Дипломная работа: Разработка предложений по очистке природного газа и переработки кислых газов с получением товарной продукции (серы) (на примере Карачаганакского месторождения)
Дипломная работа: Разработка предложений по очистке природного газа и переработки кислых газов с получением товарной продукции (серы) (на примере Карачаганакского месторождения)
содержание
Введение
1. Общие сведения о предприятии
1.1 Природно-климатическая
характеристика района расположения предприятия
1.2 Характеристика
Карачаганакского нефтегазоконденсатного месторождения
1.3 Характеристика предприятия,
как источника загрязнения окружающей природной среды
1.3.1 Вредные вещества в
нефтяной и газовой промышленности и их опасность для человека
1.3.2 Влияние КНГКМ на
окружающую природную среду (по результатам анализов)
1.3.3 Характеристика вредных
газообразных выбросов в атмосферу
2. Очистка природного газа от
соединений серы
2.1 Классификация способов очистки
газа
2.2 Схема очистки газа от Н2S, предлагаемая фирмой Юнион Карбайд
Кемикалз
2.2.1 Производство и хранение
серы
2.3 Разработка технологии очистки
природного газа КНГКМ. Предпосылки, необходимость
2.3.1 Выбор метода очистки
2.3.2 Предлагаемая схема очистки
природных газов КНГКМ от кислых газов
2.3.3 Аппаратурно-технологическая
схема очистки природного газа КНГКМ
2.4 Контроль за загрязнением атмосферного
воздуха на территории КНГКМ
3. Расчет двухступенчатой
абсорбционной колонны
3.1 Исходные
данные к расчету параметров абсорбционной колонны
3.2 Устройство
абсорбционного насадочного аппарата
3.3 Расчет
первой и второй ступени абсорбционной колонны
3.3.1 Масса
поглощаемого вещества и расход поглотителя
3.3.2 Движущая сила
массопередачи
3.3.3 Коэффициент
массопередачи
3.3.4 Скорость газа и
диаметр абсорбера
3.3.5 Плотность
орошения и активная поверхность насадки
3.3.6 Расчет
коэффициентов массоотдачи
3.3.7 Поверхность
массопередачи и высота первой и второй ступени абсорбера
3.3.8 Гидравлическое
сопротивление первой ступени абсорбера
3.4 Конструкции
колонных аппаратов
3.4.1 Техническая
характеристика
3.4.2 Технические
требования
4. Производство серы из кислых
газов
4.1 Сера. Область применения
4.2 Механизм превращения
сероводорода в элементарную серу.
4.3
Технологическая
схема переработки концентрированных кислых газов
4.4
Получение
серы из сероводорода кислых газов прямым Клаус-процессов
4.5
Реактор доочистки
отходящих газов
4.6
Дегазация
жидкой серы
4.7
Основные
требования к трубопроводам и арматуре жидкой серы установок получения серы из Н2S
5. Расчет объемов выбросов
вредных веществ в атмосферу
5.1 Расчет выбросов вредных
газообразных примесей в атмосферу
5.1.1 Расчет выбросов диоксида
серы
5.1.2 Расчет выбросов диоксида
углерода
5.1.3 Расчет выбросов диоксида
азота
5.1.4 Расчет выбросов сажи
5.2 Расчет ущерба от загрязнения
атмосферы
Введение
Сформировавшемуся в последнее время нефтегазовому
комплексу Республики Казахстан отводится ведущая роль в топливно-энергетическом
балансе и экономике страны. При нынешних темпах развития производительных сил и
освоения углеводородных ресурсов вопросы охраны окружающей природной среды
приобретают особую остроту и социальную значимость. Это обусловлено тем, что
производственная деятельность предприятий нефтяной и газовой промышленности
неизбежно связана с техногенным воздействием нефтегазодобычи на объекты
природной среды. Как показывает практика, геохимический техногенез свойственен
всем этапам освоения месторождений от бурения до введения в эксплуатацию, а
также на протяжении всего периода эксплуатации.
Увеличение темпов добычи,
объемов разведывательного и эксплуатационного бурения, и соответственно,
транспорта, особенно в шельфе Каспийского моря, сырой нефти, газа и конденсата
ставит вопрос необходимости создания собственных новых и реконструкции уже
существующих мощностей переработки углеводородного сырья. В силу специфики
состава углеводородов (повышенное содержание соединений серы) переработка сырья
уменьшила бы экологический риск в процессе транспортировки продукции, а также
увеличила бы количество экспортируемой продукции нефтегазовой отрасли.
Очистка и переработка
природного газа Карачаганакского месторождения позволит решить вопрос снабжения
дешевым природным газом потребителей данного региона и топливным газом
собственных установок по подготовке газа к транспортированию. Создание
установки очистки и переработки природного газа природного газа приведет к созданию
собственной инфраструктуры переработки газа и конденсата, а это в свою очередь,
увеличит количество рабочих мест в этом районе.
В перспективе при
увеличении объемов добычи газа и конденсата в последние годы создание очистных
и перерабатывающих мощностей снимет угрозу экологических катастроф при
транспортировании углеводородов, так как природный газ и конденсат
Карачаганакского месторождения содержат повышенное количество токсичных
компонентов, в частности, сероводород. Извлечение сероводорода и других
соединений серы в виде элементной серы позволит снизить выбросы в атмосферу
оксидов серы и увеличит ассортимент получаемой продукции.
Наиболее актуальной
инженерно-экологической проблемой для нефтегазовых производств является
оптимизация и комплексная автоматизация всех технологических процессов и
операций по экологическим факторам.
В данной работе сделана
попытка освещения и разработки предложений по очистке природного газа и
переработки кислых газов с получением товарной продукции (серы) на Карачаганакском
месторождении.
1. ОБЩИЕ СВЕДЕНИЯ О
ПРЕДПРИЯТИИ
1.1
Природно-климатическая характеристика района расположения предприятия
Западно-Казахстанская
область расположена на северо-западе Казахстана, на рубеже двух частей света:
Европы и Азии. Географические координаты ее 51о35' и 48 с.ш. и 45о30'
в.д. Максимальная протяженность области с севера на юг составляет 350 км, с
запада на восток – 555 км. Общая площадь ее превышает 15 млн. га. На севере она
граничит с Оренбургской, на северо-западе – с Саратовской, на западе – с
Волгоградской и Астраханской областями Российской Федерации, на юге – с
Атырауской и востоке – с Актюбинской областями Республики Казахстан.
