки (с мегалитическим покрытием ∆tв.о =0,1);
∆dтр – значение
подтравливания диэлектрика в отверстии (для ДПП ∆dтр=0);
∆tп.о – нижнее предельное
отклонение диаметра контактной площадки (с мегалитическим покрытием
∆tв.о =-0,1);
Td – Значение позиционного
допуска расположения осей отверстий (При размер печатной платы по большей
стороне, до 180 мм включительно Td=0,03);
TD – Значение позиционного
допуска расположения центров контактных площадок (При размер печатной платы по
большей стороне, до 180 мм включительно TD =0,15);
Таким образом
для отверстий диаметром меньше 1 мм включительно имеем:
D=(d+0)+2•0.1+0.1+2•0 +(0.032+0.152+0.12)=d+0.333
Для
отверстий, диаметром большим 0,1 мм имеем:
D=(d+0,05)+2•0.1+0.1+2•0+(0.032+0.152+0.12)=d+0.383
При
использовании элементов с 2 осевыми выводами необходимо учитывать требования
ГОСТ 10317–79 – расстояние между выводами должно быть кратно 1,25 мм.
Минимально возможное расстояние между выводами регламентирует ГОСТ 29137–91:
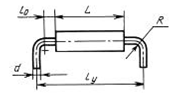
Рис. 11.
Расстояние между выводами
ly = L + 2l0 + 2R + d
Согласно ГОСТ
29137–91 резисторы, конденсаторы и диоды в цилиндрических корпусах с двумя
осевыми выводами разрешается устанавливать вертикально.
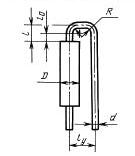
Рис. 12.
Вертикальное размещение элемента
При этом минимальное
расстояние между выводами определяется по формуле:
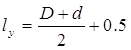
Таблица 10.
Установочные размеры для вертикально размещенных элементов
| Шифр позиции ИЭТ |
Диаметр корпуса D, мм |
Установочный размер ly, мм
|
| 0401 |
До 3,0 включительно |
2,5 |
| 0402 |
3,0.. 5,5 |
3,75 |
| 0403 |
5,5..8 |
5,0 |
Примем шаг
трассировки для данного печатного узла равным 1,25 мм.
1.
Резистор
С2–33Н (R1)
ds=0.6
|∆|=0.13
d=0.6+0.13+0.1=0,83
Согласно ГОСТ
10317–79, d=0,9 мм
Тогда получим D=0,9+0.333=1.233
Таким образом, D=1.3 мм.
ly = L + 2l0 + 2R + d
ly =6+2•0,5+2•1+0,9=9,9
Учитывая требование, ГОСТ 10317–79 примем расстояние между
выводами (а соответственно и центрами отверстий КП) равным 10 мм.
2.
Резистор
С1–4 (R2,
R3, R4, R5, R6, R7).
ds=0.6
|∆|=0.13
d=0.6+0.13+0.1=0,83
Согласно ГОСТ
10317–79, d=0,9 мм
Используя формулу получим D=0,9+0.333=1.233
Таким образом, D=1.3 мм.
Установим данный резистор вертикально:
Установочный размер  возьмем из таблицы 1; для
d=5,5 мм возьмем из таблицы 1; для
d=5,5 мм
 =3,75 мм. =3,75 мм.
3.
Конденсатор
К50–12 (С1, С2, С3).
ds=0.9
|∆|=0.13
d=0.9+0.13+0.1=1,13
Согласно ГОСТ
10317–79, d=1,2 мм
Используя формулу получим D=1,2+0.383=1.583
Таким образом D=1.6 мм
ly = L + 2l0 + 2R + d
ly =20+2•0,5+2•1+0,9=23,9
Учитывая требование, ГОСТ 10317–79 примем расстояние между
выводами (а соответственно и центрами отверстий КП) равным 25 мм.
4.
Транзисторы
КТ315Б и КТ361Б.
ds=0.8
|∆|=0.13
d=0.8+0.13+0.1=1,03
Согласно ГОСТ
10317–79, d=1,1 мм
Используя формулу получим D=1,1+0.333=1.433
Таким образом D=1.5 мм
Выводы элемента не формуются.
5.
Диод
КД102Б
ds=0.55
|∆|=0.13
d=0.55+0.13+0.1=0,68
Согласно ГОСТ
10317–79, d=0,7 мм
Используя формулу получим D=0,7+0.333=1.033
Таким образом D=1.1 мм
ly = L + 2l0 + 2R + d
ly =3,2+2•0,5+2•1+0,55=6,75
Учитывая требование, ГОСТ 10317–79 примем расстояние между
выводами (а соответственно и центрами отверстий КП) равным 7,5 мм
6.
Светодиод
L-934SRC-E
ds=0.5
|∆|=0.13
d=0.5+0.13+0.1=0,63
Согласно ГОСТ
10317–79, d=0,7 мм
Используя формулу получим D=0,7+0.333=1.033
Таким образом D=1.1 мм
Выводы элемента не формуются
7.
Стабилитрон
КС213В
ds=0.53
|∆|=0.13
d=0.53+0.13+0.1=0,66
Согласно ГОСТ
10317–79, d=0,7 мм
Используя формулу получим D=0,7+0.333=1.033
Таким образом D=1.1 мм
Выводы элемента не формуются
8.
Звукоизлучатель
HPM14AX.
ds=0,7
|∆|=0.13
d=0,7+0.13+0.1=0,93
Согласно ГОСТ
10317–79, d=1,0 мм
Используя формулу получим D=1,0+0.383=1.383
Таким образом D=1,4 мм
Выводы элемента не формуются.
Расчет ширины проводников и зазоров
Приближенный анализ электрической схемы позволяет отнести её к слаботочным
и низковольтным цепям. Таким образом, ширина печатных проводников и зазоров
выбираются минимальными для данного класса точности, то есть 0,25 мм.
Расчет площади платы
Рассчитаем площади, занимаемые элементами печатного узла:
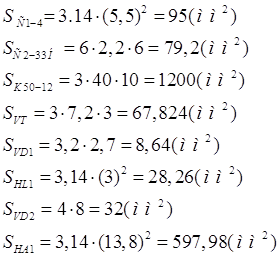
Суммарная площадь, занимаемая элементами печатного узла:

Рассчитаем площадь платы, выбрав коэффициент использования 1,5:

Согласно действующему ГОСТ 10317–79 при длине стороны печатной
платы до 100 мм размеры каждой стороны должны быть кратны 2,5 мм. В целях
наиболее рационального использования площади платы выполним её в виде
прямоугольника. Ближайшее значение площади, удовлетворяющее требованиям стандарта,
равно 1440 мм2. Это соответствует размерам платы 48 х 30 мм2.
Очевидно, что изготовить печатный узел такого размера невозможно.
Это объясняется тем, что площадь, занимаемая переходными отверстиями и
контактными площадками, не учитывается при расчете коэффициента использования.
При малых размерах платы она будет составлять значительную долю площади всей
платы. Также для комфортной настройки громкости при помощи переменных
резисторов расположим их на удобном расстоянии друг от друга.
Таким образом, мы вынуждены увеличить размеры печатной платы. При
этом коэффициент использования будет меньше требуемого в задании.
Опытным путем был установлено, что минимальный размер платы, при
котором возможно создать данный печатный узел, равен 65 х 55 мм2.
Коэффициент использования при этом равен:
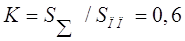
2.2.2 Создание библиотеки компонентов
При создании библиотеки компонентов печатного узла необходимо:
1. При помощи
редактора Symbol Editor создать условное обозначение компонента согласно ГОСТ 2.728 – 74,
ГОСТ 2.730 – 73. Установить атрибуты {RefDes}, {Type}, {Value} (для однозначной идентификации элемента на последующей
электрической схеме) и точку привязки, относительно которой будет вращаться
изображение на схеме. Проверить правильность создания условного обозначения (командой Utils/Validate).
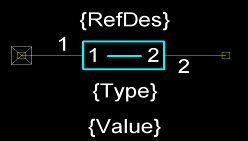
Рис. 13. Условное обозначение элемента С2–33Н с атрибутами
2. При помощи
редактора Pattern Editor создать посадочное место под компонент с учетом геометрических
размеров корпуса и контактных площадок. Установить атрибуты {RefDes}, {Type}, {Value} (для однозначной идентификации
элемента на последующей схеме компоновки печатного узла) и точку привязки. При
необходимости указать точку нанесения клея. Проверить правильность создания
посадочного места (командой Utils/Validate).
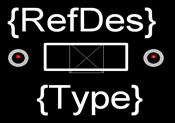
Рис. 14. Посадочное место под элемент С2–33Н с атрибутами
3. В
менеджере библиотек Library Executive произвести соединение посадочного места с
условным обозначением путём задания соответствия между контактными площадками
первого и контактами второго с указанием их типов. Проверить правильность
создания компонента (командой Utils/Validate).

