Дипломная работа: Определение оптимальных рабочих параметров процесса экстрактивной ректификации смеси ацетон-хлороформ в сложной колонне с боковой секцией
Дипломная работа: Определение оптимальных рабочих параметров процесса экстрактивной ректификации смеси ацетон-хлороформ в сложной колонне с боковой секцией
Федеральное
агентство по образованию
МОСКОВСКАЯ
ГОСУДАРСТВЕННАЯ АКАДЕМИЯ ТОНКОЙ ХИМИЧЕСКОЙ ТЕХНОЛОГИИ
ИМ. М.В.
ЛОМОНОСОВА
Кафедра
Химии и технологии основного органического синтеза
Аттестационная
работа по теме:
«Определение
оптимальных рабочих параметров процесса экстрактивной ректификации смеси
ацетон-хлороформ в сложной колонне с боковой секцией»
на соискание
степени бакалавра по направлению 550800 «Химическая технология и биотехнология»
Зам. зав. кафедрой,
д.т.н., проф.
Тимошенко А.В.
Научный руководитель
к.т.н., асс.
Анохина Е.А.
Соискатель
Маханькова А.С.
Москва 2006 г.
СОДЕРЖАНИЕ
|
|
|
|
Введение
|
|
|
1. Литературный
обзор
|
|
| 1.1. Сущность процесса
ректификации |
|
| 1.2. Методы разделения
азеотропных смесей |
|
| 1.2.1. Разделение
азеотропных смесей в комплексе колонн, работающих под разными давлением |
|
| 1.2.2. Методы ректификации
азеотропных смесей |
|
| с использованием
разделяющих агентов |
|
| 1.3. Применение сложных
колонн для разделения |
|
| зеотропных и
азеотропных смесей |
|
| 1.4. Методы расчета
парожидкостного равновесия в |
|
| многокомпонентных
системах |
|
| 1.4.1. Уравнения состояния |
|
| 1.4.2. Модели локальных
составов |
|
| 1.4.3. Групповые модели |
|
| 1.5. Некоторые
свойства, токсическое действие, получение |
|
| и применение
компонентов |
|
|
2. Постановка задачи
исследования
|
|
|
3.
Расчетно-экспериментальная часть
|
|
| 3.1.
Критерий оптимизации |
|
| 3.2. Описание
технологической схемы процесса |
|
| 3.3.
Моделирование фазового равновесия в системе |
|
| ацетон –
хлороформ – ДМФА |
|
| 3.4. Расчет оптимальных
рабочих параметров |
|
|
4. Выводы
|
|
|
5. Список
использованной литературы
|
|
|
Приложения
|
|
ВВЕДЕНИЕ
Ацетон и
хлороформ входят в состав смеси растворителей, применяемых в производстве термостабилизатора
стабилина-9. Для их регенерации
в [1] было предложено использовать экстрактивную ректификацию (ЭР) с тяжелокипящим разделяющим
агентом диметилформамидом (ДМФА). Этот процесс осуществляется в комплексе, состоящем из двух колонн, — колонны экстрактивной ректификации и
колонны регенерации экстрактивного
агента. При этом практически чистый ацетон выделяется в дистилляте
экстрактивной колонны, а практически чистый хлороформ — в дистилляте колонны
регенерации, кубовый поток которой, представляющий собой практически чистый
ДМФА возвращается в колонну экстрактивной ректификации.
Экстрактивная ректификация является
достаточно энергоемким процессом. Для уменьшения энергозатрат на ЭР
смеси ацетон - хлороформ был предложен способ проведения этого процесса в одной
сложной колонне (СК) с боковой укрепляющей секцией
[2]. При этом выделение ацетона осуществляется в дистилляте основной колонны,
а хлороформа — в дистилляте боковой секции (БС). ДМФА извлекается в кубе основной колонны и возвращается рециклом в ее
верхнее сечение. В результате снижение
энергозатрат на разделение смеси промышленного
состава, содержащей 82,9 %мас. ацетона, составило по сравнению с традиционной двухколонной схемой 28,5
%.
Данная работа является частью исследования,
направленного на выявление концентрационных областей
оптимальности схем экстрактивной ректификации смеси ацетон-хлороформ. Целью
настоящей работы является определение оптимальных рабочих параметров процесса
экстрактивной ректификации смеси ацетон-хлороформ азеотропного состава
в сложной колонне с боковой укрепляющей секцией.
1. ЛИТЕРАТУРНЫЙ ОБЗОР.
1.1. СУЩНОСТЬ ПРОЦЕССА РЕКТИФИКАЦИИ [3].
В химической, нефтехимической и ряде других
отраслей промышленности (пищевой, фармацевтической - вплоть до
металлургической) используют широкое многообразие жидких и газовых смесей,
подлежащих разделению на достаточно чистые компоненты или фракции различного
состава. Разделение таких смесей при контакте жидкой и паровой фаз,
сопровождающее перераспределением компонентов между фазами, называется
перегонкой.
Ректификацией называется процесс переноса
компонента (компонентов) между кипящей жидкой и насыщенной
конденсирующейся паровой фазами при многоступенчатом противотоке
этих фаз. При чередовании по схеме противотока операций частичной конденсации
паровой и испарения (дистилляции) жидкой смесей можно получить выходы
высококипящего компонента (ВКК) и низкокипящего компонента (НКК), примерно
соответствующие их содержанию в исходной смеси.
В процессе ректификации подводимая извне
теплота затрачивается только в кипятильниках - в низу колонны и
боковых секциях для частичного испарения жидкой смеси с получением
начального потока пара в обогревающем устройстве в нижней части
ректификационного аппарата (чаще всего – колонны). Теплота конденсации паров также
отводится только в конденсирующих устройствах - в верхней части
ректификационного аппарата.
Постепенно за счет противоточного контакта
фаз на тарелках снизу вверх нарастают концентрации НКК в паре и жидкости -
устанавливается некий профиль концентраций; этот эффект и лежит в основе
процесса ректификации. Чистота НКК на верху колонны
определяется в рамках рассматриваемой схемы числом тарелок.
После установления необходимого
концентрационного профиля, т.е. требуемой концентрации НКК
(чистоты) на верху колонны, верхний продукт может отбираться в качестве
целевого. Но если отбирать весь верхний продукт, то жидкая фаза перестанет
стекать по колонне противотоком к пару, процесс ректификации будет нарушен. Поэтому
после конденсации верхний продукт отбирается лишь частично; предусматривается
возврат определенной части конденсата на орошение колонны для поддержания
противоточного контакта фаз. В ректификации имеет место двунаправленный
процесс переноса компонентов: НКК из жидкой фазы в паровую и НКК - в
обратном направлении.
1.2. МЕТОДЫ РАЗДЕЛЕНИЯ АЗЕОТРОПНЫХ СМЕСЕЙ.
Для разделения смесей, состоящих из
компонентов с близкими температурами кипения и
характеризующихся небольшим значением коэффициента относительной
летучести  , потребуется большое число
тарелок в колонне. При разделении таких смесей велики будут и
флегмовые числа, значит и расход энергии - теплоты в кубе,
охлаждающей жидкости в конденсаторе. Если смесь образует азеотроп, то ее
разделение на практически чистые компонент методом обычной
ректификации становится невозможным (возможно лишь получение одного из
компонентов (х0) и смеси, близкой к составу азеотропа хаз).
В данном случае необходимо использовать специальные методы ректификации: , потребуется большое число
тарелок в колонне. При разделении таких смесей велики будут и
флегмовые числа, значит и расход энергии - теплоты в кубе,
охлаждающей жидкости в конденсаторе. Если смесь образует азеотроп, то ее
разделение на практически чистые компонент методом обычной
ректификации становится невозможным (возможно лишь получение одного из
компонентов (х0) и смеси, близкой к составу азеотропа хаз).
В данном случае необходимо использовать специальные методы ректификации:
1)
разделение в комплексе колонн, работающих под разными
давлениями;
2)
экстрактивную ректификацию;
3)
азеотропную и гетероазеотропную ректификацию.
1.2.1. Разделение азеотропных
смесей в комплексе колонн,работающих под разными
давлением [4].
Для разделения азеотропных смесей
используются комплексы функционального действия, которые
позволяют преодолеть ограничения физико - химического характера и получать
продукты требуемой чистоты. Часть комплексов базируется на
принципе перераспределения полей концентраций между областями разделения. Частным случаем этого принципа является принцип
перераспределения полей концентраций между областями ректификации. Этот
принцип наиболее наглядно демонстрируется на
примерах разделения азеотропных смесей, которое основано на изменении состава азеотропов с изменением
давления. Составы азеотропов при
разных давлениях различны, причем в зависимости от давления состав питания
может принадлежать то одной, то другой области ректификации. Именно это
свойство используется в двухколонных комплексах, предназначенных для разделения
азеотропных смесей, в которых колонны работают при разных давлениях. Количество
рецикла в общем случае зависит от состава исходной смеси, поступающей на
разделение, и разности концентраций компонента А в азеотропах при двух
выбранных давлениях, Причем, чем меньше эта разность, тем больше будет рецикл.
Непременным условием разделения в таком комплексе бинарной смеси на чистые
компоненты является более высокое содержание компонента А в азеотропе,
выходящем из первой колонны, по сравнению с его содержанием в азеотропе,
выходящем из второй колонны и поступающем в первую. Поскольку изменение состава
азеотропа, приходящееся на один градус температуры, согласно закону Вревского,
зависит от разности молярных теплот испарения компонентов, то рассматриваемый
метод разделения тем эффективнее, чем больше отличаются теплоты испарения
разделяемых смесей.
1.2.2. Методы
ректификации азеотропных смесей с использованием разделяющих агентов [5].
Выбор
разделяющих агентов.
При выборе разделяющих агентов для процессов азеотропной и
экстрактивной ректификации должны учитываться свойства системы, подлежащей
разделению.
Разделяющие агенты должны удовлетворять следующим
требованиям:
1)
изменение
относительной летучести компонентов заданной смеси в желательном направлении;
2)
легкость
регенерации из смесей с компонентами системы, подвергаемой разделению;
3)
безопасность
в обращении, доступность и дешевизна;
4)
инертность
по отношению к компонентам заданной смеси, неспособность вызывать коррозию
аппаратуры или разлагаться при нагревании.
Вопросы, связанные с удовлетворением требований, изложенных
в пунктах 2, 3 и 4, относятся к числу обычных технологических вопросов. Их
решение определяется в основном свойствами системы, подвергаемой разделению.
Наиболее сложной задачей является выбор разделяющих агентов, удовлетворяющих
первому требованию.
Все известные методы выбора разделяющих агентов можно
разделить на две группы:
1)
методы, основанные на использовании данных о свойствах растворов,
образуемых компонентами заданной смеси и предполагаемыми разделяющими
агентами;
2)
методы,
использующие данные о свойствах компонентов.
Во всех случаях для определения применимости
того или иного вещества в качестве разделяющего агента следует исходить из
оценки степени неидеальности бинарных систем, образованных этим веществом и
компонентами заданной смеси. Специфика разделяющих агентов, применяемых
в процессах азеотропной ректификации, заключается в том, что они должны образовать азеотропы с компонентами исходной смеси. В связи с этим
дополнительно приходится определять
наличие и свойства азеотропов.
Сравнительная оценка методов выбора разделяющих
агентов [5].
Методы выбора разделяющих агентов
основываются на сравнительной оценке степени неидеальности бинарных систем,
образованных компонентами заданной смеси и предполагаемым
разделяющим агентом. Следовательно, наиболее надежными надо считать те методы, которые
позволяют с наибольшей достоверностью судить о характере и величине отклонений
от закона Рауля в указанных бинарных
системах. Предпочтительны методы, базирующиеся на использовании свойств
растворов, в первую очередь таких, как температура кипения смесей, составы и температура кипения азеотропов и
растворимость. Весьма эффективен и удобен выбор разделяющих агентов с
помощью газо-жидкостной хроматографии в связи
с широким применением этого метода в исследовательских и заводских лабораториях.
Сопоставляя различные методы выбора
разделяющих агентов, необходимо иметь в виду, что все свойства растворов
взаимосвязаны и их значения определяются свойствами компонентов и
интенсивностью их взаимодействия друг с другом. Поэтому о характере отклонений
от идеальности можно судить не по одному, а по ряду свойств.
Для выбора разделяющего агента может быть
рекомендован следующий путь. Прежде всего, нужно рассмотреть данные о свойствах
компонентов смеси, подлежащей разделению, а
также условия равновесия между жидкостью и паром, чтобы выяснить ограничения
относительно химической совместимости разделяющих агентов, и определить основные требования к ним с учетом степени
неидеальности заданной смеси. Затем
следует проанализировать данные о равновесии между жидкостью и паром, об
азеотропных смесях и растворимости в системах, образованных компонентами
заданной смеси. Если соответствующие данные о свойствах растворов отсутствуют или их недостаточно, то, руководствуясь
представлениями о полярности, о водородной связи или образовании π-комплексов,
следует наметить классы соединений, которые
интересно испытать в качестве предполагаемых разделяющих агентов.