Большая часть территории
области занята северной частью Прикаспийской низменности, представляющей собой
однообразную равнину. В пределах области она подразделяется на две части:
северную и южную. Северная часть отличается плоской поверхностью, лишь кое-где
нарушается лиманами и впадинами. Среди равнины встречаются одиночные невысокие
возвышенности. На севере Прикаспийская низменность переходит в южные отроги
Общего Сырта. На востоке – в западную окраину Подуральского плато.
Подуральское плато – это
увалисто-волнистая равнина с абсолютными высотами 110-260 м, расчлененная
системой довольно широких речных долин. В своем основании Подуральское плато
сложено породами мелового возраста, которые сверху обычно покрыты четвертичными
желтовато-бурыми суглинками, супесями и песками. Изредка встречаются небольшие
сланцы, сложенные меловыми породами. В долине р.Утвы и некоторых участках
Утва-Илекского водораздела отложения мела нередко выходят на поверхность.
По гидрографическим
условиями территорию области можно разделить на три района:
-
реки
Подуральского плато, впадающие в р.Урал, ниже Уральска;
-
низовья р.Урал и
ее древние потоки;
-
бессточные реки
восточной части Прикаспийской низменности.
Самой крупной рекой
области является р.Урал, которая протекает через всю область с севера на юг.
Реки Илек и Утва впадают
в р.Урал, пересекая территорию района с юго-востока на северо-запад и имеют
долины шириной более 25 км. Долины протоков р.Илек-Березовка, Шиели, Сук-Булак
сложены двумя пойменными и четырьмя надпойменными террасами.
Распределение озер в
области неравномерно. В южной части и юго-восточной их мало. Значительно больше
безводных замкнутых впадин с горько-соленой грязью. Характерной особенностью
почти всех озер является их бессточность, а также сильное сокращение водной
поверхности или пересыхание в конце лета.
Почвенный покров области
представлен южными черноземами, темно-каштановыми, средне-каштановыми,
светло-каштановыми и бурыми почвами.
В пойме р.Урал развиты
пойменные почвы. Они образуются вследствие затопления поймы паводковыми водами
и отложениями взмученного материала на поверхности почвы.
По растительному покрову
в области выделается степная, пустынно-степная и пустынная зоны.
Климат региона отличается
высокой континентальностью, которая возрастает с северо-запада на юго-восток.
Континентальность проявляется в резких температурных контрастах дня и ночи,
зимы и лета, в быстром переходе от зимы к лету. Для всей области характерны
дефицит атмосферных осадков, малоснежье, сильное сдувание снега с полей, сухость
воздуха. Зима холодная, но не продолжительная, а лето жаркое и длительное.
Среднегодовая температура
+ 4,2оС.
Самым холодным месяцем
является январь, средняя температура которого равна –16,4оС.
Абсолютный минимум достигает –43оС.
Повсеместно средняя
температура самого теплого месяца – июля – составляет 26,4 оС.
Абсолютная максимальная температура равна 43-44оС.
Для района характерны
частые и сильные ветры восточного, юго-восточного направлений. В зимнее время
преимущественно южного и юго-восточного направления со скоростью до 6,2 м/с, а
в летнее время – северного, северо-западного и восточного направления со
средней скоростью до 4,3 м/с.
Среднегодовое количество
осадков колеблется от 239 до 300 мм и распределяется по сезонам года
равномерно: до 40% всех осадков приходится на зимне-весенний период, а 60% - на
летне-осенний.
Средняя высота покрова
колеблется в пределах 24-27 см.
Глубина промерзания почвы
колеблется от 1,0 до 1,64 м.
Гидрографическая сеть
представлена рекой Урал, к северо-востоку рекой Илек.
В междуречье р.Илек и
р.Утва находится Карачаганакское нефтегазоконденсатное месторождение в соответствии
с рис. 1.
1.2 Характеристика
Карачаганакского нефтегазоконденсатного месторождения
Месторождение Карачаганак
– это крупное нефтегазоконденсатное месторождение, открытое в 1979 г. Оно
занимает площадь примерно 30000 гектаров и содержит более 1200 млн. тонн нефти
и конденсата и более 1350 млрд. куб. м газа.
Месторождение расположено в
зоне природных степей Приуралья на территории Западно-Казахстанской области и
административно входит в Бурлинский район, центром которого является г.Аксай.
Население г.Аксая составляет около 25000 человек.
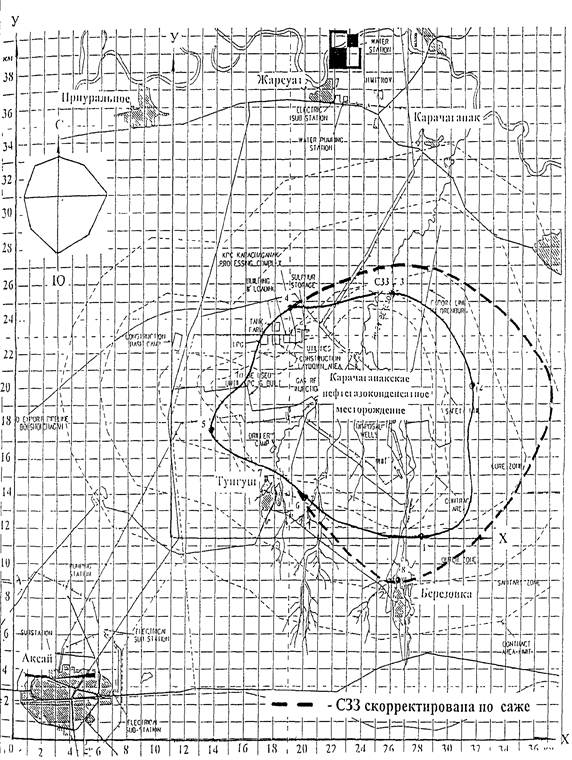
Рисунок 1. Ситуационная карта-схема Карашыганакского
нефтегазоконденсатного месторождения
Географически
месторождение находится к северо-востоку от 51-й параллели с.ш. и 50-го
меридиана восточной долготы, в 16 км от г.Аксай, в 150 км на восток от
г.Уральска, на высоте 80-130 м под уровнем моря.