Таблица 11. Таблица соответствия для элемента С2–33Н
Согласование символов остальных компонентов с их посадочными местами
и создание дополнительной текстовой информации, то есть упаковка компонента в
корпус, представлены на рисунках 15–21.
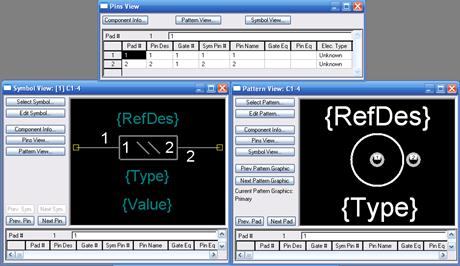
Рис. 15.
Компонент С1–4
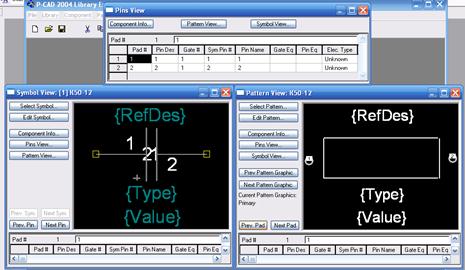
Рис. 16.
Компонент К50–12
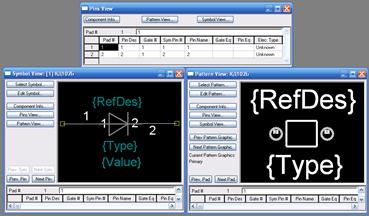
Рис. 17.
Компонент КД102Б
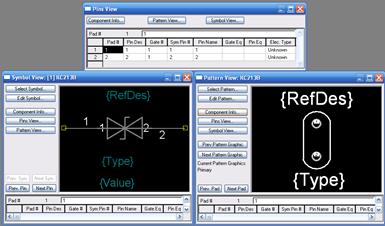
Рис. 18.
Компонент КС213В
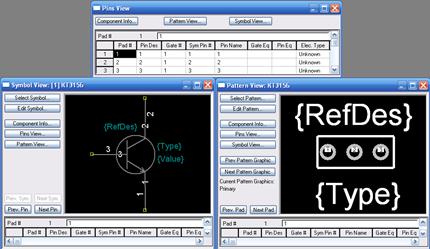
Рис. 19.
Компонент КТ315Б
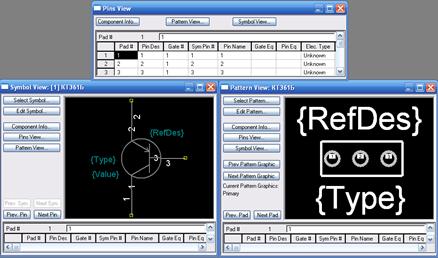
Рис. 20.
Компонент КТ361Б
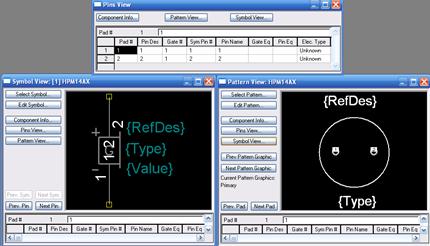
Рис. 21.
Компонент НРМ14АХ
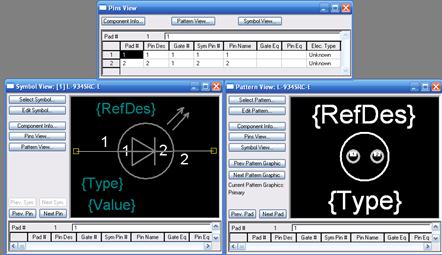
Рис. 22.
Компонент L-934SRC-E
В результате
проделанной работы получается файл *.lib, содержащий всю необходимую информацию об
элементной базе печатного узла (рисунок 23).
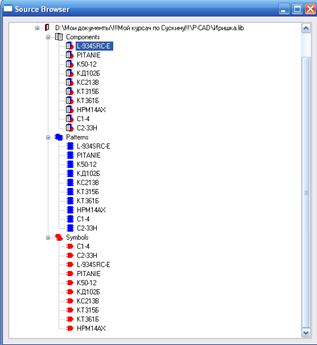
Рис. 23.
Библиотека компонентов
2.2.3 Формирование схемы электрической принципиальной
Формирование принципиальной электрической схемы производится в
редакторе Schematic. Процесс создания схемы можно разделить на несколько
этапов:
1. Настройка среды редактора:
– установка формата рабочей области А4;
– установка миллиметрового шага сетки, кратного 2,5 (согласно
ЕСКД);
– установка кириллического шрифта в качестве стандартного;
– установка ширины линий;
– создание шаблона штампа (согласно ЕСКД) в виде *.ttl-файла и его подключение
к документу;
– подключение ранее созданной библиотеки компонентов;
2. Непосредственное создание схемы:
– размещение надписей, обозначений компонентов в рабочей области
графического редактора и объединение выводов проводниками;
– редактирование положения элементов и надписей на схеме;
3. Проверка схемы средствами редактора (командой Utils/ERC.).
Результатом проделанной работы является *.sch-файл схемы электрической
принципиальной, а также *.erc-файл протокола ошибок (см. Приложения).
Текст протокола ошибок:
D:\Мои документы\!!! Мой курсач по Сускину!!!\Р-CAD\Схема.erc:
ERC Report Options:
–
Single Node Nets: On
No Node Nets: On
Electrical Rules: On
Unconnected Pins: On
Unconnected Wires: On
Bus/Net Rules: On
Component Rules: On
Net Connectivity Rules: On
Hierarchy Rules: On
ERC Errors:
–
SINGLE NODE NETS:
0 warning(s) detected.
0 error(s) detected.
NO NODE NETS:
0 warning(s) detected.
0 error(s) detected.
ELECTRICAL RULES:
Warning 1 – Net NET00027 has no input pins
Warning 2 – Net NET00027 has no output pins
Warning 3 – Net NET00022 has no input pins
Warning 4 – Net NET00022 has no output pins
Warning 5 – Net NET00028 has no input pins
Warning 6 – Net NET00028 has no output pins
Warning 7 – Net NET00004 has no input pins
Warning 8 – Net NET00004 has no output pins
Warning 9 – Net NET00005 has no input pins
Warning 10 – Net NET00005 has no output pins
Warning 11 – Net NET00006 has no input pins
Warning 12 – Net NET00006 has no output pins
Warning 13 – Net NET00015 has no input pins
Warning 14 – Net NET00015 has no output pins
Warning 15 – Net NET00020 has no input pins
Warning 16 – Net NET00020 has no output pins
Warning 17 – Net NET00016 has no input pins
Warning 18 – Net NET00016 has no output pins
Warning 19 – Net NET00019 has no input pins
Warning 20 – Net NET00019 has no output pins
Warning 21 – Net NET00026 has no input pins
Warning 22 – Net NET00026 has no output pins
22 warning(s) detected.
0 error(s) detected.
UNCONNECTED PINS:
0 warning(s) detected.
0 error(s) detected.
UNCONNECTED WIRES:
0 warning(s) detected.
0 error(s) detected.
BUS/NET RULES:
0 warning(s) detected.
0 error(s) detected.
COMPONENT RULES:
0 warning(s) detected.
0 error(s) detected.
NET CONNECTIVITY RULES:
0 warning(s) detected.
0 error(s) detected.
HIERARCHY RULES:
Hierarchy is simple.
Hierarchy is resolved.
0 warning(s) detected.
0 error(s) detected.
ERC Summary:
–
Single Node:
Errors: 0
Warnings: 0
Ignored Errors: 0
No Node:
Errors: 0
Warnings: 0
Ignored Errors: 0
Electrical:
Errors: 0
Warnings: 22
Ignored Errors: 0
Unconnected Pin:
Errors: 0
Warnings: 0
Ignored Errors: 0
Unconnected Wire:
Errors: 0
Warnings: 0
Ignored Errors: 0
Bus/Net:
Errors: 0
Warnings: 0
Ignored Errors: 0
Component:
Errors: 0
Warnings: 0
Ignored Errors: 0
Net Connectivity:
Errors: 0
Warnings: 0
Ignored Errors: 0
Hierarchy:
Errors: 0
Warnings: 0
Ignored Errors: 0P-CAD Electrical Rules Check Report
Согласно протоколу, принципиальная электрическая схема выполнена
правильно и мы в праве перейти к компоновке печатного узла.
2.2.4 Компоновка печатного узла
Перед непосредственной компоновкой создадим архивную библиотеку
компонентов (командой Library/Archive library.) и список соединений (командой Utils/Generate Netlist.) в редакторе Schematic. Таким образом, мы освобождаем
себя от необходимости ручного соединения компонентов в редакторе PCB.
Фрагмент списка соединений, касающийся непосредственно связи выводов
компонентов:
(net «NET00027»
(node «19» «1»)
(node «R1» «2»)
)
(net «NET00022»
(node «R2» «2»)
(node «HL1» «1»)
(node «VD1» «2»)
)
(net «NET00028»
(node «VD1» «1»)
(node «18» «1»)
)
(net «NET00004»
(node «VT3» «2»)
(node «5» «1»)
(node «C2» «2»)
)
(net «NET00005»
(node «VT3» «1»)
(node «R7» «1»)
(node «R5» «1»)
(node «VT1» «1»)
(node «R3» «1»)
(node «4» «1»)
(node «C1» «2»)
(node «R1» «1»)
(node «C3» «2»)
)
(net «NET00006»
(node «8» «1»)
(node «R7» «2»)
(node «C2» «1»)
)
(net «NET00015»
(node «VT2» «3»)
(node «8» «2»)
)
(net «NET00020»
(node «VT3» «3»)
(node «R4» «1»)
(node «R5» «2»)
(node «VT1» «2»)
)
(net «NET00016»
(node «VT2» «2»)
(node «5» «2»)
(node «HL1» «2»)
(node «4» «2»)
(node «C3» «1»)
)
(net «NET00019»
(node «VT2» «1»)
(node «R4» «2»)
)
(net «NET00026»
(node «R2» «1»)
(node «VT1» «3»)
(node «R3» «2»)
(node «C1» «1»)
Протокол ошибок создания архивной библиотеки:
Errors:
Total error messages: 0
Information:
Component К50–12 copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИНУ!!
!\Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач по
Сускину!!!\Р-CAD
\Ар.lib.
Component С2–33Н copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИНУ!!
!\Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач по
Сускину!!!\Р-CAD
\Ар.lib.
Component С1–4 copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИНУ!!!\
Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач по
Сускину!!!\Р-CAD\А
р.lib.
Component КС213В copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИНУ!!
!\Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач по
Сускину!!!\Р-CAD
\Ар.lib.
Component НРМ14АХ copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИНУ!
!!\Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач по
Сускину!!!\Р-CA
D\Ар.lib.
Component КТ315Б copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИНУ!!
!\Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач по
Сускину!!!\Р-CAD
\Ар.lib.
Component КТ361Б copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИНУ!!
!\Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач по
Сускину!!!\Р-CAD
\Ар.lib.
Component L-934SRC-E copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИ
НУ!!!\Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач
по Сускину!!!\Р
– CAD\Ар.lib.
Component КД102Б copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИНУ!!
!\Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач по
Сускину!!!\Р-CAD
\Ар.lib.
Component PITANIE copied from library D:\МОИ ДОКУМЕНТЫ\!!! МОЙ КУРСАЧ ПО СУСКИНУ!
!!\Р-CAD\ИРИШКА.LIB to library D:\Мои документы\!!! Мой курсач по
Сускину!!!\Р-CA
D\Ар.lib.
Total informational messages: 10
Графический
редактор P-CAD РСВ предназначен для разработки и конструирования узлов.
Он позволяет задавать размеры ПП, ширину проводников и величину индивидуальных
зазоров для разных проводников, размеры контактных площадок и диаметры
переходных отверстий, экранные слои. Редактор позволяет выполнять маркировку
элементов, их размещение, упаковку схемы на плату, ручную и полуавтоматическую
трассировку проводников и формировать управляющие файлы для технологического оборудования.
1. Настройка среды редактора (схожа с настройкой среды редактора Schematic, поэтому остановимся на
различиях):
– установка миллиметровых шагов сетки 2,5 (для последующего построения
контуров платы) и 0,5 (для задания шага трассировки);
– подключение ранее созданной архивной библиотеки компонентов;
– подключение к документу списка соединений;
В результате в рабочей области появятся посадочные места компонентов,
выводы которых соединены согласно принципиальной электрической схеме.
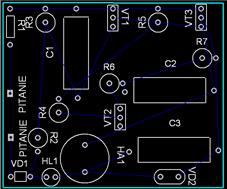
Рис. 24.
Результат подключения архивной библиотеки и списка соединений
2. Непосредственное создание схемы:
– создание контура платы в слое Board;
– создание
монтажных отверстий на плоскости платы (аналогично контактным площадкам, но с
заданием параметра Shape / Mounting Hole). Применим метод крепления платы в четырех
точках, а диаметр монтажных отверстий зададим 1,2 мм, под винты с
диаметром резьбы 1 мм.
3. Трассировка платы:
– задание правил трассировки (командой Options/Design Rules):
– минимальное расстояние между элементами шелкографии 0.0 мм
(команда Design\SilkscreenClearance);
– минимально допустимое расстояние между двумя отверстиями
оставим по умолчанию 13.0 mil (команда Design\HoleToHoleClearance);
– минимально допустимое расстояние между краями печатного рисунка
на верхней и нижней сторонах платы 0,25 мм (команда Layer\Pad to Pad, Pad to Via, Pad to Line, Line to Via, Line to Line, Via to Via);
– ширина проводников платы равна минимально допустимой для класса
точности 3, то есть 0,25 мм (команда Line Options\Width);
– размеры переходных отверстий согласно п. 6 (команда Options\Via Style.);
– создание печатного рисунка платы:
Для автоматической трассировки используем
автотрассировщика Quick Route, который позволяет разводить несложные
печатные платы, содержащие небольшое количество компонентов.
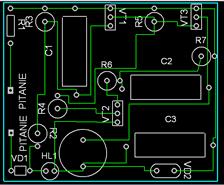
Рис. 25.
Результат трассировки
4. Проверка
правильности трассировки печатной платы (командой Utils/DRC.).
Отчет о трассировке: P-CAD Design
Rule Check Report
D:\Мои документы\!!! Мой курсач по Сускину!!!\Р-CAD\Rконец.drc:
Design Clearances (in mm):
–
Silk Screen Clearance: 0mil
Hole-Hole Clearance: 13.0mil
Board Edge Clearance: Not Defined
Layer Clearances (in mm):
–
Layer Name Pad-Pad Pad-Line Line-Line Pad-Via Via-Line Via-Via
Top 0.250 0.250 0.250 0.250 0.250 0.250
Bottom 0.250 0.250 0.250 0.250 0.250 0.250
DRC Report Options:
Net List Compare: Off
Clearance Violations: On
Text Violations: On
Net List Violations: On
Unrouted Nets: On
Unconnected Pins: On
Net Length Violations: On
Silk Violations: On
Copper Pour Violations: On
Plane Violations: On
Component Violations: On
Drill Violations: On
Test Point Violations: Off
DRC Errors:
NETLIST VIOLATIONS:
0 warning(s) detected.
0 error(s) detected.
CLEARANCE VIOLATIONS:
0 warning(s) detected.
0 error(s) detected.
UNROUTED NETS:
0 warning(s) detected.
0 error(s) detected.
UNCONNECTED PINS:
0 warning(s) detected.
0 error(s) detected.
Warning: Net length violation tests were not performed
because
of missing MinNetLength, MaxNetLength, or MatchedLength
rules.
NETLIST LENGTH VIOLATIONS:
0 warning(s) detected.
0 error(s) detected.
SILK SCREEN CLEARANCE VIOLATIONS:
0 warning(s) detected.
0 error(s) detected.
TEXT VIOLATIONS:
0 warning(s) detected.
0 error(s) detected.
WIDTH VIOLATIONS:
Warning: Width violation tests were not performed because
of missing Width rule.
0 warning(s) detected.
0 error(s) detected.
COPPER POUR VIOLATIONS:
0 warning(s) detected.
0 error(s) detected.
PLANE VIOLATIONS:
0 warning(s) detected.
0 error(s) detected.
COMPONENT VIOLATIONS:
0 warning(s) detected.
0 error(s) detected.
DRILL VIOLATIONS:
0 warning(s) detected.
0 error(s) detected.
DRC Summary:
–
Netlist Compare:
Errors: 0
Warnings: 0
Netlist:
Errors: 0
Warnings: 0
Ignored Errors: 0
Clearance:
Errors: 0
Warnings: 0
Ignored Errors: 0
Unrouted Nets:
Errors: 0
Warnings: 0
Ignored Errors: 0
Unconnected Pins:
Errors: 0
Warnings: 0
Ignored Errors: 0
Net Length:
Errors: 0
Warnings: 0
Ignored Errors: 0
Silk Screen:
Errors: 0
Warnings: 0
Ignored Errors: 0
Text:
Errors: 0
Warnings: 0
Ignored Errors: 0
Width:
Errors: 0
Warnings: 0
Ignored Errors: 0
Copper Pour:
Errors: 0
Warnings: 0
Ignored Errors: 0
Plane:
Errors: 0
Warnings: 0
Ignored Errors: 0
Component:
Errors: 0
Warnings: 0
Ignored Errors: 0
Drilling:
Errors: 0
Warnings: 0
Ignored Errors: 0
Согласно протоколу полученная конструкция печатного узла соответствует
схеме электрической принципиальной и отвечает требованиям по классу точности 3.
Таким образом, проделанную работу по её проектированию можно считать завершенной.
2.3 Конструирование корпуса
Устанавливаем размеры корпуса звукового
сигнализатора отключения сетевого напряжения 72 х 63 х 22.
Корпус устройства будет изготавливаться из
пластмассы.
Пластмассы – искусственные материалы,
полученные на основе органических природных, синтетических или органических
полимеров, из которых можно после нагрева и приложения давления формовать
изделия сложной конфигурации. Использование пластмассы в качестве материала для
корпуса устройства, прежде всего, связано с рядом их достоинств.
Важнейшие из них:
1. Низкая себестоимость
изготавливаемых деталей;
2. Великолепные
диэлектрические свойства;
3. Пластмассы имеют
достаточную прочность;
4. Высокая технологичность
переработки пластмасс;
5. Высокая химическая
стойкость.
Для изготовления
корпуса звукового сигнализатора отключения сетевого напряжения применим фторопласт-4.
Характерные
свойства:
фторопласт-4 является термически и химическим стойким материалом. Кроме того он
стоек к действию растворителей, кислот, щелочей, окислителей, малоустойчив к
облучению. Это наиболее высококачественный диэлектрик, и его диэлектрические
свойства мало изменяются в широком диапазоне температур.
Недостатки: хладотекучесть,
выделение токсичного фтора при высокой температуре и трудность его переработки
(вследствие отсутствии пластичности).
Области
применения: из фторопласт-4 изготовляют трубы для химикатов, детали (вентили,
краны, насосы, мембраны), уплотнительные прокладки, электрорадиотехнические
детали, антифрикционные покрытия на металлах (подшипники, втулки).
Способы
переработки: экструзия, прокатывание, прессование, литьевое прессование,
горячее формование полуфабрикатов давлением, литье под давлением, механическая
обработка, сварка.
Корпус устройства будет состоять из двух частей:
платформы корпуса, на которой размещается печатная плата устройства и крышки корпуса.
Платформа корпуса и крышка крепятся между собой
посредством защелок.
Учитывая небольшое кол-во элементов, генератор
целесообразно выполнить на одной плате. Плата будет размещаться на платформе и
крепиться защелками. Так как плата односторонняя, а нагрев элементов
незначителен, то разместим ее прямо на корпусе.
В крышке корпуса напротив светодиода и
звукоизлучателя будут отверстия.
Чертежи печатных плат и корпуса приведены на чертежах в графическом
материале.
3. Технология изготовления, сборки и монтажа
3.1 Анализ конструкции на технологичность
Под технологичностью конструкций аппаратуры следует понимать
совокупность свойств конструкции, проявляющихся в возможности оптимальных затрат
труда, материалов и времени при технической подготовке производства,
изготовления, эксплуатации и ремонта.
Условия изготовления или ремонта изделия определяются
специализацией и организацией производства, применяемыми технологическими процессами
и годовой программой.
Оценка технологичности конструкции изделия может
быть качественной и количественной.
Количественная оценка технологичности конструкции
выражается показателем, численное значение которого характеризует степень
удовлетворения требованиям технологичности конструкции. Количественная оценка
рациональна только в зависимости от признаков, которые существенно влияют на
технологичность рассматриваемой конструкции.
Целью такой оценки является обеспечение эффективной
отработки аппаратуры на технологичность при снижении затрат времени и средств
на ее разработку, технологическую подготовку производства, изготовление, эксплуатацию
и ремонт.
Для оценки технологичности конструкций аппаратуры используются
относительные частные показатели Кi и комплексный показатель Кк, рассчитываемый по
средневзвешенному значению относительных частных показателей с учетом
коэффициентов φі, характеризующих весовую значимость частных
показателей, т.е. степень их влияния на трудоемкость изготовления изделия.
Звуковой сигнализатор отключения сетевого напряжения относится
к электронным устройствам. Для электронных устройств по ОСТ 4Г0 091.219 −76
применяются частные показатели технологичности, состав которых представлен в табл.
12.
Таблица 12. Состав показателей технологичности
для электронных блоков и узлов
Показатели
технологичности
|
Коэффициент значимости |
| Коэффициент автоматизации и механизации
монтажа |
j= 1 |
Коэффициент
механизации подготовки ЭРЭ
|
j= 0,75 |
| Коэффициент повторяемости ЭРЭ |
j= 0,31 |
| Коэффициент применяемости ЭРЭ |
j= 0,187 |
| Коэффициент прогрессивности формообразования
деталей |
j= 0,11 |
Оценку технологичности будем производить в
следующей последовательности:
1.
Определим
коэффициент автоматизации и механизации монтажа изделия:
 , ,
где НАМ
– количество монтажных соединений, которые могут осуществляться
механизированным или автоматизированным способом; НМ – общее
количество монтажных соединений.
Так как все
ЭРЭ стандартные, их монтаж можно осуществлять механизированным или
автоматизированным способом.
 . .
2.
Определим
коэффициент механизации подготовки ЭРЭ к монтажу:
 , ,
где НМП
ЭРЭ – количество ЭРЭ, подготовка которых к монтажу может осуществляться
механизированным или автоматизированным способом.
 . .
3.
Определим
коэффициент применяемости ЭРЭ:
где НТОР
ЭРЭ=0 – число типов применяемых оригинальных ЭРЭ; НТ ЭРЭ=9
-
число применяемых типов ЭРЭ.
 . .
4.
Определим
коэффициент повторяемости ЭРЭ:
 , ,
где НТЭРЭ=9
– число применяемых типов ЭРЭ.
 . .
5.
Коэффициент
прогрессивности формообразования деталей:
 , ,
где DПР – количество деталей,
заготовки которых или сами детали получены прогрессивными методами
формообразования (штамповкой, прессованием, порошковой металлургией, литьём по
выплавляемым моделям, под давлением и в кокиль, пайкой, сваркой, склеиванием,
из профилированного материала); D – количество деталей,
являющихся составными частями изделия. В данном случае такой деталью является
плата, следовательно:
 . .
Основным показателем, используемым для оценки
технологичности конструкции, является комплексный (интегральный) показатель,
под которым понимается показатель технологичности конструкций, характеризующий
несколько ее признаков. Комплексный показатель определяется на основе базовых
показателей по формуле:
где  - показатель, определяемый
по таблице базовых показателей соответствующего класса блоков; - показатель, определяемый
по таблице базовых показателей соответствующего класса блоков;  - функция, нормирующая
весовую значимость показателя в зависимости от его порядкового номера в
таблице. - функция, нормирующая
весовую значимость показателя в зависимости от его порядкового номера в
таблице.
Таким образом, получим следующее значение
комплексного показателя технологичности:

Вывод: Согласно требованиям к
несущим конструкциям, коэффициент технологичности должен быть больше или равен
0,8, следовательно, конструкция устройства технологична. В случае необходимости
повышения технологичности используется применение микросхем и микросборок, устройств
механизированного или автоматизированного контроля и настройки.
3.2 Проектирование
конструкции технологической оснастки
Технологическая
оснастка – это комплекс приспособлений режущих и измерительных инструментов для
изготовления определенного изделия.
Организация
работ по обеспечению технологической оснасткой определяется стандартами ЕСТПП.
Проектированием
оснастки занимается КБ отдела главного технолога. Изготовление –
инструментальный цех. Внедрение оснастки – цеховые технологические бюро и
наладчики.
Номенклатура
и количество оснастки определяется технологом при разработке тех. процесса.
Порядок
разработки:
Технолог
проводит поиск необходимой оснастки среди существующих. При отрицательном
результате поиска технолог разрабатывает ТЗ на изготовление оснастки, которое
должно содержать руководящую и справочную информацию, необходимую для
проектирования оснастки (указания по технике безопасности, модель оборудования,
обозначения деталей и изделия, геометрия и вид режущего инструмента и т.д.).
Чертежи
оснастки размножаются и передаются в отдел инструментального производства, где
разрабатывается технология на оснастку и осуществляется ее изготовление.
3.2.1
Штамп
При сборке и
монтаже печатного узла требуется гибка выводов дип-элементов. Для этой цели
будем использовать гибочный штамп. Холодная штамповка – одна самых
прогрессивных технологий получения заготовок, а в ряде случаев и готовых
изделий машиностроения, приборостроения, радиоэлектронных и вычислительных
средств. По данным приборостроительных и машиностроительных предприятий методами
холодной штамповки изготавливается до 75% заготовок и деталей.
Характерными
чертами процессов холодной штамповки, обеспечивающими её широкое
распространение, являются:
– простота
эксплуатации оборудования;
– возможность
изготовления изделий из разнообразных материалов;
– высокая
производительность труда;
– низкая
квалификация рабочих;
– малая
себестоимость изделий;
– возможность
механизации и автоматизации процессов.
Для данного устройства в производстве отсутствует штамп для гибки
выводов конденсатора К50–12 (С1, С2, С3). Диаметр выводов ds=0.9, радиус закругления
выводов 1 мм, а расстояние между выводами (а соответственно и центрами
отверстий КП) равно 25 мм.
Штампы,
применяемые для гибки, отличаются большим разнообразием как в отношении
выполняемых ими операций, так и по конструктивному оформлению, определяемому
характером производства. В массовом производстве применяют сложные штампы,
обладающие высокой стойкостью и средствами автоматического контроля параметров.
В серийном – используются более простые конструкции и, соответственно, более
дешевые в изготовлении. В мелкосерийном производстве находят применение
наиболее простые и дешевые штампы.
По способу
действия
различают штампы простые, последовательные и совмещенные.
По
количеству операций штампы могут быть одно- или многооперационными.
По способу
подачи материала – с неподвижным или подвижным упором, с ловителями, с боковыми
шаговыми ножами и т.д.
При гибке
выводов элементов размером D-∆, где D-номинальный
размер
детали, ∆ – отклонение данного размера, исполнительные размеры определяются
по формулам:
для матрицы –
DМ=(D-∆)+δм;
для пуансона
– DП=(D-∆-z)- п. п.
Здесь: DМ и DП – сопрягаемые размеры
соответственно матрицы и пуансона, мм;
ΔМ и δП – отклонения размеров,
мм;
z – номинальный
(наименьший), мм.
Определим
исполнительные размеры для матрицы:


Определим
исполнительные размеры для пуансона:
Чертежи гибочного штампа приведены в приложении.
3.2.2 Прессформа
Корпус звукового
сигнализатора отключения сетевого напряжения изготовлен из термореактивной пластмассы
– фторопласта-4. В настоящее время известно значительно число способов
формирования пластмассовых изделий, которые применяют в зависимости от их
конструкций, типа и размеров, технически требований, предъявляемых к
использованию изделий. Наиболее распространенными являются:
–
прессование;
– литье под
давлением;
– формование.
Для
изготовления нашего корпуса будем использовать способ обработки в виде литья
под давлением.
Литье
под давлением – процесс, во время которого материал переводится в вязко-текучее
состояние и затем впрыскивается под давлением в форму, где происходит
оформление изделия.
Методом литья
под давлением производят изделия массой от долей грамма до десятков
килограммов. Этот способ является наиболее распространенным в переработке
большинства промышленных термопластов. Кроме того, литьем под давлением
производят изделия армированные, гибридные, полые, многоцветные, из
вспенивающихся пластиков и др.
Основным
оборудованием процесса является термопластоавтомат, оснащенный пресс-формами
Отличительной
особенностью метода является его цикличность, что ограничивает его
производительность.
К основным
достоинствам литья под давлением относятся:
– универсальность
по видам перерабатываемых пластиков,
– высокая
производительность,
– высокое
качество получаемых изделий,
– возможность
изготовления деталей весьма сложной конфигурации или тонкостенных изделий,
– отсутствие
дополнительной обработки конечного продукта (за исключением операции удаления
литников),
– полная
автоматизация процесса.
Недостатки
метода:
– литьевые
машины являются сложными и недешевыми устройствами, насыщенными современными
техническими решениями;
– применение
термопластоавтоматов для реализации конкретного технологического процесса
требует квалифицированного технико-экономического обоснования.
Принципиально,
суть технологии литья под давлением состоит в следующем (рис. 24). Расплав
полимера подготавливается и накапливается в материальном цилиндре литьевой
машины (в данном случае – червячного типа) к дальнейшей подаче в сомкнутую
форму (позиция а).
Затем
материальный цилиндр смыкается с узлом формы, а пластикатор (в нашем случае – невращающийся
червяк) в процессе осевого движения перемещает расплав в форму (позиция б). В
результате чего форма заполняется расплавом полимерного материала, а
пластикатор смещается в крайнее левое (на рисунке) положение (позиция в).
Далее расплав
в форме застывает (или отверждается – в случае реактопластов) с образованием
твердого изделия (позиция г). Материальный цилиндр продолжает оставаться в
сомкнутом с системой формы положении. В этой ситуации червяк начинает вращаться
с заданной скоростью, подготавливает и транспортирует расплав в переднюю зону
материального цилиндра и при этом отодвигается назад. В конце накопления
требуемого объема расплава вращение червяка прекращается. Он занимает исходное
положение.
После
завершения процесса затвердевания (отверждения) пластмассы форма размыкается, и
изделие удаляется из нее (позиция д). Для облегчения съема изделия материальный
цилиндр может к этому моменту отодвинуться от узла формы. Далее цикл литья под
давлением повторяется.
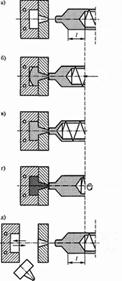
Рис. 26.
Схема процесса литья под давлением
Процесс литья
под давлением можно разбить на следующие стадии:
1.
Дозирование материала и загрузка его в цилиндр.
2.
Пластикация материала.
3. Впрыск
пластифицированного материала в сомкнутую форму и выдержка его под давлением.
4. Охлаждение
изделия в форме.
5. Размыкание
формы и удаление изделия из неё.
К
технологическим параметрам литья под давлением относятся: температура
пластикационного цилиндра, температура формы, удельное давление литья и продолжительность
стадий цикла.
Температура
пластикации должна быть выше температуры текучести полимера на 10 – 20 °С. При
более высоких температурах уменьшается вязкость расплава, облегчаются условия
формования, повышается производительность литьевой машины, но увеличивается
скорость термической и термоокислительной деструкции.
Температура
формы должна быть меньше температуры размягчения полимера, но слишком низкая
температура формы может быть препятствием к нормальному её заполнению при
впрыске.
Выбор
оптимальной температуры определяется способностью полимера к кристаллизации,
скоростью кристаллизации, его теплофизическими свойствами, а также
конструктивными особенностями формы, давлением литья и температурой
поступающего в форму расплава.
Время цикла
формования определяется временем пластикации материала, временем впрыска
материала в форму и выдержки под давлением, временем охлаждения изделия в
форме.
Время
пластикации зависит от теплопроводности полимера и характеристик
нагревательного цилиндра. На общее время цикла почти не влияет.
Стадия
выдержки под давлением заканчивается в момент застывания расплава в впускных
каналах. Затрачиваемое время зависит от температуры расплава и формы, а также
от формы и размеров литниковой системы.
Время
охлаждения определяется температурой расплава, формы и объемом отливки. Вносит
наибольший вклад в общее время цикла.
Усилие
смыкания формы и удельное давление литья характеризуют конструктивные
особенности узла смыкания (рис. 27) и определяют возможность изготовления
изделия на данном термопластоавтомате и максимальную площадь отливаемого
изделия.