При сравнительной оценке различных
разделяющих агентов учитываются, естественно, технико-экономические
факторы - стоимость, доступность, пригодность в коррозионном
отношении, токсичность, пожароопасность и др.
Экстрактивная ректификация [3].
Пусть необходимо разделить на достаточно
чистые компоненты трудноразделимую бинарную смесь (α→1 или
существует азеотроп). К такой смеси добавляют специально
подобранный компонент (обычно — труднолетучий), избирательно
растворяющий один из компонентов исходной смеси (например,
компонент В) и мало растворяющий другой (компонент
А). Иными словами, введение в систему третьего компонента
заметно понижает упругость паров рв
растворяемого компонента бинарной смеси, увеличивая тем
самым коэффициент относительной летучести: α'АВ>αАВ разделяемой смеси. Этот метод ректификации и получил название
экстрактивной ректификации, а
дополнительный компонент — разделяющего, или экстрагирующего агента..
Линия равновесия бинарной смеси при наличии
разделяющего компонента представлена на рис.1.1 (сплошная линия) в
сравнении с равновесием без него (штриховая линия). Очевидно,
что количественный эффект разделяющего компонента при
прочих равных условиях определяется его концентрацией в разделяемой
смеси. Поэтому в случае непрерывной ректификации на линии равновесия
наблюдается скачок концентраций в паровой фазе (в точке с
абсциссой х1), обусловленный изменением концентрации
экстрагирующего агента в жидкости при подаче в колонну исходной смеси.
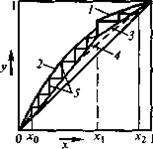
Рис.1.1. Диаграмма равновесия и
построение теоретических ступеней в присутствии экстрагирующего агента.
К экстрагирующему агенту предъявляется ряд
требований помимо избирательного растворения одного из компонентов
разделяемой смеси; основные из этих требований следующие:
1)
он не должен образовывать азеотропов с компонентами
исходной смеси (чтобы его можно было без затруднений впоследствии
отделить от них с целью его регенерации и получения чистых
компонентов);
2)
он должен
существенно отличаться от компонентов исходной смеси по температуре кипения,
т.е быть значительно более труднолетучим, чем ВКК исходной смеси, или (это
бывает реже) значительно более легколетучим, чем НКК исходной смеси (что
позволяет его выделять без больших энергетических и капитальных затрат).
На рис.1.2 представлена схема разделения
исходной смеси А+В методом экстрактивной ректификации с добавлением труднолетучего
разделяющего агента С, хорошо растворяющего компонент В.
Компонент С подается на одну из верхних тарелок колонны 1 и вместе с
флегмой стекает вниз по колонне. Растворяя в себе компонент
В, разделяющий агент С понижает тем самым упругость его
паров и способствует разделению А и В. Верхний продукт колонны 1 представляет
собой компонент А заданной чистоты, а нижний продукт — смесь В+С. Насосом 3 эта смесь подается в колонну 2, где
методом обычной ректификации получают компоненты В (верхний продукт) и С (нижний продукт). При этом колонна 2, как
правило, отличается небольшой
высотой и работает с небольшим флегмовым числом, поскольку компоненты В и С существенно различаются по температуре кипения (см. второе требование к
экстрагирующему агенту).
Экстрагирующий агент С насосом 4 подают в колонну 1, замыкая цикл по компоненту С. Результатом работы по
такой схеме является разделение исходной смеси А+В на отдельные компоненты А и В, причем некоторые
потери разделяющего компонента С с этими продуктами восполняются.
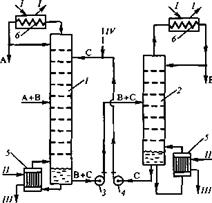
Рис.1.2.
Схема установки для экстрактивной ректификации: 1,2- ректификационные колонны,
3,4- насосы, 5- кипятильники, 6- конденсаторы; I- охлаждающая вода, II- греющий пар, III-конденсат,
IV- восполнение потерь экстрагирующего
агента.
В том случае, если экстрагирующий агент
является легколетучим, т.е. отличается наиболее низкой температурой кипения (t<tA) в колонну 1 он подается снизу, а
выводится вместе с низкокипящим компонентом А- сверху. Высококипящий компонент
В отводится снизу колонны 1, а смесь А+С разделяется в колонне 2.
Примеры применения экстрактивной ректификации в
промышленности.
Способ получения изопрена.
Экстрактивную ректификацию в промышленности
используют главным образом для разделения.
В [6] предложен способ получения изопрена
путем взаимодействия изобутилена, содержащегося во фракции
углеводородов С4, с водой в присутствии кислотного катализатора с
последующим выделением потока, содержащего преимущественно образующийся
трет-бутанол, взаимодействием полученного трет-бутанола с формальдегидом в
присутствии кислотного катализатора при повышенной температуре и давлении с
разделением реакционной массы на водный и масляный слой и выделением изопрена
из масляного слоя с использованием ректификации и, возможно, водной
отмывки. Изопрен подвергают очистке от кислородсодержащих соединений
экстрактивной ректификацией с использованием в качестве селективного
растворителя полученный трет-бутанол, с последующей десорбцией
кислородсодержащего соединения из насыщенного растворителя и подачей
десорбированного растворителя на взаимодействие с формальдегидом. Из
насыщенного растворителя десорбирует 30-95% кислородсодержащих
соединений. Подаваемый на очистку изопрен содержит 2,0-20 мас.%
трет-бутанола. Получаемый трет-бутанол, содержащий до 15 мас.% воды,
подвергают контактированию с жидким потоком изопрена, выводимого сверху или в
качестве бокового потока из верхней части колонны экстрактивной ректификации,
после чего отделяют образующийся нижний слой, содержащий изопрен и
трет-бутанол, направляют в верхнюю часть колонны экстрактивной
ректификации.
Способ
очистки изопрена.
В [7] предложен способ очистки изопрена от примесей,
мешающих стереорегулярной полимеризации, экстрактивной ректификацией в
присутствии разделяющего агента, содержащего 0,005-10 мас. % гидроокиси
щелочного металла. С целью упрощения технологии процесса и снижения
энергозатрат, в качестве разделяющего агента используют высококипящий побочный
продукт, образующийся на стадиях синтеза или разложения диметилдиоксана в
изопрен в процессе его производства из изобутилена и формальдегида, или
высококипящий побочный продукт, образующийся в процессе одностадийного
производства изопрена из изобутилена и формальдегида.
Способ выделения и очистки 1,3-диоксолана.
Изобретение [8] относится к способам выделения и очистки
1,3-диоксолана. из водных растворов,
образующихся при взаимодействии этиленгликоля с формальдегидом (триоксан,
параформ, формалин).
С целью увеличения выхода и упрощения
технологии процесса за счет исключения стадии щелочной промывки из процесса
осушки 1,3-диоксолана и повышения экологической чистоты технологии разделения азеотропной
смеси 1,3-диоксолан-вода, проводят экстрактивную ректификацию с использованием
в качестве экстрагента этиленгликоль.
Предлагаемое изобретение может быть использовано для получения
1,3-диоксолана, применяется в производстве полимером и сополимеров,
Способ разделения смесей близко кипящих
углеводородов.
Авторами [9] предложен способ разделения
смесей близко кипящих углеводородов путем экстрактивной ректификации. В
качестве экстрагента используют ацетонитрил или его смеси с водой и другими
экстрагентами, с последующей десорбцией
углеводородов из ацетонитрила в присутствии аммиака. С целью снижения потерь
ацетонитрила и аммиака, десорбцию осуществляют в присутствии органических
азотсодержащих соединений с константой основной диссоциации 1∙10ˉ6-1∙10ˉ1
, в количестве, обеспечивающим рН ацетонитрила после десорбции при десятикратном
разбавлении водой (7,1-11).
Способ разделения углеводородов С4-С5.
Авторами [10] предложен способ разделения углеводородов С4-С5
экстрактивной ректификацией в присутствии
ацетонитрила и его смесей с водой и аммиаком с водной отмывкой углеводородов и отгонкой ацетонитрила из промывных
вод, причем с целью упрощения
технологии и снижения коррозии оборудования, процесс осуществляется в
присутствии гидроокиси щелочного металла. Концентрация гидроокиси в экстрагенте
составляет 0,0001-0,001 мас.% или в промывной воде 0,0001-0,01 мас.%. Возможно,
процесс проводят в присутствии нитрита щелочного металла или органического
амина при его концентрации в экстрагенте 0,0001-0,01 мас.%, а в
промывной воде-0,0001-0,1 мас.%.
Процесс извлечения пентафторэтана.
В работе [11] предложен процесс,
предназначенный для извлечения пентафторэтана (ПФЭ) из его смеси
с хлорпентафторэтаном (ПФЭ) в колонне для экстрактивной ректификации с
минимальным числом теоретических тарелок. В качестве растворителя
используют спирты С1-4, эфиры С2-6, кетоны С3-7.
Концентрированный ПФЭ отбирается в нижней части колонны и
подвергается дополнительной ректификации, смесь ХПФЭ и используемого
растворителя удаляется вверху колонны.
Способ очистки бензола от непредельных
углеводородов.
В [12] описывается способ очистки бензола от
непредельных углеводородов, который состоит в том. что непредельные
углеводороды отделяют от бензола верхним продуктом при экстрактивной
ректификации с ДМФА, затем их подвергают олигомеризации при t=150-170°С в присутствии 0,0001-0001% мас.,
бензосульфокислоты в расчете на бензол с последующим объединением отогнанного
от олигомеров бензола с бензолом, выделенным из нижнего продукта колонны
экстрактивной ректификации и очищенным от тиофена известными методами.
Технический результат - упрощение процесса и повышение его эффективности с
получением целевого продукта высокой степени очистки с содержанием
основного вещества не менее 99,90%.
Способ выделения ароматических углеводородов
из их смесей с неароматическими.
В патенте [13] предложен
способ выделения ароматических углеводородов из
смесей с неароматическими углеводородами путем жидкой экстракции или экстрактивной ректификации селективными
экстрагентами на основе гликоля, воды и растворителя с высокой растворяющей
способностью. В качестве растворителя используют смесь монометиловых олигоэтиленгликолей обшей формулой CH3(CH2CH2O)m где m=2-8,
М=175-190. Используется смесь монометиловых эфиров.
Азеотропная ректификация [3].
Метод азеотропной ректификации применим как
для смесей с малым коэффициентом относительной летучести, так и для
азеотропообразующих смесей (в том числе при составах, близких к
азеотропному). В отличии от экстрактивной, при азеотропной
ректификации разделяющий агент С образует с каким-либо компонентом
разделяемой смеси азеотроп с иным соотношением компонентов, нежели в исходной
смеси, если последняя является азеотропообразующей. В качестве разделяющих
агентов могут применяться вещества, образующие гомоазеотропы с компонентами А и
В (это могут быть азеотропы с максимумом или минимумом температур кипения),
либо гетероазеотропы, представляющие собой тройные смеси разделяемых
компонентов А и В с разделяющим агентом С. Во всех случаях один из компонентов
разделяемой смеси в колонне азеотропной ректификации может быть получен
в практически чистом виде.
На рис.1.3. изображена принципиальная схема
установки азеотропной ректификации при работе с разделяющим агентом С,
образующим с компонентом А гомоазеотроп с минимумом температуры кипения.
Разделяющий (азеотропообразующий) агент С подается в колонну 1 не выше точки
подачи исходной смеси А+В, чаще всего - вместе с исходной смесью. Сверху
колонны в виде гомоазеотропа отводятся пары смеси А+С, конденсируемые в
конденсаторе 3, а снизу - в качестве кубового остатка - практически чистый
компонент В. Гомоазеотроп из колонны азеотропной ректификации подлежит
разделению (в особом узле 2) на компонент А необходимой чистоты и разделяющий
агент С. Последний вновь возвращается в колонну азеотропной ректификации.

Рис.1.3. Схема установки для азеотропной
ректификации: 1- колонна для азеотропной ректификации, 2- узел разделения
компонентов А и С, 3- конденсатор, 4- кипятильник; I- охлаждающая вода, II- греющий пар, III-конденсат,
IV- восполнение потерь разделяющего
агента.
Наиболее сложным и энергоемким в схемах азеотропной
ректификации является узел разделения азеотропной смеси.
Несколько проще разделение смеси А+В с
помощью разделяющего агента, образующего гетероазеотроп. Последний
после его конденсации образует два жидких слоя с разными соотношениями
разделяемых компонентов в них. Это различие в составах двух слоев
сопровождается уменьшением требуемой разделительной способности самой
ректификационной колонны (и ее высоты) по сравнению с образованием
гомоазеотропа. Температура кипения гетероазеотропа всегда ниже, чем у
компонентов А и В.
Отличительная особенность гетероазеотропов - равенство состава
пара и брутто - состава жидкости.