Ближайшими населенными
пунктами являются: Тунгуш (вплотную прилегает к контуру месторождения),
Березовка (3 км), Успеновка (9 км), Каракемир (8 км), Жанаталап (4 км),
Карашыганак (6 км), Димитров (9 км), Жарсуат (9 км), Бестау (4 км). В 15 км
южнее месторождения проходит железнодорожная линия Уральск-Илек. Площадь
месторождения пересекает автодорога с твердым покрытием Уральск-Оренбург. В 35
км к северо-востоку от месторождения проходит газопровод
"Оренбург-Западная граница", а в 160 км к западу – нефтепровод
"Мангышлак-Куйбышев". От КНГКМ до Оренбургского газоперерабатывающего
завода (ОГПЗ), расположенного в 30 км северо-западнее г. Оренбург (ст. Каргала)
проложены газо- и конденсатопроводы протяженностью 120 км. Расстояние от
Карачаганакского до Оренбургского месторождения – 80 км. По западной части
месторождения в северо-восточном направлении проложена линия электропередач
ЛЭП-35, а через месторождение проходит ЛЭП-110.
Рельеф месторождения
характеризуется слабо-волнистой равниной с уклоном к реке Березовка, абсолютные
высоты района заключены в пределах 80-200 м над уровнем моря. Площадь изрезана
балками с пологими склонами.
В сельскохозяйственном
производстве земли в районе месторождения используются под пашни и пастбища.
Почвы, находящиеся в пашне, подвержены эрозии и требуют противоэрозионной
защиты.
Гидрографическая сеть
представлена рядом постоянных и временных водотоков рек Урала, Утвы, Илека и
значительным количеством бессточных озер, имеющих хозяйственное значение
(орошение, водопой скота).
Грунтовые воды залегают
на глубине от 2,5 м (в пойме р.Березовка) до 6 м и более (на основной площади)
месторождения. Грунтовые воды на территории месторождения сильно минерализованы
(4 мг/л и более).
КНГКМ расположено в зоне
безлесных сухих степей. Растительный покров представлен в основном
ковыльно-кипчаковыми ассоциациями с участием ковыля и кипчака, полыни и незначительного
количества разнотравья.
Животный мир представлен
мелкими хищниками (хорьки, лисицы и др.), грызунами (суслики, тушканчики). Из
птиц характерны дневные хищники. Из пресмыкающихся встречаются змеи, ящерицы. В
водоемах водятся рыбы.
С 1984 года ведется
опытно-промышленная эксплуатация КНГКМ. Месторождение выделяется глубиной
залегания до 5300 м, большим этажем продуктивности (1600 м), небольшой площадью
газоносности (200 км2), высоким содержанием конденсата (до 900 г/м3)
и сероводорода (3,7% об.) и представляет собой широкую карбонатную платформу с
рифовыми пиками. Это огромное накопление углеводородов – мощный
газоконденсатный коллектор толщиной 1400 м, под которым залегает нефтяная
оторочка толщиной 200 м. Группа разработки месторождения занимается подготовкой
плана разработки месторождения не весь 40-летний период, основываясь на точных
геологических моделях и моделях пласта. Моделирование пласта используется для
прогнозирования добычи и уровней закачки. А также для оптимизации добычи и
определения места бурения новых скважин.
По возможности пласт
будет разрабатываться через существующие скважины, а также за счет бурения
новых добывающих и нагнетательных скважин, предусмотренных в ходе этапа II разработки. Осуществляется капитальный
ремонт 84 и углубление 15 существующих скважин. Из общего числа имеющихся
скважин 86 будут использоваться для добычи и около 13 – для закачки.
Объекты промысловой
переработки в настоящее время включают УКПГ-3, которая принимает газ и
конденсат со скважин, сепарирует и частично стабилизирует их до подачи на
экспорт в Оренбург. Ведется реконструкция этих сооружений.
Новые объекты промысловой
подготовки добычи будут включать:
1) Установка 2 – это
установка сепарации газа и конденсата, откуда необработанный конденсат будет
направляться на новый Карачаганакский перерабатывающий комплекс (КПК).
2) Карачаганакский
перерабатывающий комплекс (КПК). Конденсат будет стабилизироваться перед
подачей в трубопровод КТК, а газ перерабатываться перед обратной закачкой или
экспортом.
3) Повторное закачивание
газа. На установке 2 будут установлены три нагнетательных компрессорных
агрегата для доставки газа к 20-ти существующим скважинам, которые будут
преобразованы для их использования в качестве нагнетательных скважин.
4) Добыча со скважин будет
подводиться к спутниковым сборным станциям для подачи на УКПГ-2, УКПГ-3 и КПК.
5) Внутрипромысловые
трубопроводы. Газовые и жидкостные трубопроводы для соединения между собой
Установки 3, установки 2 и КПК.
6) Экспортный
трубопровод. Для транспортировки жидкостей с КПК в Атырау, где он будет врезан
в трубопровод Каспийского трубопроводного консорциума (КТК), ведущего к
Новороссийску, для экспорта.
7) К 2013 года на КНГКМ
будет 240 добывающих и 60 нагнетательных скважин.
Схема сбора конденсата на
месторождении принята лучевая: от скважин до УКПГ проложены индивидуальные
газопроводы-шлейфы. Шлейфы рассчитаны на статическое давление 35 МПа, которое
является наибольшим при остановке скважин. Фонтанная арматура скважин
оборудована приводными отсечными задвижками, закрывающимися автоматически при
аварийных ситуациях – разрывах шлейфов, превышения давления в шлейфах, при
пожаре на скважине.
Подготовка газа и
конденсата проводится методом низкотемпературной сепарации в соответствии с
рисунком 2. Газ собирается на блоке входных монифольдов и оттуда поступает в
подогреватель, а затем в сепаратор I-ой ступени, и после него в сепаратор капельной жидкости. Жидкость из обоих
сепараторов поступает в подогреватель, а затем в трехфазный разделитель, в
котором оставшийся газ отделяется от жидкости и подается в сепаратор II-ой ступени, а жидкость разделяется
на конденсат и метанольную воду. Конденсат подается в трубопровод, а
метанольная вода в трубопровод пластовой воды.