Рис. 27.
Узел смыкания и впрыска
Основную
часть отходов при литье под давлением составляет материал, застывший в
литниковых системах. Для уменьшения литниковых отходов в настоящий момент
производители используют «горячеканальные» формы, которые дают также ряд других
преимуществ.
Все отходы
литьевого производства могут быть использованы для вторичной переработки.
Требуется две
прессформы – для корпуса и крышки корпуса. Контур прессформ по форме напоминает
контур деталей.
Подбор литьевых машин осуществляется по усилию
смыкания пресс-форм и по массе получаемых деталей. Наиболее распространены
литьевые машины немецкой фирмы DEMAG, где смыкание осуществляется усилием и кулачками.
Литьевые машины:
Д-125 предназначены для изготовления деталей
весом до 240 гр;
Д-400 – для изготовления деталей 1 кг 200 гр.
На литьевой машине с ЧПУ время заливки
составляет 5 секунд, а охлаждения -15–20 секунд.
Чертежи
прессформ корпуса и крышки приведены в приложении.
3.3
Разработка технологического процесса изготовления, сборки и монтажа
Технологический процесс (ТП) изготовления
радиоаппаратуры представляет собой сложный комплекс действий оборудования и
исполнителей по преобразованию исходных материалов в готовое изделие.
Построение технологического процесса предприятия и его оснащенность
определяются количеством выпускаемых изделий. В зависимости от количества
выпускаемых изделий различают единичное, серийное и массовое производство.
При серийном производстве изготовление изделий
ведут чередующимися партиями. В зависимости от величины партии различают
мелкосерийное и крупносерийное производство. При мелкосерийном производстве
используют специальную оснастку и инструмент, подробно разрабатывают технологический
процесс, операции закрепляют за определенными рабочими местами. При
крупносерийном производстве рабочие места оснащают специальными
приспособлениями и инструментами, используют рабочих более низкой квалификации,
так как технологические операции упрощаются.
Процесс монтажа состоит из следующих частей:
а)
установка
и пайка элементов, монтируемых в отверстия;
б)
контроль.
Рассмотрим каждую из составляющих
технологического процесса подробнее.
Пайка
двойной волной припоя.
Пайка двойной
волной припоя применяется в настоящее время для одного типа коммутационных
плат: с традиционными компонентами на лицевой стороне и монтируемыми на
поверхность простыми компонентами (чипами и транзисторами) на обратной.
Некоторые компоненты для ТПМК (даже пассивные) могут быть повреждены при
погружении в припой во время пайки. Поэтому важно учитывать их термостойкость.
Если пайка двойной волной применяется для монтажа плат с установленными на их
поверхности компонентами сложной структуры, необходимы некоторые
предосторожности:
– применять
поверхностно монтируемые ИС, не чувствительные к тепловому воздействию;
– снизить
скорость транспортера;
– проектировать
коммутационную плату таким образом, чтобы исключить эффект затенения.
Хорошо
разнесенные, не загораживающие друг друга компоненты способствуют попаданию
припоя на каждый требуемый участок платы, но при этом снижается плотность
монтажа.
В волне типа «Омега»
объединены преимущества двухволновой системы в одной волне (см. рис. 28)
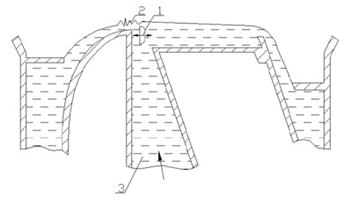
Рис. 28.
Волна «Омега»
В системе
используют вертикальную заслонку, совершающую горизонтальные колебания с малой
амплитудой, в результате чего на поверхности припоя возникает турбулентный
участок с высоким уровнем давления на плату.
В данном
курсовом проекте для пайки двойной волной припоя будем использовать установку ATF
33/33 (40)
ATF 33/33 (40)
– наилучшее решение для производственных участков с небольшими объемами
выпускаемой продукции. Позволяет использовать как свинцовые, так и бессвинцовые
технологии.
Общие
особенности: все модели пайки волной являются конвейерными системами и при желании
могут быстро встраиваться в конвейерные линии, обеспечивая высокую гибкость
производственного процесса. Это очень важный момент, если учесть невысокую
стоимость данного оборудования по сравнению с конкурентами. Все установки пайки
волной снабжены двумя типами волн, а именно чип-волной и λ-волной с
минимальным расстоянием для уменьшения шлакообразования и остывания плат в
процессе пайки. Также в данной модели имеется две зоны предварительного
подогрева. Подогрев осуществляется с помощью ИК-нагревателей с возможностью
добавления модуля конвекции. Зона флюсователя представляет из себя пенный
флюсователь (базовая комплектация) с возможностью замены на спрей-флюсователь с
одной либо с двумя головками распыления.
Основные
достоинства
– Высокое
качество пайки
– Высокая
надежность
– Простота
использования
– Невысокая
стоимость
Краткие
технические характеристики ATF 33/33 (40)
Длина x
ширина…………………………..2500 x 1100 мм
Высота…………………………………….1430 мм
Вес…………………………………………450
кг
Рабочая
ширина…………………………..330 мм (400 мм)
Кол-во зон
предварительного нагрева…..2
Длина зоны
предварительного нагрева…1200 мм
Угол наклона
конвейера………………….5° – 9°
Скорость
движения конвейера…………..0.2 – 2.5 м/мин
Максимальная
температура припоя…….300° C
Вес припоя
…………………………………………320 кг
Объем емкости
с флюсом (пенный флюсователь)..4.5 л
Объем емкости
с флюсом (спрей флюсователь)….15 л
Производительность
блока вытяжки………………2 трубы x 600 м³/ч
Потребление
воздуха………………………………..60 л/мин 6 Бар
Потребляемая
мощность макс………………………27 кВт
Электропитание………………………………………3-х
фазн. 230/400В 50/60 Гц

Рис. 29.
Установка для пайки ATF 33/33 (40)
Далее
проводим контроль пайки.
Визуальная
проверка ведется на стерео увеличителе Mantis (микроскопе МБС-10, при
необходимости).
Mantis
Compact – это микроскоп визуального контроля с невысоким увеличением,
обеспечивающий получение превосходного трехмерного изображения и
непревзойденную свободу движений головы. Произведенный с использованием
запатентованной безокулярной технологии компании Vision Engineering, Mantis
Compact является стереомикроскопом невысокого увеличения, который выбирают для
выполнения задач по контролю, обработке или ремонту изделий при необходимости
увеличения изображения. Возможность
быстрой смены объективов с кратностью увеличения x2, x4, x6, x8
Светодиодная
подсветка холодным светом с реалистичной цветопередачей гарантирует работу
свыше 10 000 часов и полное отсутствие теней
Превосходная
эргономичность для увеличения производительности работы
Превосходная
зрительная координация движений рук при выполнении задач контроля и обработки
Большое
рабочее расстояние для простоты выполнения операций по обработке и ремонту
Выбор
штатива. Подвижный штатив с малой установочной площадью; Универсальный
шарнирный штатив для применений, требующих увеличенной рабочей зоны; Жесткий
настольный штатив для создания дополнительной устойчивости либо использования
дополнительных осветительных опций.
Запатентованная
оптическая технология позволяет большую свободу движений головы оператора для
обеспечения превосходной эргономичности и зрительной координации движений рук,
а также дает возможность при необходимости носить очки. Можно добиться
повышения производительности и качества работы оператора по доступной цене.