Расслаивание и декантацию гетероазеотропной
смеси осуществляют во флорентийском сосуде, позволяющем раздельно выводить слои
легкой и тяжелой жидкости.
На рис.1.4 представлена схема установки для
гетероазеотропной ректификации, в качестве флегмы здесь используется слой жидкости после
расслаивания конденсата во флорентийском
сосуде. Исходная смесь А+В (поток 1) может быть и азеотропообразующей любого
состава, в том числе и близкого к азеотропному, она подается в колонну 1. Если
соотношение А/В в парах гетероазеотропной смеси больше, чем в исходной, то снизу из этой колонны в качестве
кубового продукта отводится высококипящий компонент В. Уходящие сверху колонны
пары тройного азеотропа конденсируются в конденсаторе 3. Расслоение конденсата
происходит во флорентийском сосуде 6. Это равновесное расслаивание наряду с
ректификацией дает значительный вклад в общий процесс разделения бинарной смеси
на чистые компоненты.
Один слой (верхний, с меньшим содержанием
компонента А) возвращается в колонну 1 в качестве флегмы. Второй слой (на схеме
- нижний, с большим содержанием компонента А) направляется в колонну 2.
Поскольку температура кипения гетероазеотропа меньше, нежели компонента А, то сверху
колонны 2 будут уходить пары гетероазеотропа. Они направляются в конденсатор 3'
- нередко он общий для двух колонн. Снизу
колонны 2 отводится продукт А заданной чистоты; последняя зависит от высоты
колонны 2, представляющей собой по сути отгонную колонну, в которой из жидкости отгоняется легколетучий гетероазеотроп.
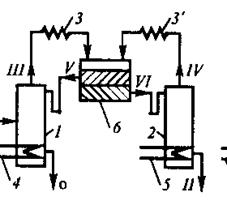
Рис. 1.4. Принципиальная схема установки
гетероазеотропной ректификации. 1,2- колонны, 3, 3'- конденсаторы, 4,5- кипятильники, 6-
флорентийский сосуд, I-исходная
смесь; о, II- кубовые остатки в колоннах 1 и 2
соответственно; III, IV- составы паров из колонн 1 и 2; V,VI- составы равновесных слоев жидкости.
Такой комплекс, в частности, используют для разделения
гетероазеотропных смесей типа н-бутиловый спирт - вода, винилацетат - вода,
масляный альдегид - вода.
Такой же комплекс применяется и для
разделения гомоазеотропных смесей с добавкой новых компонентов, образующих
гетероазеотропы с компонентами исходной смеси. Примером такого разделения может
служить гетероазеотропная осушка спиртов (этилового, изопропилового) в
присутствии углеводородов (бензола, толуола, гексана). Например, при
производстве изопропилового спирта его осушка может быть осуществлена на таком
комплексе при сочетании гетероазеотропной ректификации с расслаиванием [4].
1.3. ПРИМЕНЕНИЕ СЛОЖНЫХ КОЛОНН ДЛЯ
РАЗДЕЛЕНИЯ ЗЕТРОПНЫХ И АЗЕОТРОПНЫХ СМЕСЕЙ.
К сложным колоннам
относятся колонны с боковыми отборами, колонны с несколькими питаниями, а также
колонны с полностью или частично связанными (колонны с боковыми секциями)
тепловыми и материальными потоками. Использование сложных колонн как элементов
разделительного комплекса резко повышает число возможных вариантов организации
процесса разделения.
Комплексы со связанными
тепловыми потоками были исследованы применительно к разделению ряда
промышленных смесей.
Их использование на
установках газофракционирования для разделения смеси изо-С4, н-С4,
изо-С5, н-С5 позволяет уменьшить энергозатраты на
разделение приблизительно на 50 % [14].
Аналогичные результаты
может дать применение комплексов со связанными тепловыми потоками в установках
вторичной перегонки бензинов.
Колонны с выносными
отпарными секциями, широко распространенные в нефтепереработке (установки
первичной перегонки нефти, каталитического крекинга, разделения ароматических
углеводородов, первичной перегонки бензинов и др.), и колонны с выносными
укрепляющими секциями (например, комплексы для разделения воздуха с получением
азота, аргона и кислорода) следует классифицировать, как комплексы с частично
связанными тепловыми потоками. Промышленные комплексы с частично связанными
тепловыми потоками показаны на рис.1.5. Эти комплексы занимают промежуточное
место между комплексами со связанными тепловыми потоками и обычными схемами
ректификации. По схеме разделения–это или схемы последовательного отделения
тяжелых компонентов (колонны с выносными отпарными секциями) или схемы
последовательного отделения легких компонентов (колонны с выносными
укрепляющими секциями). Эти схемы имеют один общий дефлегматор и несколько
кипятильников (вместо кипятильников на установках первичной перегонки нефти
используют отпарку острым водяным паром) или один общий кипятильник и несколько
дефлегматоров. Энергетические затраты на разделение в комплексах с частично
связанными тепловыми потоками являются средними между затратами в комплексах с
полностью связанными тепловыми потоками.
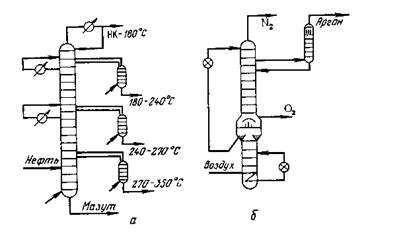
Рис. 1.5. Схемы
промышленных ректификационных комплексов с частично связанными тепловыми
потоками: а – с боковыми отпарными секциями для разделения сырой нефти на
фракции; б – с боковой укрепляющей секцией для разделения воздуха на кислород,
азот и аргон [14].
Недавно в литературе
появились сведения о возможности организации процесса экстрактивной
ректификации бинарных азеотропных смесей в одной сложной колонне с боковым
отбором. Этот способ позволяет уменьшить энергозатраты по сравнению с
классической схемой, но одновременно наблюдается снижение качества продуктовых
потоков.
В работе [15]
предлагается разделять бинарные азеотропные смеси новым способом экстрактивной
ректификации. В этом случае три компонента выделяются в различных частях
экстрактивной колонны (см. рис.1.6). Среднекипящий компонент отбирают в паровой
фазе в качестве бокового отбора. Этот способ может быть использован только в
том случае, если растворитель является высококипящим, что является типичной
ситуацией, с которой сталкиваются на практике. В качестве примера авторами [15]
рассмотрен процесс разделения смеси этанол - вода с использованием в качестве
экстрактивного агента этиленгликоля.
а б
Рис. 1.6. Типичный
процесс экстрактивной ректификации (а). Новый процесс экстрактивной
ректификации (б).
Предполагается, что этот способ может быть использован
для разделения других систем.
Методом вычислительного
эксперимента авторы провели сопоставление традиционного и нового вариантов. Для
расчета фазового равновесия они использовали уравнение NRTL. Число тарелок в
новой экстрактивной колонне было равно числу тарелок в первой колонне
традиционной схемы экстрактивной ректификации.
Авторами получены профили
концентраций компонентов по высоте колонны, которые существенно отличаются от
профилей в традиционной схеме.
Новый способ организации
процесса позволяет несколько снизить энергетические затраты. Однако при этом
снижается и качество продуктовых потоков, а при больших расходах ЭА содержание
его в продукте, отбираемом в виде бокового потока, ещё увеличивается.
Авторами [16] рассмотрены
схемы с полностью связанными тепловыми и материальными потоками.
Для осуществления тепловой связи между отдельными
двухсекционными колоннами каждая из них в точке питания и в концевых точках
соединяется со смежными колоннами противоположно направленными паровым и
жидкостным потоками (см. рис. 1.7).
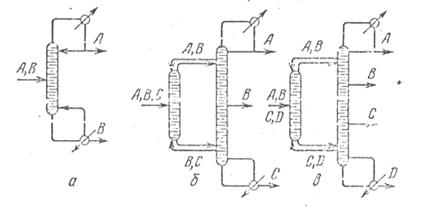
Рис.1.7. Схемы со
связанными тепловыми потоками и минимальным числом колонн для n=2-3.
При этом не только
снижаются суммарные термодинамические потери при теплопередаче, но и
уменьшается термодинамическая необратимость процесса (снижаются
термодинамические потери при смешении потоков на концах колонн). Это также
позволяет отказаться от всех дефлегматоров и кипятильников в точках вывода
промежуточных по летучести продуктов. В то же время исключаются соответствующие
затраты тепла и холода, при чем происходит не перенос этих нагрузок из одной
точки схемы в другую, а их взаимное погашение. При всех своих термодинамических
преимуществах способ ректификации с обратимым смешением потоков имеет один
существенный недостаток: с увеличением числа разделяемых компонентов резко
возрастает число секций.
Авторами рассмотрен ряд
примеров разделения промышленных смесей, показана экономическая эффективность
применения ректификационных систем со связанными тепловыми потоками:
1)
смесь этилбензола
и изомеров ксилола (орто-, мета-, пара-). Применение усовершенствованной схемы
позволяет на 50% сократить расход тепла и на 10% – капиталовложения;
2)
разделение ШФЛУ
на ЦГФУ (С2-С6). Сокращение нагрузки на кипятильники и
дефлегматоры на 48 и 38% соответственно и уменьшение числа кипятильников и
дефлегматоров с 12 до 6 шт;
3)
разделение
диэтилбензола – сырца;
4)
смесь
хлорметанов;
5)
смесь
ароматических углеводородов С9.
В первых четырех примерах
экономия энергии составляет 20-50%, причем в трех из них экономия близка к
максимальной; только при разделении диэтилбензола - сырца, когда
ректификационная система со связанными тепловыми потоками охватывает выделение
лишь части продуктов разделения, она снижается до 20%.
Экономический эффект
может быть значительно повышен, если объединить большее число двухсекционных
колонн. Сравнительно небольшая экономия энергии (40%), полученная в последнем,
пятом, примере при объединении в одну систему пяти двухсекционных колонн,
объясняется малой относительной летучестью одной пары компонентов по сравнению
с остальными.
В работе [17] исследовано
разделение эквимассовых трех-, четырех-, и пятикомпонентных смесей предельных
углеводородов С5-С9 при атмосферном давлении. Показано,
что с ростом числа продуктов разделения при ограниченном числе тарелок в
системе экономичность схем со связанными тепловыми и материальными потоками
(СТМП) прогрессивно снижается по сравнению со схемами с частично связанными
потоками и схемами с минимальным числом секций. Схемы с СТМП обладают
наибольшей эффективностью по сравнению со схемами из простых колонн при
относительно невысокой четкости разделения и содержании в исходной смеси не
менее 20%мас. среднелетучего компонента. Так, при сравнении различных схем
разделения смеси гексан–гептан–октан на три продукта (см. рис.1.8) в простых
(схемы 1 и 2) и сложных – с частично связанными (схема 3) и полностью
связанными (схема 4) потоками в при качестве продуктов 91,5 – 96,3%мас.
обеспечивается экономия тепла, подводимого в кипятильники колонн, на 11,6 –
27,7%.
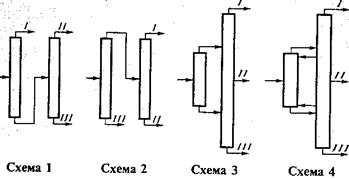
Рис.
1.8. Схемы разделения смеси на три продукта [17]. I-III – продукты.
На
примере разделения смеси гексан–гептан–октан–нонан показано, что при одинаковой
суммарной тепловой нагрузке кипятильников колонн схемы с полностью (схема 5
(см. рис. 1.9)) и частично связанными потоками (схема 4) обеспечивают четкость
разделения на 4 – 9% выше, чем схемы из простых колонн (схемы 1 –
3 (см. рис. 1.9)).
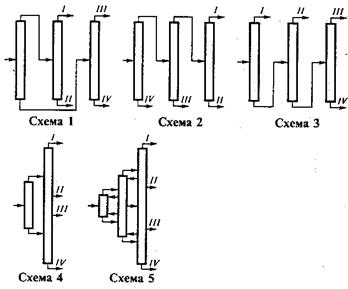
Рис. 1.9. Схемы
разделения смеси на четыре продукта [17]. I – IV — продукты.
2. ПОСТАНОВКА
ЗАДАЧИ ИССЛЕДОВАНИЯ.
Целью настоящей работы является определение
оптимальных рабочих параметров процесса экстрактивной ректификации
смеси ацетон-хлороформ азеотропного состава в сложной
колонне с боковой укрепляющей секцией. К таким параметрам
относятся температура и расход разделяющего агента, тарелки подачи исходной
смеси и экстрактивного агента, уровень отбора в боковую секцию и
величина бокового отбора. В качестве критерия оптимизации
использовали энергетические затраты в кипятильнике колонны.
Решение поставленной задачи осуществляли
путем вычислительного эксперимента с использованием программного
комплекса РRО-П.
3. РАСЧЕТНО-ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ.
3.1. Критерий оптимизации.
В качестве критерия оптимизации при подборе
оптимальной совокупности рабочих параметров процесса мы использовали
энергетические затраты в кубе колонны (Qкип).