Сепаратор II-ой ступени служит для тонкой
газоочистки. Жидкая фаза из сепаратора II-ой ступени подается в дегазатор конденсата. Газы дегазации
возвращаются в сепаратор II-ой
ступени. Конденсат после подогрева направляется на ГНС (при современном уровне
добычи газа и конденсата). При увеличении уровня добычи – 70% конденсата отправляется
на ГНС и 30% в конденсатопровод. Осушенный газ поступает в теплообменник, а
затем в замерный узел и магистральный газопровод.
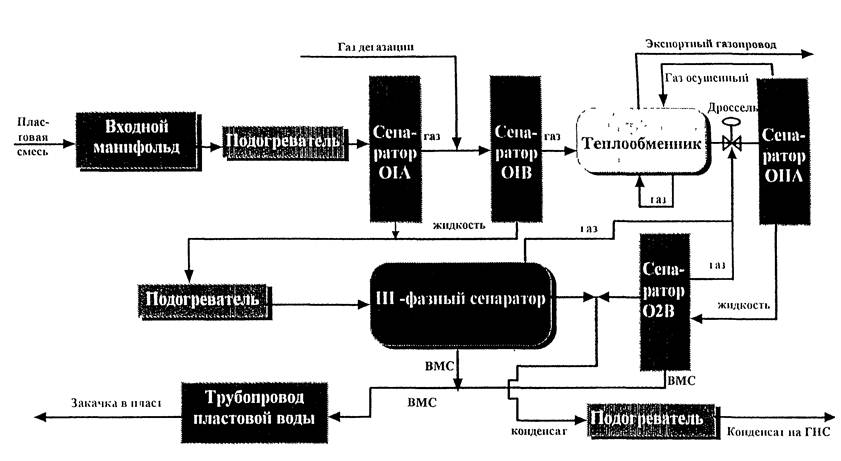
Рисунок
2. Схема производства газа и конденсата на УКПГ
Карачаганакского
месторождения
Конденсат с УКПГ-3
поступает на ГНС в емкости выветривания при давлении 5 МПа, дожимается насосами
до 80 МПа и поступает в конденсатопроводы Карашыганак-Оренбургский ГПЗ. Газы
выветривания конденсата компрессируются на КГВ и возвращаются в основной поток
газа УКПГ-3.
Для более глубокого
извлечения из пласта жидких углеводородов на промысле предусматривается
применение сайклинг-процесса (поддержание пластового давления путем обратной
закачки очищенного газа в пласт). Он будет проводиться неочищенным, частично
осушенным газом.
Факельное хозяйство
УКПГ-3 состоит из:
- системы факела высокого
давления;
- системы факела низкого
давления.
При нормальном
технологическом режиме эксплуатации на факелах постоянно горят дежурные
горелки, питаемые очищенным природным газом. Небольшое количество вредных
веществ содержится также в выбросах вентиляционных систем производственных
помещений.
Технологические потери
природного газа в процессе эксплуатации установок по подготовке складываются из
потерь газов дегазации конденсата ГНС, газов, теряемых при освобождении систем
оборудования УКПГ, при остановке на пропарку теплообменников; периодическом ингибировании
и ППР. Технологические потери конденсата образуются в результате недоизвлечения
конденсата, от неполного отделения его от воды и при сжигании газа стабилизации
ГНС. Количество газов дегазации конденсата регистрируется и обсчитывается
службой метрологии. Количество потерь конденсата определяется расчетным путем в
соответствии с "Инструкцией по определению технологических потерь стабильного
конденсата при его добыче, сборе, транспортировании и хранении на
газодобывающих предприятиях".
С 1992 по 1996 гг.
наблюдалось падение добычи на месторождении, связанное с проблемами переработки
сырья в Оренбурге и не вводом в эксплуатацию дополнительных скважин и мощностей
по подготовке газа и конденсата к транспорту.
Источниками загрязнения
атмосферного воздуха на площадках эксплуатационных и нагнетательных скважин
являются:
- неорганизованные
фильтрационные утечки сероводорода, углеводородов, меркаптанов через
неплотности фонтанной арматуры, предохранительных клапанов, кранов, фланцевых
соединений;
- выброса диоксида серы,
предельных углеводородов, оксида углерода, диоксида азота, сажи,
3,4-бенз(а)пирена, сероводорода на амбарах (стандартных размеров). Амбары
служат для сжигания пластовой смеси при проведении ремонтно-восстановительных
работ.
На площадках УКПГ-3
источниками
1. организованных
выбросов являются:
- подогреватели
теплоносителя – выбрасывают диоксид азота, предельные углеводороды, оксид
углерода, диоксид серы;
- факела высокого и
низкого давления – выбрасывают диоксид азота, предельные углеводороды, оксид
углерода, диоксид серы, меркаптаны, бенз(а)пирен;
- амбары – выбрасывают
диоксид азота, предельные углеводороды, оксид углерода, диоксид серы,
меркаптаны, бенз(а)пирен, сажу, метанол;
- насосное оборудование –
утечки сероводорода, метанола, углеводородов, меркаптанов;
- котельная выбрасывает в
атмосферу диоксид серы, диоксид азота, оксид углерода.
2. неорганизованных
выбросов являются:
- арматура, фланцевые
соединения, клапана – утечки сероводорода, метанола, углеводородов,
меркаптанов.
Земляной амбар
используется в настоящее время для сжигания газов стабилизации и конденсата.
Амбар имеет площадь 18х36 м и углублен в землю на 5 метров. При сжигании газа в
амбаре продукты сгорания поднимаются вверх. При этом происходят выбросы в
атмосферу: свинца и его соединений, диоксида азота, сажи, диоксида серы,
сероводорода, оксида углерода, 3,4-бенз(а)пирен, меркаптанов, предельных
углеводородов, метанола.
Ввод в эксплуатацию
компрессорной газов выветривания (КГВ) позволил утилизировать ценное сырье –
газ дегазации, и сократить соответственно количество выбрасываемых в атмосферу
загрязняющих веществ.
1.3 Характеристика
предприятия, как источника загрязнения окружающей природной среды
Опыт строительства и
эксплуатации нефтяных и газовых скважин показывает, что данный процесс может
вызвать не только потенциально возможное, но и реальное загрязнение окружающей
природной среды.