Рис. 30.
Стерео увеличитель Mantis
Основными
документами при разработке технологических процессов являются технологические
карты. В картах указывается структура технологического процесса и его
содержание, последовательность выполнения операций, применяемое оборудование,
режимы обработки и тому подобное. Применяются технологические карты трех видов:
маршрутные, технологического процесса и операционные.
Маршрутные
карты представляют собой технологический документ, содержащий описание
технологического процесса изготовления или ремонта изделия по всем операциям
различных видов в технологической последовательности с указанием данных об
оборудовании, оснастки, материальных и трудовых нормативах, в соответствии с
установленными нормами. Эти карты определяют последовательность прохождения
обрабатываемого изделия по цехам. Они применяются в единичном и мелкосерийном
производстве в тех случаях, когда не требуется точной деталировки
технологического процесса и обрабатываемое изделие твердо не закреплено за
операциями на длительное время.
Маршрутные
карты содержат сведения о материале и маршрутах заготовки, цехах и мастерских,
в которых производится обработка, а так же перечень операций, оборудования,
технологической оснастки, профессий и разряды рабочих, а так же нормированные
сведения.
Маршрутные
карты технологического процесса сборки печатной платы приведены в приложении.
Технологический процесс разработан в соответствии с ОСТ 4ГО.019.432
Контроль
Рабочее место
на основе системы визуального контроля MANTIS отвечает всем требованиям
эргономики, уменьшает усталость работника в процессе работы, повышает его
производительность за счет снижения напряжения зрения и уменьшения утомляемости
глаз.
Стереоизображение
с высокой разрешающей способностью, большая глубина резкости, оптимальная
цветопередача и хорошее регулируемое освещение обеспечивают более эффективное
проведение работ. Эффективность системы MANTIS сохраняется при работе в
очках или с контактными линзами.
Пользователю
доступны пять объективов с различной степенью увеличения, два из которых
постоянно находятся на турели и могут быть выбраны простым переключением
рычага. Для работы в условиях сильного загрязнения, например, при пайке,
объективы могут быть оснащены прозрачными защитными фильтрами. Применение
сменного патрона с влагопоглотителем препятствует запотеванию оптической
системы прибора.
Достоинства:
– максимальное
увеличение до 10 крат;
– стереоизображение
с высокой разрешающей способностью;
– антибликовый
экран;
– регулируемое
освещение;
– низкая
утомляемость оператора.
Все
вышеперечисленное позволяет добиться высокого качества изготовления
проектируемого изделия.
Основными
документами при разработке технологических процессов являются технологические
карты. В картах указывается структура технологического процесса и его
содержание, последовательность выполнения операций, применяемое оборудование,
режимы обработки и тому подобное. Применяются технологические карты трех видов:
маршрутные, технологического процесса и операционные.
Маршрутные
карты представляют собой технологический документ, содержащий описание
технологического процесса изготовления или ремонта изделия по всем операциям
различных видов в технологической последовательности с указанием данных об
оборудовании, оснастки, материальных и трудовых нормативах, в соответствии с
установленными нормами. Эти карты определяют последовательность прохождения
обрабатываемого изделия по цехам. Они применяются в единичном и мелкосерийном
производстве в тех случаях, когда не требуется точной деталировки
технологического процесса и обрабатываемое изделие твердо не закреплено за
операциями на длительное время.
Маршрутные
карты содержат сведения о материале и маршрутах заготовки, цехах и мастерских,
в которых производится обработка, а так же перечень операций, оборудования, технологической
оснастки, профессий и разряды рабочих, а так же нормированные сведения.
Маршрутные
карты технологического процесса сборки печатной платы приведены в приложении.
Технологический процесс разработан в соответствии с ОСТ 4ГО.019.432
3.4
Инженерные расчеты
3.4.1
Расчет надежности
Надежность –
свойство изделия выполнять заданные функции, сохраняя свои эксплуатационные
показатели в заданных пределах в течении требуемого промежутка времени.
Все
устройства с точки зрения надежности делят на восстанавливаемые и
невосстанавливаемые. Восстанавливаемым считается устройство, работа которого
после отказа может быть восстановлена в результате проведения необходимых
восстановительных работ. Устройство, работа которого после отказа полностью
невозможна или нецелесообразна, называется невосстанавливаемым. Разрабатываемое
устройство является восстанавливаемым.
В технических
условиях на аппаратуру устанавливают допустимые пределы изменения основных
параметров. Если происходит нарушение нормальной работы, при котором наступает
полное нарушение (прекращение) работоспособности системы (элемента), или
параметры выходят за пределы установленных допусков, то такое состояние
называют отказом. Различают отказы внезапные и постепенные. Внезапные отказы
возникают в результате скачкообразного изменения параметров устройств
(например, пробой диэлектрика, сгорание резистора). Постепенные отказы
возникают вследствие медленного изменения параметров устройств за счет действия
различных дестабилизирующих факторов. Деление отказов на внезапные и
постепенные условно. Эти понятия отражают только скорость изменения параметров
во времени.
Надежность –
это мера способности аппаратуры работать безотказно. Количественно надежность
устройств выражается показателями надежности. Расчет надежности заключается в
определении показателей надежности изделия по известным характеристикам
надежности составляющих компонентов. Важным показателем надежности является
вероятность безотказной работы аппаратуры в течении заданного периода времени.
Результаты расчетов надежности позволяют решать
различные задачи конструирования РЭА:
-
выбирать из
различных вариантов системы лучшую по надежности;
-
принять или
отклонить конструкцию до ее практического выполнения, не расходуя средств на ее
изготовление и испытания;
-
определить пути повышения
надежности создаваемой конструкции.
Надежность РЭА можно повысить в процессе конструирования
следующими методами:
-
применением
наиболее надежных и перспективных элементов со сроком службы и техническим
ресурсом не менее заданных в техническом задании на аппаратуру;
-
снижением
уровня электрической нагрузки элементов;
-
снижением
рабочей температуры в изделии;
-
защитой
элементов и всей конструкции от воздействий окружающей среды;
-
повышением
стабильности параметров элементов относительно воздействий окружающих условий;
-
введением
предохранителей и защитных устройств;
-
упрощением
схем и конструкций;
-
заменой
дискретных элементов интегральными схемами;
-
резервированием.
При расчете
надежности звукового сигнализатора отключения сетевого напряжения приняты следующие
допущения:
-
интенсивности
отказов всех элементов постоянны;
-
отказы
элементов изделия являются событиями случайными и независимыми друг от друга;
-
все
элементы и узлы с точки зрения надежности соединены последовательно, т.е. отказ
каждого элемента является отказом изделия в целом;
-
при
расчете надежности учитывались только внезапные отказы ЭРЭ, паек и узлов (при
определении интенсивности отказов при хранении учтены и постепенные отказы).
Таблица 13. Значения интенсивностей
отказов
| Наименование и тип ЭРЭ |
Количество ЭРЭ, Ni
|
Интенсивность отказов |
|
 *10-6,1/ч *10-6,1/ч
|
 Ni* 10-6, 1/ч Ni* 10-6, 1/ч
|
| Резистор постоянный С1–4 |
6 |
0,03 |
0,18 |
|
Резистор постоянный
С2–33Н
|
1 |
0,034 |
0,034 |
| Конденсатор полярный К50–12 |
3 |
0,15 |
0,45 |
| Транзистор КТ315Б |
2 |
0,0015 |
0,003 |
| Транзистор КТ361Б |
1 |
0,0015 |
0,0015 |
| Диод КД102Б |
1 |
0,04 |
0,04 |
| Светодиод L-934SRC-E |
1 |
0,06 |
0,06 |
| Стабилитрон КС213В |
1 |
0,05 |
0,05 |
| Звукоизлучатель НРМ14АХ |
1 |
0,7 |
0,7 |
| Плата печатная |
1 |
0,7 |
0,7 |
| Пайка |
37 |
0,01 |
0,37 |
|
Всего:
|
55 |
|
2,59 |
Общая интенсивность отказов устройства с учетом
условий эксплуатации найдём по формуле:
 , ,
где  и и  - поправочные коэффициенты
в зависимости от воздействия механических факторов; - поправочные коэффициенты
в зависимости от воздействия механических факторов;
 - поправочный коэффициент
в зависимости от воздействия влажности и температуры; - поправочный коэффициент
в зависимости от воздействия влажности и температуры;
 - поправочный коэффициент
в зависимости от давления воздуха; - поправочный коэффициент
в зависимости от давления воздуха;
 – поправочный
коэффициент в зависимости от температуры поверхности элемента и коэффициента
нагрузки. – поправочный
коэффициент в зависимости от температуры поверхности элемента и коэффициента
нагрузки.
Для лабораторных условий:  , ,  , ,  , ,  , , = 1,0. = 1,0.