При этом Qкип
рассчитывались исходя из уравнения общего теплового баланса сложной колонны с
боковой секцией, которое имеет вид следующий вид:
QF
+ QЭА + Qкип = QD1 + QD2 + QW
+ Qконд1 + Qконд2, (3.1)
где QF = F*CF*TF
– количество тепла, поступающее с потоком исходной смеси;
QЭА = РЭА*СЭА*ТЭА
– количество тепла, поступающее в колонну с потоком экстрактивного агента;
QD1 = D1*CD1*TD1
– количество тепла, отводимое с потоком дистиллята основной колонны;
QD2 = D2*CD2*TD2
– количество тепла, отводимое с потоком дистиллята боковой секции;
QW = W*CW*TW
– количество тепла, отводимое с кубовым потоком основной колонны;
Qконд1 = D1(R+1)r1
– количество тепла, отводимое при конденсации пара для создания потоков
дистиллята и флегмы в основной колонне;
Qконд2 = D2(R+1)r2
– количество тепла, отводимое при конденсации пара для получения потоков
дистиллята и флегмы в боковой секции.
Откуда затраты тепла в
кипятильнике:
Qкип
= QD1 + QD2 + QW + Qконд1 + Qконд2
– QF – QЭА (3.2)
или в развернутом виде:
Qкип = D1CD1TD1
+ D2CD2TD2 + WCWTW + D1(R1+1)r1
+ D2(R2+1)r2 –
– FCFTF
– PЭАСЭАТЭА. (3.3)
Потоки D1, D2 и W при
заданном качестве продуктов определяются из общего материального баланса и
зависят от количества и состава питания, а также от соотношения F:ЭА. Следовательно, теплосодержание
верхнего и нижнего продуктов основной колонны и дистиллята боковой секции также
зависят от этих величин.
Энергозатраты
на проведение процесса будут определяться температурой и расходом
экстрактивного агента, подаваемого в колонну, флегмовыми числами в основной
колонне (R1) и в боковой секции (R2). Величины R1 и R2 зависят от профиля концентраций в колонне, на формирование
которого в данном случае оказывает влияние не только положение тарелок подачи
исходной смеси и ЭА, его температура и расход, но и положение тарелки отбора
парового потока в боковую секцию и его количество.
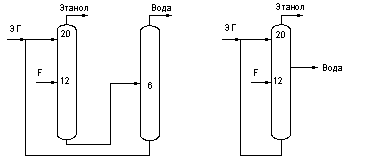
3.2.
Описание технологической схемы процесса.
Технологическая
схема состоит из одной сложной колонны с боковой укрепляющей секцией (рис.3.1).
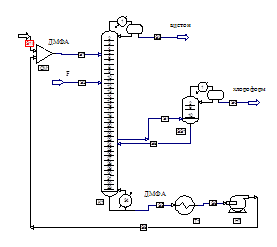
Рис.3.1. Экстрактивная ректификация смеси
ацетон-хлороформ в одной сложной колонне с боковой укрепляющей секцией.
В
верхнюю часть сложной колонны подается ЭА, а в среднюю часть - исходная смесь
ацетон–хлороформ. В качестве дистиллята основной колонны отбирается практически
чистый ацетон. Ниже тарелки питания происходит отбор парового потока в боковую
секцию. Поток жидкости из нижней части боковой секции возвращается в колонну на
ту же тарелку. В дистилляте боковой секции выделяется хлороформ. ДМФА извлекается в
кубе основной колонны и возвращается рециклом в ее верхнее сечение. Для восполнения потерь ЭА предусмотрена
подача некоторого свежего количества ДМФА.
3.3. Моделирование фазового
равновесия в системе ацетон – хлороформ – ДМФА.
Для расчета оптимальных рабочих параметров процесса
необходимо иметь данные о фазовом равновесии в исследуемой системе. Физико –
химические свойства чистых веществ приведены в таблице 3.1.
Таблица
3.1.
Физико – химические свойства компонентов.
| Компонент |
Структурная |
Молекулярная |
Ткип, |
Тпл, |
|
|
формула |
масса |
°C |
°C |
| Ацетон |
CH3COCH3
|
58,08 |
56,1 |
-94,6 |
| Хлороформ |
CHCl3
|
119,38 |
61,1 |
-63,5 |
| ДМФА |
HCON(CH3)2
|
73,09 |
153,0 |
-61,0 |
В смеси
ацетон – хлороформ имеется азеотроп с максимумом температуры кипения (Тазкип=63,93ºC, содержание ацетона 22% мас.) [21].
Равновесие жидкость-пар в системе ацетон-ДМФА экспериментально исследовано в
работе [22]. Для моделирования фазового равновесия использовали уравнение NRTL, параметры которого приведены в
[23].
3.4. Расчет
оптимальных рабочих параметров.
При фиксированном
количестве, составе, температуре исходной смеси энергозатраты в кубе сложной
колонны с боковой секцией определяются несколькими параметрами, а именно:
флегмовыми числами в основной колонне и боковой секции, температурой и расходом
экстрактивного агента.
Флегмовые числа в
основной колонне и боковой секции зависят от количества потока, отбираемого в
боковую секцию и положения тарелок питания и отбора.
В колонну экстрактивный
агент обычно подают при температуре, близкой к температуре кипения дистиллята,
которым в нашем случае является практически чистый ацетон. Проведенные ранее
расчеты для экстрактивной ректификации данной смеси промышленного состава
показали, что с увеличением температуры подачи в колонну ДМФА энергозатраты в
кипятильнике снижаются. Например, при увеличении ТЭА с 50 до 60ºC сокращение энергозатрат составляет
около 4%, а при увеличении ТЭА с 60 до 70ºC- уже около 3%. При дальнейшем росте
ТДМФА снижение энергозатрат на каждые 10ºC еще меньше. С другой стороны, чем
при более высокой температуре ДМФА подается в экстрактивную колонну, тем меньше
тепла можно получить за счет его охлаждения. Таким образом, для точного
определения температуры подачи ДМФА в колонну необходимо провести технико-экономический
расчет схемы. На данном этапе для снижения размерности задачи оптимизации мы
приняли ТЭА=60ºC, что
позволит использовать его тепло в производственных нуждах, например для
подогрева исходной смеси.
Таким образом, для
обеспечения минимальных энергозатрат в кубе основной колонны нам необходимо
найти оптимальное сочетание следующих рабочих параметров процесса:
1)
удельного расхода
экстрактивного агента;
2)
положения тарелок
питания и отбора в боковую секцию;
3)
количества
потока, отбираемого в боковую секцию.
Так как все эти параметры
взаимосвязаны между собой, мы проводили расчеты в несколько этапов. Количество
исходной смеси составило 100 кг/ч, концентрация ацетона в питании 22% массовых
( азеотропный состав). Эффективность основной колонны- 34 т.т., эффективность
боковой секции- 10 т.т. Концентрация ацетона в продуктовом потоке - 99,5 %
мас., хлороформа- 99,9 % мас., ДМФА- 99,9 % мас. Расчет фазового равновесия
проводили по модели NRTL, параметры
которой приведены в [18].
Сначала мы провели расчет,
целью которого было определение оптимального положения тарелок питания и отбора
при соотношении F:ЭА = 1:3,5 и
количестве БО=150 кг/час.
Результаты расчета
представлены в Приложении 1 и таблице 3.2.
Таблица 3.2.
Определение оптимального
положения тарелок питания и отбора в сложной колонне.
F:ЭА = 1:3,5; БО=150 кг/ч; TЭА=60ºC.
|
NЭА/NF/NБО
|
R1
|
R2
|
Тепловые
нагрузки,МДж/ч |
|
|
|
|
Qконд1
|
Qконд2
|
Qкип
|
| 4/11/23 |
1,96 |
1,50 |
-32,6 |
-48,2 |
153,3 |
|
4/11/24
|
1,42
|
1,74
|
-26,8
|
-52,9
|
152,1
|
| 4/11/25 |
1,23 |
1,99 |
-24,7 |
-57,7 |
154,8 |
| 4/12/24 |
1,55 |
1,72 |
-28,1 |
-52,5 |
153,1 |
| 5/10/24 |
1,82 |
1,69 |
-31,1 |
-51,8 |
155,3 |
| 5/10/25 |
1,54 |
1,95 |
-27,6 |
-56,9 |
157,3 |
|
5/11/24
|
1,58
|
1,72
|
-28,4
|
-52,4
|
153,3
|
| 5/11/25 |
1,26 |
1,99 |
-24,9 |
-57,6 |
155,0 |
| 5/12/25 |
1,22 |
2,00 |
-24,4 |
-57,7 |
154,6 |
|
6/11/24
|
2,07
|
1,65
|
-33,9
|
-51,1
|
157,4
|
Видно, что флегмовое
число в основной колонне зависит как от протяженности экстрактивной зоны, так
и от положения тарелки отбора в БС. Флегмовое число в БС определяется главным
образом уровнем отбора в нее потока из основной колонны. Причем, чем ниже
осуществляется отбор, тем больше R в
боковой колонне. Таким образом, из таблицы 3.2 видно, что наименьшие
энергозатраты обеспечиваются при NЭА/NF/NБО= 4/11/24.
Далее мы исследовали
влияние на энергозатраты количества отбираемого в боковую секцию потока при
фиксированном соотношении F:ЭА=1:3,5,
причем мы рассмотрели несколько наборов NЭА/NF/NБО. Результаты расчетов представлены в
Приложении 2, таблицах 3.3 и 3.4.
Таблица 3.3.
Влияние количества
потока, отбираемого в боковую секцию на энергозатраты.
TЭА= 60ºC, F: ЭА = 1: 3,5, NЭА/NF/NБО= 4/12/24.
| Количество |
R1
|
R2
|
Тепловые
нагрузки,МДж/ч |
| БО,
кг/ч |
|
|
Qконд1
|
Qконд2
|
Qкип
|
| 150 |
1,55 |
1,72 |
-28,1 |
-52,5 |
153,1 |
| 145 |
1,69 |
1,63 |
-29,7 |
-50,7 |
152,9 |
|
140
|
1,85
|
1,54
|
-31,5
|
-48,9
|
152,8
|
| 135 |
2,03 |
1,44 |
-33,4 |
-47,0 |
152,9 |
| 130 |
2,25 |
1,34 |
-35,9 |
-45,0 |
153,4 |
| 125 |
2,52 |
1,23 |
-38,8 |
-42,9 |
154,3 |
| 120 |
3,27 |
1,07 |
-47,1 |
-39,9 |
159,5 |
Из таблицы 3.3 видно, что
с уменьшением количества потока, отбираемого в боковую секцию, энергозатраты в
кубе колонны уменьшаются и достигают минимального значения при БО=140 кг/ч, а
затем начинают возрастать. При уменьшении БО со 150 до 140 кг/ч происходит
незначительное увеличение флегмового числа в основной колонне и Qконд1
и уменьшение флегмового числа в боковой секции и Qконд2. И в
результате мы имеем снижение энергозатрат в кубе основной колонны.
При дальнейшем уменьшении
количества БО со 140 до 120 кг/ч происходит значительный рост флегмового числа
в основной колонне, и Qконд1 увеличивается на 15,6 МДж/ч. Qконд2
при этом снижается всего лишь на 9 МДж/ч. В результате мы имеем увеличение Qкип
на 6,7 МДж/ч. Для большей наглядности по результатам расчетов, представленных в
предыдущей таблице, построен график зависимости энергозатрат от количества
потока, отбираемого в боковую секцию (см. рис.3.2.)
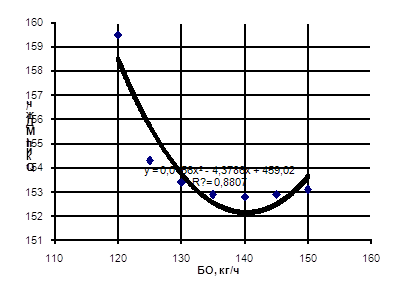
Рис.3.2. Зависимость
энергозатрат от количества потока, отбираемого в боковую секцию.
TЭА= 60ºC, F: ЭА = 1: 3,5, NЭА/NF/NБО= 4/12/24.
Таблица 3.4.
Оптимальное количество БО
в зависимости от положения тарелок питания и отбора.