Источниками воздействия
на окружающую природную среду на КНГКМ являются: факельные установки для сжигания
газа и конденсата при освоении и испытании скважин, открытые емкости и амбары,
склады и площадки для хранения реагентов, котельная, буровые и цементные растворы,
твердые отходы бурения и буровые сточные воды (БСВ), тяжелые транспортные
средства.
Объектами воздействия
процесса бурения являются практически все составляющие биосферу, однако
наибольшему воздействию подвергается атмосфера и почвенный покров, а через них
растительный и животный мир, в том числе и человек.
Основными загрязнителями
атмосферы являются факельные установки для сжигания газа и конденсата при
освоении и испытании скважин, а почвенного покрова – твердые и жидкие
производственные отходы бурения.
Масштаб воздействия
негативных факторов процесса бурения и эксплуатации на окружающую природную
среду зависит от мощности источников загрязнения (глубины скважины, применяемых
реагентов, пластовых флюидов и дебита скважины и др.) и их количества.
Длительность техногенного
воздействия твердых и жидких отходов бурения на почвенный покров вокруг буровой
является кратковременной. Исследованиями установлено, что восстановление
почвенного плодородия завершается через 3 года после завершения технической и
биологической рекультивации при условии выполнения всех мероприятий,
предусмотренных проектом на рекультивацию. Таким образом, с учетом времени
строительства скважины и сроков проведения рекультивации земель (3 года) общее
время воздействия твердых и жидких отходов бурения будет составлять 6 лет.
По своему характеру
наиболее негативное влияние среди составляющих твердые и жидкие отходы
оказывают минеральные соли и щелочные растворы (реагенты), которые угнетают
рост растений, приводят к засолению почв.
Если границы воздействия
твердых и жидких отходов бурения являются локальными и ограниченными на
основной территории буровой площадки, то воздействие вредных веществ,
содержащихся в продуктах сгорания при сжигании газа на факеле, учитывая
особенности атмосферы, распространяются далеко за пределами буровой площадки, а
при определенных состояниях атмосферы – и за пределы площади месторождения. Для
КНГКМ санитарно-защитная зона установлена 3 км. За пределами этой зоны концентрации
вредных веществ не должны превышать ПДК.
Учитывая состав
сжигаемого газа, мощность источника выброса и близость расположения населенных
пунктов к границам санитарно-защитной зоны, предусмотрено проведение испытаний
по специальному графику и не более чем на одной скважине одновременно.
1.3.1 Вредные вещества в
нефтяной и газовой промышленности и их опасность для человека
Почти все
производственные объекты в нефтяной и газовой промышленности при
соответствующих условиях загрязняют окружающую природную среду множеством
опасных вредных веществ. Помимо природных углеводородов, их спутников,
продуктов переработки, в составе загрязнений содержатся многочисленные
реагенты, катализаторы, ПАВ, ингибиторы, щелочи, кислоты, вещества,
образующиеся при горении, химическом превращении и т.д.
Основные из загрязняющих
веществ рассматриваются подробнее /12, 13, 14/.
Окись углерода. СО – бесцветный газ без вкуса и
запаха. Плотность газа по воздуху 0,967 мг/м3.
Поступление СО в организм
подчиняется закону диффузии газов. ПДК окиси углерода в воздухе рабочей зоны 20
мг/м3. Концентрацию 300 мг/м3 человек переносит без
заметного действия в течение 2-4 ч.; 600 мг/м3 за это время вызывает
легкое отравление; 1800 мг/м3 – тяжелое отравление наступает через
10-30 минут; 3600 мг/м3 – человек переносит 1-5 минут.
Окись углерода вытесняет
кислород из оксигемоглобина крови, образуя карбоксигемоглобин (СОН6).
Кроме того, в присутствии окиси углерода в крови ухудшается отдача кислорода
тканями. При содержании 0,04% СО в воздухе более 30% гемоглобина крови
химически связано с СО; при 0,1% - соответственно 50%; при 0,4% - более 80%;
0,5% - смерть наступает через 2-3 вздоха.
Двуокись углерода СО2 – бесцветный, тяжелый, малореакционноспособный
газ. При низких и умеренных температурах обладает слегка кисловатым запахом и
вкусом. При содержании в воздухе до 1% не оказывает токсичного воздействия; при
4-5% раздражающе воздействует на органы дыхания, значительно учащая частоту
дыхания; при 10% вызывает сильное отравление.
Углекислый газ оказывает
наркотическое действие на человека и может изменять его поведение (походку,
реакцию зрачков и др.), раздражать слизистую оболочку. В воздухе, вдыхаемом
человеком, содержится примерно 0,04% СО2.
В относительно малых
количествах СО2 стимулирует дыхательный центр, в больших количествах
– угнетает его и вызывает повышение содержания адреналина в крови. Привыкание
людей к СО2 признается возможным /13/, но связано с тренировкой
органов дыхания и кровообращения. ПДК СО2 в воздухе составляет 1%.
Предельные углеводороды. Химически наиболее
инертны среды органических соединений, они являются в то же время сильнейшими
наркотиками. Действие их ослабляется ничтожной растворимостью в воде и крови,
вследствие чего только при высоких концентрациях создается опасность отравления
этими веществами. С увеличением числа атомов углерода сила наркотического
действия растет.
Характерна неустойчивость
реакций центральной нервной системы, возникающих под влиянием паров некоторых
предельных углеводородов. Такое действие проявляется не только при высоких
концентрациях, но и воздействии низких, пороговых /13, 14/.
Постоянный контакт с
предельными углеводородами вызывает покраснение, зуд, пигментацию кожи. ПДК (в
пересчете на углерод) – 300 мг/м3. Некоторые ученые считают, что в
замкнутых пространствах эта концентрация должна быть в 4 раза меньше /13/.
Присутствие Н2S и повышенная температура усиливает
токсичность предельных углеводородов /13/.
Запах бутана в воздухе
человек ощущает при концентрации 328 мг/м3, пентана – 217 мг/м3.
Природный газ обычно рассматривается как
безвредный газ. Действие его идентично действию предельных углеводородов.
Главная опасность связана с асфикцией при недостатке кислорода. Это может
происходить при большом содержании СН4 в воздухе, когда парциальное
давление и удельное содержание кислорода в воздухе резко уменьшаются.
Природные газы,
содержащие Н2S
очень токсичны. Известно большое число тяжелых и молниеносных отравлений этими
газовыми смесями. Освобожденный от Н2S природный газ при концентрации в воздухе 20% не дает
токсичного эффекта.