Среднее время наработки на отказ Tср, вычисляется по формуле:

Полученное
время превышает заданную наработку на отказ (10 000 ч).
Вероятность
безотказной работы устройства за время t по формуле:
P(t)=еxp(-λизд*t)=exp (-t/Tср).
Вероятность
безотказной работы для времени, t=5000 ч.:
P(t) = 0,9995
Полученные результаты говорят о высокой
надежности сконструированного преобразователя.
График зависимости вероятности безотказной работы
от времени представлен на рисунке 28.

Рис. 31.
Зависимость вероятности безотказной работы от времени эксплуатации
Вывод: Полученное среднее
время наработки до отказа превышает указанное в техническом задании,
следовательно, требования по надежности выполняются.
3.4.2
Расчет теплового режима
Практически
все радиоэлементы схемы излучают тепловую энергию. Резисторы рассеивают тепло,
выделяющееся в их резистивном слое. Транзисторы рассеивают тепло, выделяющееся
в их коллекторном переходе. Конденсаторы нагреваются из-за потерь в
диэлектрике. В какой-то степени нагреваются даже соединительные провода и
проводники на печатной плате.
Нормальное функционирование РЭА возможно лишь при условии
поддержания температур ее элементов в определенных пределах. Изменение
теплового режима оказывает влияние на характеристики элементов и может привести
к возникновению физико-химических процессов, выводящих элемент из строя. При этом
дестабилизирующими тепловыми воздействиями являются рассеиваемые при работе элементов
мощности, изменения температуры внешней среды и тепловые потоки от окружающих
прибор объектов. Поэтому на этапе конструкторского проектирования РЭА при
выборе вариантов конструкции и компоновки наряду с задачами обеспечения
монтажно-коммутационных требований, помехоустойчивости, технологичности,
вибропрочности необходимо решать задачи обеспечения нормального теплового режима.
Применение новой элементной базы, позволяющей уменьшить
массу и объем устройств, во многих случаях увеличивает удельные рассеиваемые
мощности, что заставляет искать новые пути решения задач обеспечения теплового
режима. Часто требования к тепловому режиму приводят к необходимости
использования систем охлаждения и термостатирования, конструкции которых во
многом определяют конструкцию самой аппаратуры, причем массогабаритные
показатели и энергопотребление системы охлаждения могут быть соизмеримы или превышать
соответствующие характеристики функциональных устройств.
Из выше сказанного вытекает, что проблемы комплексной микроминиатюризации,
унификации конструкций, повышения надежности и автоматизации конструкторского
проектирования РЭА неразрывно связаны с разработкой эффективных систем
охлаждения и методов проектирования конструкций, обеспечивающих нормальный
тепловой режим.
При конструировании устройств процессы теплообмена должны рассматриваться
на всех уровнях компоновки – от функциональных узлов до многоблочных
конструкций и отсеков. Выбор систем охлаждения каждого уровня должен
проводиться с учетом возможности отвода теплоты и наличия фоновых перегревов на
более высоком конструктивном уровне. Поэтому, если это возможно, тепловое
проектирование следует начинать с верхних уровней и при переходе на более
низкий иметь для рассматриваемого модуля достоверную информацию о тепловых
воздействиях со стороны других модулей.
Расчёт
теплового режима необходим, т. к. он позволяет определить надёжность
функционирования наиболее критичных к температуре радиоэлементов, позволяет
проконтролировать их тепловой режим и не допустить их перегрева.
Определение
мощности, выделяющейся радиоэлементами внутри аппарата, является сложной
задачей, так как тепловыделение отдельного элемента зависит от большого
количества факторов. Так, для цифровых микросхем потребляемая ими мощность
сильно зависит от частоты работы. Для аналоговых микросхем рассеиваемая
мощность определяется параметрами входных и выходных сигналов (током и напряжением).
Для диодов и транзисторов, работающих в импульсном режиме, тепловыделение
определяется параметрами протекающих токов (длительность импульса, амплитуда
импульса тока, скважность, форма импульса и др.). Для элементов источника питания
тепловыделение сильно меняется при изменениях напряжения в питающей сети и при
изменениях тока нагрузки. Тепловыделение конденсаторов и индуктивностей также
зависит от формы импульсов тока и напряжения, параметров диэлектрика.
Определим
температуру корпуса.
1.
Рассчитаем
площадь внешней поверхности устройства:
 , ,
где  и и  -
габаритные размеры корпуса блока. -
габаритные размеры корпуса блока.
 (м2) (м2)
2.
Рассчитываем
удельную поверхностную мощность корпуса:
 , ,
где  -
мощность, рассеиваемая устройством, Вт. -
мощность, рассеиваемая устройством, Вт.
 (Вт/м2). (Вт/м2).
3.
Задаемся
значением перегрева корпуса в первом приближении ∆tk = 0,1o C.
4.
Определяем
коэффициент лучеиспускания для верхней aл.в, боковой aл.б и нижней aл.н поверхностей корпуса:
 , ,
где  - степень черноты i-ой наружной поверхности
корпуса зададимся значением - степень черноты i-ой наружной поверхности
корпуса зададимся значением  =
0,92); =
0,92);

5.
Рассчитаем
определяющую температуру:
 , ,
 (o C). (o C).
6.
Для
определяющей температуры рассчитываем число Грасгофа Gr для каждой поверхности
корпуса:
 , ,
где  -
коэффициент объемного расширения ( -
коэффициент объемного расширения ( ); );
 - ускорение свободного
падения, м/с2; - ускорение свободного
падения, м/с2;
 - кинетическая вязкость
газа (для воздуха); - кинетическая вязкость
газа (для воздуха);
 - определяющий размер i-ой поверхности. - определяющий размер i-ой поверхности.

7.
Определяем
число Прандтля Pr для определяющей температуры  : Pr =0,702. : Pr =0,702.
8.
Находим
режим движения газа или жидкости, обтекающих каждую поверхность корпуса:
(Gr×Pr)m £ 5× 10 2 - режим переходный к
ламинарному;
5×10 2 £ (Gr× Pr)m £ 2× 10 7 - ламинарный режим;
(Gr× Pr)m ³ 2× 10 7 - турбулентный режим
Gr × Pr = 5,218 × 10 7 – турбулентный
режим
9.
Рассчитываем
коэффициенты теплообмена конвекцией для каждой поверхности корпуса блока  : :
 , ,
где  -
теплопроводность газа (для воздуха); -
теплопроводность газа (для воздуха);
 -
коэффициент, учитывающий ориентацию поверхности корпуса: -
коэффициент, учитывающий ориентацию поверхности корпуса:
  . .
 . .
 . .
10.
Определим
площади нижней, боковой и верхней поверхностей корпуса:
 , ,
 , ,
 (м2). (м2).
 (м2). (м2).
11.
Определяем
тепловую проводимость между поверхностью корпуса и окружающей средой  : :
 , (3.20) , (3.20)
 (Вт/(м2×К) (Вт/(м2×К)
12.
Рассчитываем
перегрев корпуса блока РЭА во втором приближении  : :
 , ,
где  - коэффициент, зависящий
от коэффициента перфорации корпуса; - коэффициент, зависящий
от коэффициента перфорации корпуса;  - коэффициент, учитывающий
атмосферное давление окружающей среды; - коэффициент, учитывающий
атмосферное давление окружающей среды;
 , ,
 , ,