TЭА=60ºC, F:ЭА=1:3,5.
|
|
Оптимальное |
|
|
Тепловые
нагрузки,МДж/ч |
|
NЭА/NF/NБО
|
количество |
R1
|
R2
|
Qконд1
|
Qконд2
|
Qкип
|
|
|
БО,
кг/ч |
|
|
|
|
|
| 4/10/24 |
120 |
1,91 |
1,22 |
-32,1 |
-42,7 |
147,3 |
| 4/11/23 |
160 |
1,65 |
1,67 |
-29,2 |
-51,5 |
153,2 |
| 4/11/24 |
120 |
1,91 |
1,22 |
-32,1 |
-42,7 |
147,3 |
| 4/11/25 |
142 |
1,24 |
1,85 |
-24,8 |
-55,0 |
152,3 |
| 4/12/24 |
140 |
1,85 |
1,54 |
-31,5 |
-48,9 |
152,8 |
| 5/10/24 |
115 |
2,56 |
1,06 |
-39,3 |
-39,7 |
151,5 |
| 5/10/25 |
138 |
1,57 |
1,74 |
-28,4 |
-52,9 |
153,7 |
| 5/11/23 |
160 |
1,88 |
1,64 |
-31,8 |
-50,9 |
155,2 |
| 5/11/24 |
118 |
2,25 |
1,15 |
-35,8 |
-41,3 |
149,6 |
| 5/11/25 |
141 |
1,29 |
1,83 |
-25,2 |
-54,6 |
152,2 |
| 5/12/25 |
141 |
1,28 |
1,83 |
-25,2 |
-54,6 |
152,2 |
| 6/11/24 |
150 |
2,07 |
1,65 |
-33,9 |
-51,1 |
157,4 |
Из таблицы 3.4 видно, что
оптимальная величина БО в значительной степени зависит от уровня отбора в БС.
При фиксированном положении тарелок подачи питания и ЭА наименьшая оптимальная
величина БО наблюдается при отборе парового потока с 24 т. т.
На последнем этапе мы
исследовали влияние количества потока, отбираемого в боковую секцию, на
величину оптимального расхода ДМФА и на энергозатраты для тех же наборов NЭА/NF/NБО. Результаты расчетов представлены в Приложении 3 и таблице
3.5.
Таблица 3.5.
Влияние количества БО на
величину оптимального расхода ЭА при TЭА= 60ºC.
| Количество |
Оптимальный |
|
|
Тепловые
нагрузки,МДж/ч |
| БО, |
расход
ДМФА, |
R1
|
R2
|
Qконд1
|
Qконд2
|
Qкип
|
| кг/ч |
кг/ч |
|
|
|
|
|
|
NЭА/NF/NБО
= 4/10/24
|
|
120
|
350
|
1,91
|
1,22
|
-32,1
|
-42,7
|
147,3
|
| 130 |
350 |
1,88 |
1,37 |
-31,8 |
-45,6 |
149,9 |
| 150 |
320 |
2,27 |
1,53 |
-36,0 |
-48,8 |
151,0 |
| 170 |
310 |
2,03 |
1,79 |
-33,4 |
-53,8 |
151,4 |
|
NЭА/NF/NБО
= 4/11/23
|
| 160 |
340 |
1,94 |
1,61 |
-32,4 |
-50,3 |
153,1 |
| 170 |
330 |
1,89 |
1,72 |
-31,9 |
-52,4 |
152,6 |
|
180
|
330
|
1,65
|
1,88
|
-29,3
|
-55,4
|
153,0
|
| 190 |
320 |
1,69 |
1,98 |
-29,6 |
-57,3 |
153,2 |
|
NЭА/NF/NБО
= 4/11/24
|
|
120
|
350
|
1,91
|
1,22
|
-32,1
|
-42,7
|
147,3
|
| 130 |
350 |
1,76 |
1,40 |
-30,5 |
-46,2 |
149,2 |
| 140 |
340 |
1,84 |
1,51 |
-31,3 |
-48,4 |
150,1 |
| 150 |
330 |
1,84 |
1,62 |
-31,3 |
-50,5 |
150,1 |
| 170 |
310 |
1,85 |
1,82 |
-31,5 |
-54,3 |
149,9 |
| 180 |
300 |
1,91 |
1,90 |
-32,1 |
-55,9 |
150,1 |
| 200 |
290 |
1,80 |
2,14 |
-30,9 |
-60,4 |
151,2 |
|
NЭА/NF/NБО
= 4/11/25
|
|
142
|
320
|
1,82
|
1,69
|
31,1
|
51,9
|
149,2
|
| 160 |
300 |
1,98 |
1,86 |
-32,9 |
55,2 |
150,1 |
| 180 |
280 |
2,14 |
2,02 |
-34,6 |
-58,2 |
150,7 |
| 200 |
270 |
2,03 |
2,24 |
-33,4 |
-62,5 |
151,6 |
|
NЭА/NF/NБО
= 4/12/24
|
| 140 |
350 |
1,85 |
1,54 |
-31,4 |
-48,9 |
152,8 |
| 150 |
340 |
1,80 |
1,66 |
-30,9 |
-51,2 |
152,5 |
| 160 |
330 |
1,74 |
1,77 |
-30,3 |
-53,3 |
152,0 |
| 170 |
320 |
1,72 |
1,87 |
-30,0 |
-55,3 |
151,5 |
|
180
|
310
|
1,72
|
1,96
|
-30,1
|
-57,1
|
151,3
|
| 190 |
300 |
1,79 |
2,04 |
-30,8 |
-58,7 |
151,5 |
|
NЭА/NF/NБО
= 5/10/24
|
|
115
|
350
|
2,52
|
1,07
|
-38,8
|
-39,8
|
151,1
|
| 125 |
360 |
2,01 |
1,31 |
-33,2 |
-44,5 |
152,3 |
| 150 |
330 |
2,37 |
1,55 |
-37,1 |
-49,1 |
154,5 |
|
NЭА/NF/NБО
= 5/10/25
|
|
138
|
330
|
2,10
|
1,63
|
-34,1
|
-50,6
|
153,0
|
| 148 |
320 |
2,21 |
1,74 |
-35,4 |
-52,7 |
154,3 |
|
NЭА/NF/NБО
= 5/11/24
|
|
118
|
350
|
2,25
|
1,15
|
-35,8
|
-41,3
|
149,6
|
| 128 |
360 |
1,74 |
1,39 |
-30,2 |
-46,1 |
150,9 |
| 138 |
350 |
1,87 |
1,51 |
-31,7 |
-48,3 |
152,5 |
| 150 |
330 |
2,12 |
1,58 |
-34,4 |
-49,8 |
152,5 |
|
NЭА/NF/NБО
= 5/11/25
|
|
141
|
330
|
1,77
|
1,72
|
-30,5
|
-52,3
|
151,1
|
| 160 |
310 |
1,91 |
1,92 |
-32,1 |
-56,1 |
152,3 |
| 180 |
290 |
2,00 |
2,08 |
-33,1 |
-59,4 |
152,5 |
|
NЭА/NF/NБО
= 5/12/25
|
|
141
|
340
|
1,52
|
1,78
|
-27,8
|
-53,5
|
151,6
|
| 151 |
320 |
1,99 |
1,81 |
-33,0 |
-54,1 |
153,3 |
|
NЭА/NF/NБО
= 6/11/24
|
| 150 |
340 |
2,39 |
1,58 |
-37,4 |
-49,7 |
157,4 |
| 160 |
330 |
2,34 |
1,69 |
-36,8 |
-51,8 |
156,9 |
| 170 |
320 |
2,33 |
1,79 |
-36,6 |
-53,7 |
156,6 |
|
180
|
320
|
2,03
|
1,96
|
-33,4
|
-56,9
|
156,5
|
| 190 |
310 |
2,08 |
2,04 |
-33,9 |
-58,6 |
156,7 |
Расчеты показали, что
оптимальный расход ДМФА уменьшается с увеличением количества потока,
отбираемого в БС. Однако это не снижает энергозатраты в кипятильнике, а
наоборот, приводит к некоторому их росту. Для того, чтобы объяснить этот факт,
рассмотрим в качестве примера как изменяется вклад различных составляющих в
величину критерия оптимизации при увеличении БО для NЭА/NF/NБО= 4/11/24. Данные представлены в
таблице 3.6.
Таблица 3.6.
Значение слагаемых в
критерии оптимизации в зависимости от величины БО при NЭА/NF/NБО= 4/11/24.
| Количество |
Оптимальный |
Q,D1
|
QD2,
|
Qконд1,
|
Qконд2,
|
QW,
|
QF,
|
QЭА,
|
|∆Qконд2|+
|
|∆QW|,
|
Qкип,
|
| БО, |
расход
ДМФА, |
МДж/ч |
МДж/ч |
МДж/ч |
МДж/ч |
МДж/ч |
МДж/ч |
МДж/ч |
+|∆QЭА|,
|
МДж/ч |
МДж/ч |
| кг/ч |
кг/ч |
|
|
|
|
|
|
|
МДж/ч |
|
|
| 120 |
350 |
2,7 |
4,6 |
32,1 |
42,7 |
116,2 |
8,0 |
43,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
6,9 |
3,0 |
147,3 |
| 140 |
340 |
2,7 |
4,6 |
31,3 |
48,4 |
113,2 |
8,0 |
42,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
150,1 |
| 170 |
310 |
2,7 |
4,6 |
31,5 |
54,3 |
103,2 |
8,0 |
38,5 |
9,6 |
10,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
149,9 |
| 200 |
290 |
2,7 |
4,6 |
30,9 |
60,4 |
96,5 |
8,0 |
36,0 |
8,6 |
6,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
151,2 |
Запишем еще раз критерий
оптимизации и определим факторы, влияющие на Qкип при изменении БО и расхода ДМФА.

Поскольку состав,
количество и температура исходной смеси у нас фиксированы, то ее
теплосодержание QF
является величиной постоянной. Качество продуктовых потоков у нас также задано.
Их величина определяется материальным балансом и является постоянной величиной
при заданном составе и количестве исходной смеси. Поэтому теплосодержание
дистиллятных потоков основной и боковой колонн ( QD1 и QD2)
не зависит от величины БО и удельного расхода ДМФА. Флегмовое число и,
соответственно тепловая нагрузка на конденсатор основной колонны Qконд1 практически не изменяются.
Флегмовое число и
тепловая нагрузка на конденсатор БС Qконд2
увеличиваются с ростом величины отбора в БС.
При увеличении БО
уменьшается величина оптимального расхода ЭА, а следовательно, уменьшается
количество тепла QЭА, которое он приносит в колонну.
Таким образом, Qконд2 и QЭА- это два фактора, которые способствуют увеличению Qкип.
Вместе с тем, при
уменьшении расхода ДМФА уменьшается величина кубового потока, а следовательно,
уменьшается количество тепла, которое он уносит с собой из колонны QW. Этот фактор способствует снижению Qкип.
При увеличении БО со 120
до 140 кг/ч суммарное изменение первых двух факторов составляет 6,9 МДж/ч, а
уменьшение QW – 3,0 МДж/ч. В результате Qкип увеличивается. При увеличении БО со
140 до 170 кг/ч суммарное изменение Qконд2 и QЭА приблизительно равно уменьшению QW, поэтому Qкип практически не изменяется. Далее при увеличении БО со 170 до
200 кг/ч происходит незначительное увеличение Qкип, так как суммарное изменение Qконд2 и QЭА несколько больше снижения QW.
Из проведенных нами расчетов видно, что минимальное
энергопотребление обеспечивается при следующих значениях рабочих параметров:
1)
оптимальное
положение тарелок питания и отбора NЭА/NF/NБО = 4/11/24;
2)
количество
потока, отбираемого в боковую секцию 120 кг/ч;
3)
соотношение F:ЭА = 1:3,5;
4)
флегмовое число в
основной колонне 1,9;
5)
флегмовое число в
боковой секции 1,2.
Энергозатраты на разделение 100 кг/ч исходной смеси
составляют 147,3 МДж/ч, потери ДМФА 0,22 г/кг исх. смеси.
В таблице 3.7 приведены оптимальные рабочие параметры и
энергопотребление двухколонного комплекса (традиционная схема) ЭР смеси ацетон
- хлороформ азеотропного состава и сложной колонны с боковой секцией.
Таблица 3.7.
Оптимальные рабочие параметры и энергопотребление
двухколонного комплекса ЭР смеси ацетон - хлороформ азеотропного состава и СК с
БС.
| Двухколонный
комплекс |
СК
с БС |
| F:ЭА
= 1: 3,5 |
F:ЭА
= 1: 3,5 |
|
NЭА/NF
= 4/10
|
NЭА/NF/NБО
= 4/11/24
|
| R
в экстр. колонне 2,2 |
R
в основной колонне 1,9 |
| R
в колонне регенерации 3,6 |
R
в боковой колонне 1,2 |
|
Qкипсум=198,9
МДж/ч
|
Qкип=147,3
МДж/ч
|
|
∆Qкип=25,9
%
|
Видно, что оптимальный удельный расход ДМФА и положение
тарелок подачи питания и ЭА практически совпадают для обеих схем.
Следовательно, результаты параметрической оптимизации экстрактивной колонны
традиционной схемы, могут служить хорошим начальным приближением при подборе
оптимальных рабочих параметров СК с БС. Флегмовое число в основной колонне
несколько меньше, чем в экстрактивной колонне традиционной схемы. Вероятно, это
связано с тем, что роль дополнительной флегмы выполняет поток жидкости,
возвращаемый из БС в основную колонну. Выделение хлороформа в боковой секции СК
требует существенно меньшего количества флегмы, чем в колонне регенерации
традиционной схемы. Это связано с тем, что в БС поступает паровой поток с
высокой концентрацией хлороформа (≈75% мас.), а в колонну регенерации
поступает его сильно разбавленная смесь с ЭА (концентрация ЭА > 80% мас.).