Природный газ,
транспортируемый потребителям для бытовых нужд, должен соответствовать ОСТ
51.40-83.
Нефтяной крекинг-газ. Действует на человека, как смесь
углеводородов в комбинации с Н2S.
Сернистые соединения. Профессиональная вредность
сернистых соединений определяется наиболее токсичными ингредиентами газовыделений
из многосернистой нефти, природного газа и конденсата. Нефти разных месторождений
характеризуются неодинаковым составом сернистых соединений и обладают в связи с
этим токсикологическими свойствами.
При температурах
термической переработки нефти сера, дегидрируя углеводороды, образует
сероводород. Сульфиды и дисульфиды при этом распадаются, также образуя сероводород.
Остаточная сера объединяет те соединения, которые при температурах переработки
нефти не вступают в реакции, таблица 2. Отсюда следует, что сероводорода в процессе
термической переработки нефти образуется тем больше, чем меньше в ней
остаточной серы /12/.
Таблица 2
Удельный вес различных сернистых соединений в
нефти (в % по отношению к общей сере, принятой за 100%)
Соединение серы
|
Месторождения нефти |
| Туймазинское |
Ишимбаевское
|
Бугуруслановское |
| девонская нефть |
поверхностного залегания |
Общая сера
|
100 |
100 |
100 |
100 |
сероводород
|
0 |
8 |
16,8 |
30,0 |
элементарная сера
|
2,7 |
3,6 |
5,8 |
2,8 |
сульфиды
|
21,9 |
24,5 |
5,3 |
5,8 |
дисульфиды
|
6,8 |
12,3 |
9,8 |
7,2 |
Меркаптаны
|
21,0 |
25,3 |
46,8 |
32,8 |
остаточная сера
|
47,6 |
26,3 |
15,5 |
21,4 |
Меркаптаны – органические серосодержащие газы с
высокой токсичностью. Образуются при термическом воздействии на нефтесодержащую
среду.
Меркаптаны обнаруживаются в воздухе нефтепромыслов и
нефтеперерабатывающих заводов в сотни и в тысячи раз меньших концентрациях, чем
сероводород.
Сероводород. Бесцветный
газ с неприятным запахом, ощутимым даже при незначительных концентрациях 1 :
100000. Прямой пропорциональности между концентрацией сероводорода и
интенсивностью запаха не наблюдается. Напротив, при большой, очень опасной
концентрации ощущение запаха сероводорода ослабевает, вплоть до исчезновения,
по-видимому, вследствие паралича окончаний обонятельного нерва.
Сероводород вообще
является наиболее токсичным ингредиентом в составе атмосферы объектов по добыче
и переработке высокосернистых нефтей и газа, в том числе по его количеству и
характерных загрязнителях воздушного бассейна.
Ощущение сероводорода
характеризуется: при концентрации 1,4-2,3 мг/м3, но явно ощутимый
запах; 3,3-4,6 мг/м3 – сильный запах, для привыкших к нему – не
тягостный; 5,0 мг/м3 – запах значительный; 7,0-11,0 мг/м3
запах тягостный даже для привыкших к нему; 280-400 мг/м3 – запах не
так силен и неприятен, как при более низких концентрациях.
Плотность сероводорода по
отношению к воздуху 1,1912. Виду этого он скапливается в низких местах – ямах,
колодцах, траншеях, легко растворяется в воде и очень легко переходит из
растворенного в свободное состояние.
В организм сероводород
поступает в основном через органы дыхания и в небольших количествах через кожу
и желудок. При вдыхании сероводород задерживается преимущественно в верхних
дыхательных путях. При соприкосновении с влажной поверхностью слизистых
оболочек Н2S
реагирует с щелочами, образуя сульфид натрия, оказывающий раздражающее и прижигающее
действие. Главное токсическое действие сероводорода проявляется не в
раздражении слизистых оболочек, а в его общем действии на организм. В настоящее
время можно считать установленным, что в основе токсикодинамики сероводорода
лежат три действия – действие на центральную нервную систему, окислительные процессы
и кровь /14/.
Специфическое токсическое
действие сероводорода на центральную нервную систему установлено в 1884 году.
В небольших количествах
сероводород угнетает центральную нервную систему: в умеренных возбуждает, а в
больших вызывает паралич, в частности дыхательного и сосудистого центров.
Изменения эти во многих случаях функциональны и обратимы.
Сероводород оказывает
токсическое действие на механизмы окислительных процессов. Снижается
способность крови насыщаться кислородом. При хроническом отравлении
сероводородом способность гемоглобина к поглощению кислорода снижается до
80-85%, при остром – до 15%. Наблюдается также снижение окислительной
способности тканей.
Действие сероводорода на
кровь происходит в две фазы: вначале количество эритроцитов повышается, затем
падает, снижается содержание гемоглобина, повышается свертываемость и вязкость
крови.
Окисление сероводорода в
крови происходит очень быстро. До 99% сероводорода удаляется из организма в
течение 3-4 минут. Поэтому его обнаруживают в крови лишь в том случае, если
скорость поступления сероводорода равна скорости окисления или превышает
последнюю.
Сероводород –
высокотоксичный яд. При концентрации свыше 1000 мг/м3 отравление
наступает молниеносно; при концентрации 140-150 мг/м3 и действии в
течение непродолжительного времени наблюдается раздражение слизистых оболочек.
После перенесенного острого отравления очень часто выявляются заболевания –
пневмонией, отеком легких, менингитом и энцефалитом.
Кроме того, сероводород
при добыче и переработке нефти и газа действует не изолированно, а в сочетании
с различными углеводородами.
При одновременном
комбинированном воздействии веществ может изменяться характер их токсического
действия. Комбинированное действие может характеризоваться простым суммированием.
Иногда суммарный эффект комбинированного действия смеси проявляется в
отдельности (потенционирование действия). Подобный эффект экспериментально
установлен в отношении сернистого ангидрида и хлора, окиси углерода и окислов
азота, бензина и бензола и некоторых других сочетаний. Установлено, что
токсичность сероводорода возрастает в составе нефтяного газа /12/.
В рабочей зоне ПДК
сероводорода 80 мг/м3 /13/, в смеси с углеводородами С1-С5 – 3 мг/м3.