 =0,229 и =0,229 и  = 0,995 = 0,995
 (оС). (оС).
13.
Определяем
ошибку расчета:
 , ,
 £ £  . .
Так как величина погрешности меньше допустимой,
то расчет можно считать законченным.
14.
Рассчитываем
температуру корпуса:
 , ,  (oC). (oC).
Полученное
значение температуры корпуса находится в пределах допустимой нормы, а перегрев
нашей платы невелик – 0,0904 oC, следовательно, тепловой
режим устройства соблюдается.
3.4.3
Расчёт механической прочности
Современная РЭС испытывает целый ряд механических
воздействий, которые, влияя на работу радиоаппаратуры, снижают её надежность. К
этим факторам, в частности, как наиболее проявляющимся, относятся вибрационные
и ударные нагрузки. Вибрации и удары, воздействующие на РЭА, вызывают:
-
изменение
выходных параметров радиоаппаратуры;
-
отказ
РЭА из-за коротких замыканий и обрывов соединений;
-
усталость
материала несущих конструкций и его разрушение;
-
раскручивание
крепежа, обрыв защелок;
-
механические
повреждения электромонтажных соединений и установочных элементов;
-
отслаивание
фольги печатных плат;
-
искажение
диаграмм направленности антенн и т.п.
Уменьшение частоты отказов РЭА, работающей в
условиях повышенных вибраций, достигается комплексом мероприятий, в число
которых входят:
-
разработка
схемы и конструкции с учетом возможных условий эксплуатации;
-
применение
ЭРЭ и материалов, отвечающих заданным условиям эксплуатации;
-
разработка
методики контроля и испытаний, соответствующих условиям эксплуатации;
-
строгое
соблюдение технологии изготовления РЭА и ее совершенствование.
Кроме того, для борьбы с вибрациями применяют
следующие меры:
-
ужесточение
конструкции с целью повышения собственных частот колебаний (заливка,
вакуумированная герметизация и т.п.);
-
применение
прижимающих и антивибрационных устройств;
-
правильное
закрепление РЭА в отсеках на борту и в помещениях (в местах наименьшей амплитуды
вибраций);
-
применение
различного рода амортизирующих прокладок из резины, поролона и других
материалов.
В практических случаях
элементы конструкции блоков РЭА имеют сложную конфигурацию. При расчетах
сложный элемент заменяют его упрощенной моделью в виде балки, стержня,
пластины, мембраны.
Рассчитав
собственные частоты элементов конструкции и всего блока, сравнивают их с
частотами возмущающих колебаний.
В правильно
сконструированной аппаратуре собственная частота конструкции не должна
находиться в спектре частот внешних воздействий. Хотя любая конструкция
обладает несколькими значениями собственных частот, расчет выполняется только
для низших значений. Если нижнее значение частоты входит в диапазон внешних
воздействий, то конструкцию блока дорабатывают, ужесточая ее, с целью
увеличения собственной частоты и выхода из спектра частот внешних воздействий,
либо переходят на её амортизацию и производят соответствующие расчеты.
Многие конструктивные элементы РЭС могут быть представлены в виде
пластин. К пластинам можно отнести печатные платы (ПП), днища шасси, элементы
экранов, панели и т.п.
Пластиной называют плоское тело, ограниченное двумя поверхностями,
расстояние между которыми мало, по сравнению с размерами поверхностей. В
конструкциях РЭС обычно используются прямоугольные и круглые пластины с
различными способами закрепления.
В математическом отношении задача динамического расчета пластин, т.е.
расчета на вибрационные и ударные воздействия, достаточно сложна. Для этих
целей используются точные (аналитические), приближенные и численные методы расчета.
Практическое
применение аналитических методов решения задач динамики конструкций сопряжено с
рядом трудностей. Конструкции современной аппаратуры представляют собой сложные
механические системы с множеством упругих и жестких связей, с неклассическими
способами крепления отдельных конструктивных элементов. Для такой механической
системы сложно построить расчетную модель, достаточно простую и в то же время
хорошо отражающую физические и динамические свойства, тем более что конструкция
содержит множество неконтролируемых параметров, например усилия затяжки
соединений при сборке плат в пакет, коэффициенты механических потерь материалов
элементов. Поэтому широко используют приближенные
и численные методы расчета.
Для начала
расчёта необходимо отметить, что ПП с одной стороны имеет закрепление
защелками, а противоположная сторона крепко прижата к корпусу устройства.
Данная ПП
имеет размеры: а=0,065 м, b=0,055 м, h=1∙10-3м.
Материал ПП – стеклотекстолит марки FR-4
Плотность r=2,4∙103
кг/м3;
Общая масса ЭРЭ Мэ=0,0205 кг;
Модуль Юнга Е=3∙1010 Н/м2=0,3*105
МПа;
Коэффициент Пуассона m=0,28;
Максимальной амплитудой ускорения корпуса Śmax=2g;
Логарифмический декремент колебания σ=0,12.
1)
Находим
массу ЭРЭ, приведённую к единице площади платы:


2)
Находим
массу единицы площади ПП:


3)
Находим
коэффициент, учитывающий массу ЭРЭ:
4)
Находим
коэффициент частоты для первой формы колебаний пластины (ПП):



5)
Находим
цилиндрическую жёсткость ПП:
6)
Находим
собственную частоту колебаний:

7)
Находим
первую собственную частоту колебаний:

Следовательно, собственная частота платы не
попадает в диапазон воздействующих частот f=1..60 Гц в режиме
работы.
8)
Найдем
виброперемещение Z. Рассчитаем для заданного вида закрепления платы в корпусе
максимальное перемещение точки А с координатами Х=0,065 и У=0,055


где ψ1х
и ψ1у =0,5098 − коэффициенты вовлечения форм собственных
колебаний; Х1 (х)=1 и У2 (у)=1 − значения балочных функций;
К1дин −коэффициент
динамичности:


9) Теперь полученное
значение необходимо проверить на условие виброжесткости:
где ∆adm− допустимый прогиб
для данной пластины.
где ∆adm норм =30 мм −
допустимая стрела прогиба; lнорм=1 м − нормированная длина.

Вывод: Плата удовлетворяет
условию виброжесткости, поэтому никаких дополнительных конструкторских мер не
требуется. Выбранный вариант закрепления платы соответствует условиям
эксплуатации изделия. Однако необходимо учитывать ряд ограничений при
транспортировке устройства:
-
устройство
нельзя перевозить в самолётных, ракетных и космических видах транспорта;
-
транспортировочная
тара должна быть снабжена элементами, амортизирующими вибрационные воздействия
(пенопласт, пленка и др.).
Заключение
В данном курсовом проекте была решена задача конструирование и
технология изготовления звукового сигнализатора отключения сетевого напряжения. На основании технического задания и схемы электрической
принципиальной были рассмотрены основные вопросы проектирования данного
устройства.
Исходя из проведенной работы по анализу определяющих факторов и требований,
предъявляемых к конструкции, выполнена компоновка устройства, выбраны
технически обоснованные технологические процессы изготовления основных
элементов и материалы, с учетом применяемых методов обработки.
Результаты расчета надежности показывают, что выбранные электрорадиоэлементы,
входящие в схему электрическую принципиальную, и заданные режимы работы и
эксплуатации полностью обеспечивают надежную работу устройства в период,
заданный техническим заданием.
В технологической части курсового проекта проведена оценка технологичности
конструкции печатного узла генератора, приведена маршрутная карта
технологического процесса сборки, которая показывает этапы подготовительных и
основных операций сборки печатного узла, а также необходимый инструмент для выполнения
данной работы.
Графическая часть курсового проекта позволяет представить конструкцию
разработанного устройства, его основных составных частей и выполнена в полном
объеме, заданном техническим заданием.
Таким образом
все требования технического задания выполнены полностью.
Библиографический
список
1. Технология поверхностного
монтажа (Компоненты. Печатные платы):
Учебное пособие / В.В. Сускин,
С.А. Лобанов. Рязан. гос. радиотехн.
акад. Рязань, 1998. - 64 с.: ил.
2. Технология поверхностного
монтажа (Контроль качества): Учебное по-
собие / В.В. Сускин,
С.А. Лобанов. Рязан. гос. радиотехн. акад. Рязань,
1999. - 64 с.: ил.
3. Проектирование конструкций
радиоэлектронной аппаратуры: Учебное
пособие для вузов / Е.М. Парфенов,
Э.Н. Камышная, В.П. Усачев. - М.:
Радио и связь, 1989. - 272 с.: ил.
4. Аксенов А.И., Нефедов А.В. Резисторы,
конденсаторы. Провода, при-
пои, флюсы: Справочное
пособие. - М.: Солон-Р, 2000. - 239 с.
5. Партала О.Н. Радиокомпоненты
и материалы: Справочник.- М.: КубК-а,
1998. - 710 с.
6. Электронные компоненты:
Каталог. - М.: АО «Платан». №4. 1998.
7. Электронные
компоненты: Каталог. - СПб.: АО «Симметрон». 2000.
8. Электронные
компоненты: Прайс – лист. - СПб.: АО «Симметрон».2000
9. P-CAD 2006. Разработка
печатных плат / Уваров А.С. − М.: СОЛОН-Пресс, 2007 – 544 с.
10. ГОСТ 12.0.002–80 80
«Основные понятия. Термины и определения».
11. ГОСТ 2.301 −
ГОСТ 2.321 «ЕСКД. Общие правила выполнения чертежей».
12. ГОСТ 23594–79 «Маркировка».
13. ГОСТ 23751–86 «Платы
печатные. Основные параметры конструкции».
14. Допуски и посадки / Белкин И.М.
– М.: Машиностроение, 1992, 306 с.
15. Допуски и посадки:
Справочник, под ред. Мягкова – М.: Машиностроение, 1982.
16. Конструирование
радиоэлектронных средств: Методические указания к курсовому проектированию / Румянцев В.П.
– Рязань: РРТИ, 1993, 24 с.
17. Методы расчета
теплового режима приборов / Дульнев Г.Н. - М.: Радио и связь, 1990,
312 с.: ил.
18. Основы конструирования
радиоэлектронных приборов / Аксенова И.К., Мельников А.А. – М.:
Высшая школа, 1986.
19. ОСТ 4Г0.091.219 – 76
«Узлы и блоки радиоэлектронной аппаратуры. Методика оценки и нормативы
показателей технологичности конструкций».
20. ОСТ 4.ГО.054.010 «Сборка
и пайка узлов на печатных платах. Типовые технологические процессы».
21. Расчет надежности
радиоэлектронной аппаратуры / Цветков А.Ф. – Рязань: РРТИ, 1973, 159 с.
22. Расчет пластинчатых
конструкций РЭС на вибрационные воздействия: Методические указания к курсовому и
дипломному проектированию / РГРТА; Сост. В.И. Дыкин. Рязань, 1995, 28 с.
23. Резисторы: Справочник
/ под общ. ред. И.И. Четверкова, В.М. Терехова – М.: Радио и связь,
1987.
24. Элементы схем бытовой
РА. Диоды. Транзисторы / А.И. Аксёнов, А.В. Нефёдов, А.М. Юшин,
М: «Радио и связь», 1993.
25. Марти Браун
«Источники питания», Киев, «МК-Пресс», 2007.
26. Богдан Грабовски
«Справочник по электронике», Москва, «ДМК», 2009
27. «Сварка, резка,
контроль», справочник под редакцией Н.П. Алешина, Г.Г. Чернышева,
том1, Москва, «Машиностроение», 2004.
28. «Сварка и резка
материалов», под редакцией Ю.В. Казакова, издание 5, стереотипное, Москва,
«Академия», 2006.
29. Технология
конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов
/ А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред. А.М. Дольского.
– М.: Машиностроение, 2005. – 448 с.
|