Видно, что затраты тепла в кубе сложной колонны меньше
суммарных энергозатрат в кипятильниках двухколонного комплекса. Снижение
энергоемкости составляет 25,9%.
4. ВЫВОДЫ.
Таким образом:
1)
определены
оптимальные по критерию энергозатрат рабочие параметры ЭР смеси ацетон -
хлороформ азеотропного состава в СК с боковой укрепляющей секцией;
2)
установлено, что
результаты параметрической оптимизации экстрактивной колонны традиционной схемы
являются хорошим приближением для параметрической оптимизации СК с БС;
3)
показано, что
проведение ЭР смеси ацетон – хлороформ азеотропного состава в сложной колонне с
боковой укрепляющей секцией обеспечивает снижение энергоемкости процесса на
25,9% по сравнению с двухколонным комплексом.
5. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.
1.
А.с. №1366173 Способ разделения смеси ацетон-хлороформ
азеотропного состава /Павленко Т.Г., Фролкова А.К., Пирог Л.А.,
Кареева В.М., Тимофеев В.С. -1988 г.
2.
Патент №2207896 Способ разделения смеси ацетон-хлороформ азеотропного
состава экстрактивной ректификацией / Тимошенко А.В., Анохина Е.А., Тимофеев
В.С. — Приоритет от 21.03.2002, опубл. 10.07.2003, бюл.
№ 19.
3.
Айнштейн В.Г.,
Захаров М.К., Носов Г. А. и др. Общий курс процессов и аппаратов химической
технологии, в 2 книгах, книга 2. Под ред. проф. Айнштейна В.Г. М.: Химия,
2000. 1760 с.
4.
Тимофеев В.С.,
Серафимов Л.А. Принципы и технологии основного органического и нефтехимического
синтеза. М.: «Высшая школа» 2003. –536 с.
5.
Коган В.Б.
Азеотропная и экстрактивная ректификация. - Л.: Химия, 1971, 432 с.
6.
Патент №2091362
Способ получения изопрена / Чуркин В.Н., Павлов С.Ю., Суровцев А.А., Карпов
О.П., Бубенков В.П., Павлов О.С., Тульчинский Э.А., БИ №27, 1997.
7.
Патент 976630
Способ очистки изопрена / Чуркин В.Н., Горшков В.А., Елифантьева Н.В., Бутин
В.И., №2986343/04; Заявл. 20.06.1980; опубл.27.07.2000
8.
Балашов А.Л.,
Чубаров С.М., Авдошин Г.А. Способ выделения и очистки 1,3-диоксолана.
Нижегородский технический университет-1997, № 1.
9.
А.с. №686266,
Горшков В.А., Кузнецов С.Г., Павлов С.Ю., Беляев В.А., Серова Н.В., Васильев
Г.И., Шестовский Г.П., Малов Е.А. Способ разделения смесей близкокипящих
углеводородов, БИ № 26, 1996.
10.
А.с. № 726821,
Горшков В.А., Кузнецов С.Г., Павлов С.Ю., Беляев В.А., Серова Н.В., Васильев
Г.И., Шестовский Г.П., Малов Е.А. Способ разделения углеводородов С4-С5,
БИ № 26, 1996.
11.
Процесс извлечения
пентафторэтана, № 6-19 3066 (Япония), НПК 203/57, 1999.
12.
Патент № 2157360,
Трофимов В.Н., Пантук Б.И., Деревцов В.И. Способ очистки бензола от
непредельных углеводородов, № 99118148, 2000.
13.
Патент № 2145590,
Голубев Ю.Д., Рыбаков И.И., Спорова Л.Г., Орехов О.В., Пирогова Н.Л., Шеин А.В.
Способ выделения ароматических углеводородов из смесей с неароматическими. БИ №
5,2000.
14.
Петлюк
Ф.Б.,Серафимов Л.А. Многокомпонентная ректификация. Теория и расчет: М., Химия,
1983. Серия «Процессы и аппараты химической и нефтехимической технологии». 304
с.
15.
Рудавин В.С.
Разработка технологии разделения ароматических изомеров на примере получения
монитрохлорбензолов. Дисс. канд. техн. наук. М.: МИТХТ, 1988.
16.
Петлюк Ф.Б.,
Платонов В.М., Аветьян В.С. Оптимальные схемы ректификации многокомпонентных
смесей, ХП, №11,1966, с.65-68.
17.
Деменков В.Н.
Схемы фракционирования смесей в сложных колоннах. // Химия и технология топлив
и масел. – 1997, №2, с.6–8.
18.
Рид Р., Шервуд
Т., Праусниц Дж. Свойства газов и жидкостей. Л, Химия,1982, 592 с.
19.
Термодинамика
равновесия жидкость-пар/ под ред. А.Г. Морачевского- Л., Химия, 1989, 344 с.
20.
Химическая
энциклопедия в пяти томах, 1, 2, 5. М: Изд. «Советская энциклопедия», 1990.
21.
Огородников С.К.,
Лестева Т.М., Коган В.Б. Азеотропные смеси. Справочник. Под ред. проф. Когана
В.Б. Изд. «Химия», Л. 1971.
22.
Пирог Л.А. Оценка
эффективности агентов при разделении неидеальных смесей экстрактивной
ректификацией. Дисс. …канд. …техн. наук. – М.: МИТХТ, 1987.
23.
Хассиба Бюннес
Закономерности разделения азеотропных смесей в присутствии селективных
разделяющих агентов. Дисс. … к.т.н. – Москва, МИТХТ, 2002.
ПРИЛОЖЕНИЯ.
Приложение 1.
Определение оптимального
положения тарелок питания и отбора.
F:ЭА=1:3,5; Количество БО=150 кг/час
|
NЭА/NF/NБО
|
R1
|
R2
|
Тепловые нагрузки,МДж/ч |
|
|
|
|
Qконд1
|
Qконд2
|
Qкип
|
| 4/10/23 |
2,01 |
1,49 |
-33,2 |
-48,0 |
153,7 |
|
4/10/24
|
1,59
|
1,72
|
-28,6
|
-52,4
|
153,5
|
| 4/10/25 |
1,40 |
1,97 |
-26,5 |
-57,2 |
156,2 |
|
4/11/23
|
1,96
|
1,50
|
-32,6
|
-48,2
|
153,3
|
|
4/11/24
|
1,42
|
1,74
|
-26,8
|
-52,9
|
152,1
|
|
4/11/25
|
1,23
|
1,99
|
-24,7
|
-57,7
|
154,8
|
| 4/12/23 |
2,71 |
1,42 |
-40,9 |
-46,6 |
159,9 |
|
4/12/24
|
1,55
|
1,72
|
-28,1
|
-52,5
|
153,1
|
| 4/12/25 |
1,21 |
2,00 |
-24,4 |
-57,7 |
154,6 |
|
|
|
|
|
|
|
| 5/10/23 |
2,51 |
1,44 |
-38,7 |
-47,0 |
158,1 |
|
5/10/24
|
1,82
|
1,69
|
-31,1
|
-51,8
|
155,3
|
|
5/10/25
|
1,54
|
1,95
|
-27,6
|
-56,9
|
157,3
|
| 5/11/23 |
1,30 |
1,99 |
-25,4 |
-57,5 |
155,3 |
|
5/11/24
|
1,58
|
1,72
|
-28,4
|
-52,4
|
153,3
|
|
5/11/25
|
1,26
|
1,99
|
-24,9
|
-57,6
|
155,0
|
|
5/12/25
|
1,22
|
2,00
|
-24,4
|
-57,7
|
154,6
|
|
|
|
|
|
|
|
| 6/10/24 |
2,50 |
1,59 |
-38,5 |
-50,0 |
161,0 |
| 6/10/25 |
2,08 |
1,88 |
-34,0 |
-55,5 |
161,9 |
|
6/11/24
|
2,07
|
1,65
|
-33,9
|
-51,1
|
157,4
|
| 6/11/25 |
1,67 |
1,94 |
-29,4 |
-56,6 |
158,4 |
| 6/12/24 |
2,09 |
1,65 |
-34,1 |
-51,0 |
157,6 |
| 6/12/25 |
1,56 |
1,95 |
-28,2 |
-56,8 |
157,5 |
Приложение 2.
Влияние количества потока, отбираемого в боковую секцию на
энергозатраты.
TЭА= 60ºC, F:ЭА = 1:3,5.
| Количество |
R1
|
R2
|
Тепловые нагрузки,МДж/ч |
| БО, кг/ч |
|
|
Qконд1
|
Qконд2
|
Qкип
|
|
NЭА/NF/NБО = 4/10/24
|
| 150 |
1,59 |
1,72 |
-28,6 |
-52,4 |
153,5 |
| 140 |
1,71 |
1,55 |
-30,2 |
-49,2 |
151,9 |
| 130 |
1,87 |
1,38 |
-31,7 |
-45,9 |
150,1 |
| 125 |
1,91 |
1,30 |
-32,1 |
-44,3 |
148,9 |
|
120
|
1,91
|
1,22
|
-32,1
|
-42,7
|
147,3
|
| 119 |
2,02 |
1,19 |
-33,3 |
-42,1 |
147,9 |
|
NЭА/NF/NБО = 4/11/23
|
| 170 |
1,44 |
1,83 |
-27,0 |
-54,5 |
154,0 |
|
160
|
1,65
|
1,67
|
-29,2
|
-51,5
|
153,2
|
| 150 |
1,96 |
1,50 |
-32,6 |
-48,2 |
153,3 |
| 145 |
2,17 |
1,41 |
-35,0 |
-46,4 |
153,8 |
| 140 |
2,48 |
1,30 |
-38,4 |
-44,4 |
155,3 |
| 135 |
3,15 |
1,17 |
-45,8 |
-41,8 |
160,1 |
|
NЭА/NF/NБО = 4/11/24
|
| 180 |
1,17 |
2,18 |
-24,0 |
-61,4 |
157,9 |
| 150 |
1,42 |
1,74 |
-26,8 |
-52,9 |
152,1 |
| 140 |
1,61 |
1,57 |
-28,8 |
-49,5 |
150,9 |
| 130 |
1,76 |
1,40 |
-30,5 |
-46,2 |
149,2 |
| 125 |
1,80 |
1,31 |
-30,9 |
-44,5 |
148,0 |
|
120
|
1,91
|
1,22
|
-32,1
|
-42,7
|
147,3
|
|
NЭА/NF/NБО = 4/11/25
|
| 150 |
1,23 |
1,99 |
-24,7 |
-57,7 |
154,8 |
| 145 |
1,24 |
1,90 |
-24,8 |
-56,0 |
153,3 |
| 144 |
1,25 |
1,89 |
-24,8 |
-55,6 |
153,0 |
| 143 |
1,25 |
1,87 |
-24,8 |
-55,3 |
152,6 |
|
142
|
1,24
|
1,85
|
-24,8
|
-55,0
|
152,3
|
|
NЭА/NF/NБО = 4/12/24
|
| 150 |
1,55 |
1,72 |
-28,1 |
-52,5 |
153,1 |
|
140
|
1,85
|
1,54
|
-31,5
|
-48,9
|
152,8
|
| 135 |
2,03 |
1,44 |
-33,4 |
-47,0 |
152,9 |
| 130 |
2,25 |
1,34 |
-35,9 |
-45,0 |
153,4 |
| 125 |
2,52 |
1,23 |
-38,8 |
-42,9 |
154,3 |
| 120 |
3,27 |
1,07 |
-47,1 |
-39,9 |
159,5 |
|
NЭА/NF/NБО = 5/10/24
|
| 150 |
1,82 |
1,69 |
-31,1 |
-51,8 |
155,3 |
| 140 |
2,05 |
1,51 |
-33,6 |
-48,4 |
154,5 |
| 130 |
2,31 |
1,33 |
-36,5 |
-44,9 |
153,8 |
| 120 |
2,54 |
1,15 |
-39,0 |
-41,4 |
152,9 |
|
115
|
2,56
|
1,06
|
-39,3
|
-39,7
|
151,5
|
|
NЭА/NF/NБО = 5/10/25
|
| 150 |
1,54 |
1,95 |
-27,6 |
-56,9 |
157,3 |
| 140 |
1,57 |
1,78 |
-28,3 |
-53,5 |
154,3 |
|
138
|
1,57
|
1,74
|
-28,4
|
-52,9
|
153,7
|
|
NЭА/NF/NБО = 5/11/24
|
| 150 |
1,58 |
1,72 |
-28,4 |
-52,4 |
153,3 |
| 140 |
1,82 |
1,54 |
-31,1 |
-49,0 |
152,6 |
| 130 |
2,09 |
1,36 |
-34,0 |
-45,4 |
151,9 |
| 120 |
2,27 |
1,18 |
-36,0 |
-41,9 |
150,5 |
| 119 |
2,32 |
1,16 |
-36,6 |
-41,5 |
150,6 |
|
118
|
2,25
|
1,15
|
-35,8
|
-41,3
|
149,6
|
|
NЭА/NF/NБО = 5/11/25
|
| 150 |
1,26 |
1,99 |
-24,9 |
-57,6 |
155,0 |
| 145 |
1,27 |
1,90 |
-25,1 |
-55,9 |
153,5 |
| 143 |
1,27 |
1,87 |
-25,1 |
-55,3 |
152,8 |
| 142 |
1,27 |
1,85 |
-25,0 |
-54,9 |
152,4 |
|
141
|
1,29
|
1,83
|
-25,2
|
-54,6
|
152,2
|
|
NЭА/NF/NБО = 5/12/25
|
| 150 |
1,22 |
2,00 |
-24,4 |
-57,7 |
154,6 |
| 145 |
1,23 |
1,91 |
-24,6 |
-56,0 |
153,1 |
| 143 |
1,23 |
1,87 |
-24,6 |
-55,4 |
152,4 |
|
141
|
1,28
|
1,83
|
-25,2
|
-54,6
|
152,2
|
|
NЭА/NF/NБО = 6/11/24
|
| 160 |
1,81 |
1,83 |
-31,0 |
-54,4 |
157,9 |
|
150
|
2,07
|
1,65
|
-33,9
|
-51,1
|
157,4
|
| 140 |
2,45 |
1,46 |
-38,0 |
-47,4 |
157,9 |
| 130 |
3,12 |
1,24 |
-45,3 |
-43,1 |
160,9 |
| 127 |
3,55 |
1,15 |
-50,1 |
-41,4 |
164,0 |
Приложение 3.