Класс опасности – 2. Класс токсичности – 2.
Сернистый ангидрид – бесцветный газ с острым запахом.
Раздражает дыхательные пути, образуя на их влажной поверхности серную и
сернистую кислоту. Сернистый газ оказывает общее токсическое действие, нарушает
углеводный и белковый обмен. Характер воздействия сернистого ангидрида
существенно неоднозначен.
При концентрации 20-60
мг/м3 – раздражает слизистые оболочки дыхательных путей и глаз
(чихание, кашель, покалывание в носу); при 120 мг/м3 – вызывает
одышку, синюшность, человек переносит эту концентрацию только 3 минуты; при 300
мг/м3 – происходит расстройство сознания. При воздействии в течение
1 минуты человек теряет сознание.
Сернистый ангидрид
раздражает кроветворные органы. Способствует образованию метгемоглобина.
Вызывает изменение костной ткани. Доказана зависимость частоты острых
респираторных заболеваний, хирургических заболеваний легких у взрослых и детей
от загрязнения атмосферного воздуха /12/.
ПДК 10 мг/м3.
Класс опасности – 2. Класс токсичности – 2. При одновременном присутствии в
воздухе SO2 и SO3
ПДК обоих веществ
соответственно снижается.
Токсичность SO2 резко возрастает при одновременном воздействии SO2 и СО /13/.
При концентрации
сернистого ангидрида в воздухе 260 мг/м3 хвойные деревья погибают в
течение нескольких часов; при 5,2-260 мг/м3 наблюдается острое
отравление хвойных и лиственных пород; при 1,82-5,2 мг/м3 происходит
хроническое отравление всех растений /15/.
Окись азота – бесцветный газ, быстро окисляемый
в окись азота. Скорость окисления зависит от температуры окружающей среды, атмосферного
давления и концентрации NO.
Окись азота – кровяной яд. Она переводит гемоглобин в потгемоглобин. Оказывает
прямое действие на центральную нервную систему.
Двуокись азота – бурый
газ с удушливым запахом. При температуре > 140оС начинает
распадаться на NO и О2; при температуре 600оС
распадается полностью. Двуокись азота оказывает чрезвычайно сильное влияние на
легкие человека. При работе в течение 3-5 лет в среде с концентрацией 0,8-5
мг/м3 развиваются хронические бронхиты, элфизема легких, астма и
некоторые другие заболевания /12/. Воздействие окислов азота при других
концентрациях характеризуется данными таблицы 3.
Таблица 3
Воздействие окислов азота в зависимости от
концентрации
|
Концентрация мг/м3
|
Воздействие |
| 3 |
никаких явлений |
| 10 |
ощущается запах |
| 20 |
легкий запах |
| 90 |
выраженный неприятный запах, раздражение глотки, слюноотделение |
| 150 |
удушливый запах, кашель в течение 4 минут |
| 200 |
опасен даже при кратковременном воздействии |
ПДК в перерасчете на NO2 - 5 мг/м3 /13/. При одновременном
присутствии в воздухе азота и СО рекомендуется снизить ПДК обоих соединений.
Детергенты. Под детергентами понимаются ПАВ, а
также добавки, активаторы, комплексообразующие вещества, наполнители и
присадки. Детергенты, являясь загрязнителями окружающей среды, представляют
опасность для человека, фауны и флоры. Попадая со сточными водами в водоемы,
они образуют в шлюзах, плотинах и других местах большое количество пены.
Последняя помимо эстетического урона водоему может создавать некоторые
препятствия и затруднять поведение навигации. При сильном ветре пена уносится
на большое расстояние и (может) нарушать дорожное движение, явиться причиной
распространения бактерий или патогенных вирусов, опасных для человека и
окружающей среды. Патогенные микробактерии могут переноситься из очистных
сооружений в реки и озера: напротив, сальмонеллы и стафилококки в пенной среде
быстро погибают.
И, наконец, образование
непрерывного слоя пены на поверхности водоема нарушает газовый обмен между
водоемом и атмосферой, нарушая условия жизни обитателей подводного мира и
процессы самоочищения воды, так как ПАВ замедляет поступление кислорода в воду
и резко снижает растворение этого газа в воде. Установлено, кроме того, что
изменение обмена органических веществ в природной среде затормаживает
окислительно-восстановительные процессы.
ПАВ оказывает опасное
действие на рыб, понижая поверхностное натяжение воды, они нарушают дыхательный
обмен на уровне бронхов, активизируют действие некоторых опасных веществ,
находящихся в составе водоема.
Сильное токсическое действие
ПАВ может проявляться при концентрациях его 2000-3000 мг/м3.
Анионактивные вещества,
попадая в питьевую воду, отлагаются на загрязненной посуде. Токсичное действие
их на человека и животных при этом может проявляться на длительном отрезке
времени. Исследованиями установлено, что концентрация анионактивных веществ
нередко значительно превышают их ПДК, равную для питьевой воды 500 мг/м3.
имеются данные, что ПАВ благоприятствуют кишечному абсорбированию посторонних
примесей, способных оказывать токсичное действие на организм, интенсифицировать
развитие раковых заболеваний /12/.
Метиловый спирт (метанол, карбинол, древесный спирт),
СН3ОН – молекулярный вес 32, ОН – простейший представитель
предельных одноатомных спиртов.
Физические свойства:
бесцветная легкоподвижная жидкость, с запахом, подобным запаху этилового
спирта, температура плавления – минус 97,88оС, температура кипения
64,509 оС. Граница взрывоопасных концентраций в воздухе 6,72-36,5%
об. метилового спирта. Метиловый спирт во всех соотношениях смешивается с водой
и спиртами, бензолом, ацетоном и др. органическими растворами.
Метиловый спирт – сильный
яд. Он действует преимущественно на нервную и сосудистую систему, обладает
резко выраженным куммулятивным действием. Прием внутрь 5-10 мл метилового
спирта приводит к тяжелому отравлению, а прием 30 мл и более – смертелен. В
парообразном состоянии спирт сильно раздражает дыхательные пути и слизистые
оболочки глаз, проникает через кожу, поражает зрительные нервы и сетчатку глаз
(человек слепнет).
В рабочей зоне ПДК в
воздухе 5 мг/м3, класс опасности – 3. Класс токсичности – 4.