Влияние количества
потока, отбираемого в боковую секцию, на величину расхода экстрактивного
агента. TЭА= 60ºC.
| Количество |
Расход |
|
|
Тепловые нагрузки,МДж/ч |
| БО, |
ДМФА, |
R1
|
R2
|
Qконд1
|
Qконд2
|
Qкип
|
| кг/ч |
кг/ч |
|
|
|
|
|
|
NЭА/NF/NБО = 4/10/24
|
|
120
|
350
|
1,91
|
1,22
|
-32,1
|
-42,7
|
147,3
|
| 340 |
2,38 |
1,14 |
-37,3 |
-41,3 |
149,0 |
|
|
370 |
1,49 |
1,46 |
-27,6 |
-47,4 |
151,6 |
| 130 |
360 |
1,66 |
1,42 |
-29,4 |
-46,6 |
150,5 |
| 350 |
1,88 |
1,37 |
-31,8 |
-45,6 |
149,9 |
|
|
340 |
2,20 |
1,30 |
-35,3 |
-44,4 |
150,1 |
|
|
330 |
2,75 |
1,21 |
-41,3 |
-42,6 |
152,3 |
|
|
350 |
1,59 |
1,72 |
-28,6 |
-52,4 |
153,5 |
|
|
340 |
1,75 |
1,67 |
-30,3 |
-51,4 |
152,1 |
| 150 |
330 |
1,95 |
1,61 |
-32,6 |
-50,2 |
151,1 |
|
|
320 |
2,27 |
1,53 |
-36,0 |
-48,8 |
151,0 |
|
|
310 |
2,84 |
1,43 |
-42,4 |
-46,9 |
153,4 |
|
|
350 |
1,36 |
2,03 |
-26,1 |
-58,3 |
156,9 |
|
|
340 |
1,48 |
1,97 |
-27,4 |
-57,3 |
155,1 |
| 170 |
330 |
1,61 |
1,92 |
-28,8 |
-56,3 |
153,3 |
|
|
320 |
1,78 |
1,86 |
-30,7 |
-55,1 |
152,1 |
|
|
310 |
2,03 |
1,79 |
-33,4 |
-53,8 |
151,4 |
|
|
300 |
2,40 |
1,72 |
-37,5 |
-52,3 |
151,9 |
|
NЭА/NF/NБО = 4/11/23
|
| 160 |
350 |
1,65 |
1,67 |
-29,2 |
-51,5 |
153,2 |
| 340 |
1,94 |
1,61 |
-32,4 |
-50,3 |
153,1 |
|
|
330 |
2,31 |
1,54 |
-36,5 |
-49,0 |
153,9 |
|
|
350 |
1,46 |
1,83 |
-27,2 |
-54,4 |
154,1 |
|
170
|
340 |
1,64 |
1,78 |
-29,1 |
-53,5 |
153,0 |
|
330
|
1,89
|
1,72
|
-31,9
|
-52,4
|
152,6
|
|
|
320 |
2,32 |
1,65 |
-36,6 |
-51,1 |
153,9 |
|
|
350 |
1,34 |
1,97 |
-25,8 |
-57,2 |
155,6 |
| 180 |
340 |
1,46 |
1,93 |
-27,1 |
-56,4 |
153,9 |
| 330 |
1,65 |
1,88 |
-29,3 |
-55,4 |
153,0 |
|
|
320 |
1,95 |
1,82 |
-32,5 |
-54,3 |
153,0 |
|
|
310 |
2,41 |
1,75 |
-37,6 |
-53,0 |
154,8 |
|
|
350 |
1,25 |
2,11 |
-24,9 |
-59,9 |
157,3 |
| 190 |
340 |
1,35 |
2,07 |
-25,9 |
-59,1 |
155,5 |
| 330 |
1,48 |
2,02 |
-27,4 |
-58,3 |
154,0 |
|
|
320 |
1,69 |
1,98 |
-29,6 |
-57,3 |
153,2 |
|
|
310 |
1,99 |
1,92 |
-33,0 |
-56,3 |
153,4 |
|
NЭА/NF/NБО = 4/11/24
|
|
|
360 |
2,10 |
1,21 |
-34,2 |
-42,7 |
151,5 |
|
120
|
355 |
2,00 |
1,21 |
-33,2 |
-42,7 |
149,4 |
|
|
350
|
1,91
|
1,22
|
-32,1
|
-42,7
|
147,3
|
|
|
340 |
2,44 |
1,14 |
-37,9 |
-41,1 |
149,4 |
|
|
370 |
1,35 |
1,50 |
-25,9 |
-48,1 |
150,7 |
| 130 |
360 |
1,52 |
1,45 |
-27,8 |
-47,2 |
149,6 |
| 350 |
1,76 |
1,40 |
-30,5 |
-46,2 |
149,2 |
|
|
340 |
2,13 |
1,33 |
-34,5 |
-44,8 |
149,7 |
|
|
330 |
2,84 |
1,22 |
-42,4 |
-42,7 |
153,4 |
|
|
350 |
1,61 |
1,57 |
-28,8 |
-49,5 |
150,8 |
| 140 |
340 |
1,84 |
1,51 |
-31,3 |
-48,4 |
150,1 |
| 330 |
2,19 |
1,44 |
-35,2 |
-46,9 |
150,4 |
|
|
350 |
1,42 |
1,74 |
-26,8 |
-52,9 |
152,1 |
| 150 |
340 |
1,61 |
1,69 |
-28,8 |
-51,7 |
150,9 |
| 330 |
1,84 |
1,62 |
-31,3 |
-50,5 |
150,1 |
|
|
320 |
2,20 |
1,54 |
-35,3 |
-49,0 |
150,5 |
|
|
350 |
1,22 |
2,05 |
-24,5 |
-58,8 |
155,8 |
|
|
340 |
1,32 |
2,00 |
-25,6 |
-57,8 |
153,8 |
| 170 |
330 |
1,43 |
1,95 |
-26,9 |
-56,8 |
152,0 |
| 320 |
1,60 |
1,89 |
-28,7 |
-55,6 |
150,6 |
|
|
310 |
1,85 |
1,82 |
-31,5 |
-54,3 |
149,9 |
|
|
300 |
2,25 |
1,73 |
-35,8 |
-52,7 |
150,5 |
|
|
350 |
1,16 |
2,19 |
-23,9 |
-61,4 |
157,9 |
|
|
340 |
1,23 |
2,14 |
-24,7 |
-60,5 |
155,6 |
|
|
330 |
1,32 |
2,09 |
-25,7 |
-59,6 |
153,5 |
| 180 |
320 |
1,45 |
2,04 |
-27,1 |
-58,5 |
151,8 |
|
|
310 |
1,63 |
1,97 |
-29,1 |
-57,3 |
150,5 |
|
|
300
|
1,91
|
1,90
|
-32,1
|
-55,9
|
150,1
|
|
|
290 |
2,38 |
1,82 |
-37,3 |
-54,2 |
151,5 |
|
|
350 |
1,09 |
2,45 |
-23,2 |
-66,5 |
162,2 |
|
|
340 |
1,13 |
2,41 |
-23,6 |
-65,7 |
159,7 |
|
|
330 |
1,19 |
2,36 |
-24,2 |
-64,8 |
157,3 |
| 200 |
320 |
1,27 |
2,31 |
-25,1 |
-63,8 |
155,1 |
|
|
310 |
1,38 |
2,26 |
-26,3 |
-62,8 |
153,3 |
|
|
300 |
1,55 |
2,20 |
-28,1 |
-61,7 |
151,8 |
|
|
290
|
1,80
|
2,14
|
-30,9
|
-60,4
|
151,2
|
|
|
280 |
2,20 |
2,06 |
-35,3 |
-58,9 |
152,1 |
|
NЭА/NF/NБО = 4/11/25
|
|
|
350 |
1,24 |
1,85 |
-24,8 |
-55,0 |
152,3 |
|
|
340 |
1,37 |
1,81 |
-26,2 |
-54,2 |
150,8 |
|
|
330 |
1,56 |
1,76 |
-28,2 |
-53,2 |
149,7 |
|
142
|
320
|
1,82
|
1,69
|
-31,1
|
-51,9
|
149,2
|
|
|
310 |
2,20 |
1,61 |
-35,3 |
-50,3 |
149,7 |
|
|
300 |
2,96 |
1,48 |
-43,6 |
-47,8 |
153,5 |
|
|
350 |
1,22 |
2,03 |
-24,6 |
-58,3 |
155,4 |
|
|
340 |
1,31 |
1,98 |
-25,5 |
-57,5 |
153,4 |
|
|
330 |
1,46 |
1,93 |
-27,2 |
-56,5 |
152,0 |
| 152 |
320 |
1,64 |
1,87 |
-29,1 |
-55,4 |
150,7 |
|
|
310 |
1,90 |
1,80 |
-32,0 |
-54,0 |
150,1 |
|
|
300 |
2,27 |
1,71 |
-36,1 |
-52,2 |
150,4 |
|
|
290 |
3,19 |
1,55 |
-46,2 |
-49,2 |
155,4 |
|
|
350 |
1,19 |
2,16 |
-24,2 |
-60,9 |
157,6 |
|
|
340 |
1,27 |
2,12 |
-25,2 |
-60,0 |
155,6 |
|
|
330 |
1,37 |
2,07 |
-26,2 |
-59,1 |
153,6 |
| 160 |
320 |
1,51 |
2,01 |
-27,7 |
-58,0 |
152,0 |
|
|
310 |
1,70 |
1,94 |
-29,8 |
-56,7 |
150,7 |
|
|
300 |
1,98 |
1,86 |
-32,9 |
55,2 |
150,1 |
|
|
290 |
2,44 |
1,76 |
-37,9 |
-53,2 |
151,0 |
|
|
350 |
1,10 |
2,48 |
-23,3 |
-67,0 |
162,8 |
|
|
340 |
1,15 |
2,43 |
-23,8 |
-66,1 |
160,3 |
|
|
330 |
1,20 |
2,38 |
-24,4 |
-65,2 |
157,8 |
|
|
320 |
1,28 |
2,33 |
-25,2 |
-64,1 |
155,6 |
| 180 |
310 |
1,39 |
2,27 |
-26,5 |
-62,9 |
153,5 |
|
|
300 |
1,55 |
2,20 |
-28,2 |
-61,6 |
151,8 |
|
|
290 |
1,78 |
2,12 |
-30,7 |
-60,1 |
150,7 |
|
|
280 |
2,14 |
2,02 |
-34,6 |
-58,2 |
150,7 |
|
|
270 |
2,86 |
1,88 |
-42,6 |
-55,5 |
153,9 |
|
|
350 |
1,06 |
2,76 |
-22,8 |
-72,5 |
167,7 |
|
|
340 |
1,08 |
2,71 |
-23,1 |
-71,6 |
165,0 |
|
|
330 |
1,12 |
2,66 |
-23,4 |
-70,6 |
162,3 |
|
|
320 |
1,17 |
2,61 |
-24,0 |
-69,6 |
159,8 |
| 200 |
310 |
1,23 |
2,55 |
-24,7 |
-68,4 |
157,3 |
|
|
300 |
1,34 |
2,49 |
-25,9 |
-67,2 |
155,1 |
|
|
290 |
1,48 |
2,42 |
-27,4 |
-65,8 |
153,2 |
|
|
280 |
1,70 |
2,34 |
-29,8 |
-64,3 |
152,0 |
|
|
270
|
2,03
|
2,24
|
-33,4
|
-62,5
|
151,6
|
|
|
260 |
2,64 |
2,12 |
-40,1 |
-60,1 |
153,9 |
|
NЭА/NF/NБО = 4/12/24
|
|
|
370 |
1,38 |
1,66 |
-26,3 |
-51,2 |
154,1 |
| 140 |
360 |
1,58 |
1,60 |
-28,5 |
-50,1 |
153,2 |
| 350 |
1,85 |
1,54 |
-31,4 |
-48,9 |
152,8 |
|
|
340 |
2,26 |
1,46 |
-36,0 |
-47,3 |
153,7 |
|
|
350 |
1,55 |
1,72 |
-28,2 |
-52,5 |
153,1 |
| 150 |
340 |
1,80 |
1,66 |
-30,9 |
-51,2 |
152,5 |
| 330 |
2,18 |
1,57 |
-35,1 |
-49,6 |
153,0 |
|
|
320 |
3,00 |
1,45 |
-44,1 |
-47,1 |
157,4 |
|
|
350 |
1,34 |
1,89 |
-25,9 |
-55,8 |
154,1 |
| 160 |
340 |
1,50 |
1,84 |
-27,7 |
-54,7 |
152,7 |
| 330 |
1,74 |
1,77 |
-30,3 |
-53,3 |
152,0 |
|
|
320 |
2,11 |
1,69 |
-34,4 |
-51,7 |
152,3 |
|
|
310 |
2,89 |
1,56 |
-42,9 |
-49,3 |
156,4 |
|
|
350 |
1,21 |
2,05 |
-24,4 |
-58,8 |
155,7 |
| 170 |
340 |
1,31 |
2,00 |
-25,6 |
-57,8 |
153,8 |
| 330 |
1,48 |
1,94 |
-27,4 |
-56,6 |
152,3 |
|
|
320 |
1,72 |
1,87 |
-30,0 |
-55,3 |
151,5 |
|
|
350 |
1,13 |
2,19 |
-23,6 |
-61,6 |
157,6 |
|
|
340 |
1,19 |
2,15 |
-24,3 |
-60,6 |
155,3 |
|
180
|
330 |
1,31 |
2,09 |
-25,5 |
-59,6 |
153,4 |
| 320 |
1,48 |
2,03 |
-27,4 |
-58,4 |
152,0 |
|
|
310
|
1,72
|
1,96
|
-30,1
|
-57,1
|
151,3
|
|
|
300 |
2,15 |
1,87 |
-34,8 |
-55,3 |
152,2 |
|
|
350 |
1,07 |
2,33 |
-23,0 |
-64,2 |
159,6 |
|
|
340 |
1,11 |
2,29 |
-23,4 |
-63,3 |
157,1 |
| 190 |
330 |
1,20 |
2,24 |
-24,3 |
-62,4 |
155,0 |
| 320 |
1,32 |
2,18 |
-25,6 |
-61,3 |
153,2 |
|
|
310 |
1,51 |
2,12 |
-27,7 |
-60,1 |
151,9 |
|
|
300 |
1,79 |
2,04 |
-30,8 |
-58,7 |
151,5 |
|
|
290 |
2,29 |
1,95 |
-36,3 |
-56,9 |
153,1 |
|
NЭА/NF/NБО = 5/10/24
|
|
115
|
350
|
2,52
|
1,07
|
-38,8
|
-39,8
|
151,1
|
| 125 |
360 |
2,01 |
1,31 |
-33,2 |
-44,5 |
152,3 |
| 350 |
2,44 |
1,24 |
-37,9 |
-43,1 |
153,5 |
|
|
340 |
3,43 |
1,11 |
-48,8 |
-40,6 |
159,8 |
|
|
350 |
1,82 |
1,68 |
-31,1 |
-51,8 |
155,3 |
| 150 |
340 |
2,05 |
1,62 |
-33,6 |
-50,5 |
154,5 |
| 330 |
2,37 |
1,55 |
-37,1 |
-49,1 |
154,5 |
|
|
320 |
2,91 |
1,46 |
-43,1 |
-47,3 |
156,6 |
|
NЭА/NF/NБО = 5/10/25
|
|
|
350 |
1,57 |
1,74 |
-28,4 |
-52,9 |
153,7 |
|
|
340 |
1,80 |
1,69 |
-30,8 |
-51,8 |
153,1 |
|
138
|
330
|
2,10
|
1,63
|
-34,1
|
-50,6
|
153,0
|
| 320 |
2,52 |
1,54 |
-38,8 |
-49,0 |
154,0 |
|
|
310 |
3,39 |
1,40 |
-48,3 |
-46,3 |
158,8 |
|
|
350 |
1,55 |
1,92 |
-28,1 |
-56,2 |
156,8 |
|
|
340 |
1,72 |
1,87 |
-30,0 |
-55,2 |
155,6 |
| 148 |
330 |
1,94 |
1,81 |
-32,4 |
-54,0 |
154,7 |
| 320 |
2,21 |
1,74 |
-35,4 |
-52,7 |
154,3 |
|
|
310 |
2,61 |
1,65 |
-39,8 |
-51,0 |
154,9 |
|
NЭА/NF/NБО = 5/11/24
|
|
|
370 |
2,52 |
1,15 |
-38,8 |
-41,6 |
157,1 |
|
118
|
360 |
2,33 |
1,16 |
-36,7 |
-41,6 |
152,8 |
|
350
|
2,25
|
1,15
|
-35,8
|
-41,3
|
149,6
|
|
|
345 |
3,08 |
1,05 |
-45,0 |
-39,4 |
155,9 |
|
|
370 |
1,45 |
1,45 |
-27,0 |
-47,2 |
150,9 |
| 128 |
360 |
1,74 |
1,39 |
-30,2 |
-46,1 |
150,9 |
| 350 |
2,14 |
1,32 |
-34,6 |
-44,7 |
151,8 |
|
|
340 |
2,84 |
1,21 |
-42,3 |
-42,6 |
155,3 |
|
|
370 |
1,42 |
1,62 |
-26,7 |
-50,5 |
153,8 |
|
|
360 |
1,62 |
1,57 |
-28,9 |
-49,5 |
152,9 |
| 138 |
350 |
1,87 |
1,51 |
-31,7 |
-48,3 |
152,5 |
| 340 |
2,23 |
1,43 |
-35,6 |
-46,9 |
152,8 |
|
|
330 |
2,88 |
1,32 |
-42,8 |
-44,8 |
155,9 |
|
|
350 |
1,58 |
1,72 |
-28,4 |
-52,4 |
153,3 |
| 150 |
340 |
1,81 |
1,66 |
-30,9 |
-51,2 |
152,5 |
| 330 |
2,12 |
1,58 |
-34,4 |
-49,8 |
152,5 |
|
|
320 |
2,65 |
1,47 |
-40,2 |
-47,9 |
154,3 |
|
NЭА/NF/NБО = 5/11/25
|
|
|
350 |
1,29 |
1,83 |
-25,2 |
-54,6 |
152,2 |
|
|
340 |
1,49 |
1,78 |
-27,4 |
-53,6 |
151,4 |
|
141
|
330
|
1,77
|
1,72
|
-30,5
|
-52,3
|
151,1
|
|
|
320 |
2,13 |
1,64 |
-34,5 |
-50,8 |
151,6 |
|
|
310 |
2,72 |
1,53 |
-41,0 |
-48,7 |
153,9 |
|
|
350 |
1,25 |
2,01 |
-24,8 |
-57,9 |
155,3 |
|
|
340 |
1,42 |
1,96 |
-26,6 |
-56,9 |
154,0 |
|
|
330 |
1,61 |
1,90 |
-28,8 |
-55,8 |
152,9 |
| 151 |
320 |
1,86 |
1,83 |
-31,5 |
-54,5 |
152,2 |
|
|
310 |
2,20 |
1,74 |
-35,3 |
-52,9 |
152,3 |
|
|
300 |
2,80 |
1,63 |
-41,9 |
-50,6 |
154,5 |
|
|
350 |
1,18 |
2,17 |
-24,0 |
-61,0 |
157,5 |
|
|
340 |
1,31 |
2,11 |
-25,5 |
-60,0 |
155,8 |
|
|
330 |
1,47 |
2,06 |
-27,1 |
-58,9 |
154,3 |
| 160 |
320 |
1,66 |
1,99 |
-29,3 |
-57,6 |
153,1 |
|
|
310 |
1,91 |
1,92 |
-32,1 |
-56,1 |
152,3 |
|
|
300 |
2,28 |
1,82 |
-36,1 |
-54,4 |
152,5 |
|
|
350 |
1,00 |
2,5 |
-22,1 |
-67,3 |
161,9 |
|
|
340 |
1,10 |
2,44 |
-23,1 |
-66,3 |
159,8 |
|
|
330 |
1,20 |
2,38 |
-24,3 |
-65,2 |
157,8 |
| 180 |
320 |
1,33 |
2,32 |
-25,7 |
-64,0 |
155,9 |
|
|
310 |
1,50 |
2,25 |
-27,5 |
-62,6 |
154,3 |
|
|
300 |
1,71 |
2,17 |
-29,8 |
-61,1 |
153,0 |
|
|
290 |
2,00 |
2,08 |
-33,1 |
-59,4 |
152,5 |
|
|
280 |
2,48 |
1,97 |
-38,3 |
-57,3 |
153,4 |
|
NЭА/NF/NБО = 5/12/25
|
|
|
350 |
1,28 |
1,83 |
-25,2 |
-54,6 |
152,2 |
|
141
|
340
|
1,52
|
1,78
|
-27,8
|
-53,5
|
151,6
|
| 330 |
1,91 |
1,70 |
-32,1 |
-52,0 |
152,4 |
|
|
320 |
2,46 |
1,60 |
-38,1 |
-50,0 |
154,4 |
|
|
350 |
1,21 |
2,01 |
-24,3 |
-58,1 |
154,9 |
| 151 |
340 |
1,41 |
1,96 |
-26,6 |
-57,0 |
153,9 |
| 330 |
1,66 |
1,89 |
-29,4 |
-55,7 |
153,3 |
|
|
320 |
1,99 |
1,81 |
-33,0 |
-54,1 |
153,3 |
|
|
310 |
2,49 |
1,70 |
-38,5 |
-52,1 |
154,7 |
|
NЭА/NF/NБО = 6/11/24
|
| 150 |
350 |
2,07 |
1,65 |
-33,9 |
-51,1 |
157,4 |
| 340 |
2,39 |
1,58 |
-37,4 |
-49,7 |
157,4 |
|
|
330 |
2,95 |
1,48 |
-43,5 |
-47,8 |
159,6 |
|
|
350 |
1,81 |
1,83 |
-31,0 |
-54,4 |
157,9 |
| 160 |
340 |
2,04 |
1,76 |
-33,4 |
-53,2 |
157,0 |
| 330 |
2,34 |
1,69 |
-36,8 |
-51,8 |
156,9 |
|
|
320 |
2,85 |
1,59 |
-42,4 |
-50,0 |
158,7 |
|
|
350 |
1,61 |
1,99 |
-28,8 |
-57,6 |
158,9 |
|
|
340 |
1,79 |
1,93 |
-30,7 |
-56,4 |
157,6 |
| 170 |
330 |
2,01 |
1,86 |
-33,2 |
-52,2 |
156,7 |
| 320 |
2,33 |
1,79 |
-36,6 |
-53,7 |
156,6 |
|
|
310 |
2,88 |
1,69 |
-42,8 |
-51,9 |
158,8 |
|
|
350 |
1,47 |
2,14 |
-27,2 |
-60,5 |
160,3 |
|
|
340 |
1,61 |
2,09 |
-28,8 |
-59,4 |
158,6 |
|
180
|
330 |
1,79 |
2,02 |
-30,8 |
-58,2 |
157,3 |
|
320
|
2,03
|
1,96
|
-33,4
|
-56,9
|
156,5
|
|
|
310 |
2,37 |
1,88 |
-37,1 |
-55,5 |
156,7 |
|
|
300 |
3,07 |
1,78 |
-44,8 |
-53,5 |
160,3 |
|
|
350 |
1,35 |
2,29 |
-25,9 |
-63,4 |
161,7 |
|
|
340 |
1,48 |
2,23 |
-27,4 |
-62,3 |
160,0 |
|
|
330 |
1,63 |
2,17 |
-29,0 |
-61,1 |
158,4 |
| 190 |
320 |
1,82 |
2,11 |
-31,1 |
-59,9 |
157,2 |
| 310 |
2,08 |
2,04 |
-33,9 |
-58,6 |
156,7 |
|
|
300 |
2,47 |
1,97 |
-38,2 |
-57,1 |
157,4 |
|
|
290 |
3,58 |
1,84 |
-50,5 |
-54,7 |
165,1 |
|