1.3.2 Влияние КНГКМ на
окружающую природную среду (по результатам анализов)
Разработка и освоение
нефтегазоконденсатного месторождения привело к интенсивным процессам урбанизации,
освоению природных ресурсов, росту числа автотранспорта, техническому перевооружению
предприятий и учреждений региона, повышению потребления твердого, жидкого и
газообразного видов топлива, что совместно с работой предприятий создало реальную
возможность загрязнения объектов окружающей природной среды продуктами
неполного сгорания углеводородов, сернистого газа, сероводорода, двуокиси азота
и тяжелыми металлами. Наряду с этим спад экономики и ухудшение социальных и
психоэмоциональных условий проживания отрицательно повлияло на состояние
здоровья населения региона КНГКМ.
Высокие уровни выбросов
загрязняющих веществ в атмосферный воздух отмечались до 1993 года. В дальнейшем
валовые выбросы вредных веществ уменьшились в 3,5 раза, что обусловило снижение
загрязнения атмосферы по сероводороду в 31,0 раз, диоксиду азота – в 32,4 раза,
диоксиду серы – в 27,7 раз.
В результате выбросов в
атмосферу серосодержащих соединений происходит закисление поверхностных
водоемов региона. По суммарному показателю загрязненность воды рек и балок и
природных осадков сульфатами, хлоридами, фенолами, нефтепродуктами, марганцем,
хромом, свинцом, медью, стронцием, распространяются по господствующей розе
ветров на расстоянии 2,0 км и характеризуются очень высокой степенью
загрязненности. С увеличением расстояния от месторождения (до 15 км) степень
загрязнения водоемов и придонных отложений химическими веществами уменьшается
до умеренной и допустимой, где концентрации фенолов, нефтепродуктов, марганца,
хрома, стронция, снижается до 1,0-2,0 ПДК, что говорит об уменьшении влияния
выбросов КНГКМ.
Исследования качества
питьевой воды населенных пунктов КНГКМ показали, что по суммарному показателю
загрязненности питьевой воды (хлориды, сульфаты, железо, фтор, кальций, магний)
характеризуются от слабой степени – п. Алга, Жарсуат, Успеновка, Александровка,
до умеренной – г. Ажай, п. Приуралье, Жанаталап, Бестау, Березовка, Карачаганак.
В большинстве населенных
пунктов население использует питьевую воду с высокой жесткостью (до 14,6-32,4
мг-экв/л при норме 7,0). В ряде населенных пунктов (г. Аксай, п. Приуральное)
отмечена высокая сульфатная нагрузка через кожу на организм (до 2,7-3,4 ПДК),
хлоридная – 2,3-4,0 ПДК (п. Дмитриево, Карачаганак, Тунгум). В этой связи потребление
воды по сульфатам магния и кальция, хлоридам превышает пороговые концентрации,
рекомендованные ВОЗ (Всемирной Организацией Здравоохранения), соответственно в
2,0-6,0 и 1,5-2,8 раза.
Проведенные ранее
исследования (У.И.Кенесарцев, 1991-1992 годы) показали, что в пользу формирования
биогеохимической провинции свидетельствуют данные о повышенном содержании
металлов в почве и растительности населенных пунктов региона КНГКМ, по мере
удаления от месторождения, концентрации которых снижались /39/.
Аналогичные данные о
накоплениях металлов в почве и растительности, в зависимости от месторождения
получены и в 1995 году.
Динамичные исследования
(1990, 1991, 1995 гг.) почв показали, что наибольшая степень загрязнения
металлами (медь, цинк, кадмий, кобальт, никель, свинец) отмечается по господствующей
розе ветров на расстоянии 12,0-13,0 км от месторождения, наименьшая – на
расстоянии 1,0-6,5 км и контрольной точке – п.Александровка – 50,0 км (по негосподствующей
розе ветров).
Изменения в окружающей
среде, вызванные антропогенным воздействием и природным содержанием химических
веществ, являются причиной накопления в организме населения тяжелых металлов.
Изучение содержания
металлов в цельной крови жителей некоторых населенных пунктов региона КНГКМ
показало, что наибольшие концентрации металлов обнаружены в крови населения,
проживающего по господствующей розе ветров.
Несмотря на то, что в
большинстве населенных пунктов (по господствующей розе ветров) отмечено
повышенное содержание железа в ряде пищевых продуктов, содержание железа в
крови жителей было значительно ниже.
Низкое содержание железа
в крови населения КНГКМ, возможно, связано с повышенным содержанием в организме
таких металлов, как цинк, медь, кадмий, ухудшающих усвоение железа.
В регионе КНГКМ, при всей
серьезности экологических проблем, население больше волнуют социальные
проблемы, как высокая стоимость жизни, безработица, нерегулярные выплаты
зарплаты, пенсий, пособий.
Исследования, приведенные
Казахским государственным медицинским университетом им. С.Д. Асфендиярова,
свидетельствуют о необходимости проведения углубленных исследований окружающей
природной и производственной среды региона КНГКМ.
1.3.3 Характеристика
вредных газообразных выбросов в атмосферу
К основным источникам
поступления вредных веществ в атмосферу на Карачаганакском месторождении
относятся: установка комплексной подготовки газа (УКПГ), газовые скважины при
их разгерметизации и продувках, газоконденсатопроводы и другие. Удельный вклад
каждого источника в общий баланс загрязнений неоднозначен по объему, составу,
структуре, свойствам, экологической и санитарно-гигиенической значимости.
Основные источники на
площади месторождения расположены весьма неравномерно.
Обстоятельное изучение
каждого отдельного производственного объекта, основных источников выбросов,
состава, количества и свойства загрязнителей позволило подразделить все
производственные объекты по степени экологической опасности их для загрязнения
атмосферы в соответствии с рисунком 6. Из рисунка видно, что уровень загрязнения
воздушного бассейна в пределах Карачаганакского месторождения определяется
выбросами вредных веществ производственными объектами УКПГ, УБР и Трансгаза.
В структуре объектов
более 25 типов загрязняющих источников, характеризующихся неодинаковой
интенсивностью, температурой, составом, структурой и свойствами
веществ-загрязнителей. Более сложные по составу загрязнения поступают в
атмосферу от технологических установок по осушке и подготовке газа (УКПГ); при
продувке скважин, при выпуске и сжиганий газа на свечах (при ремонтных работах
на трубопроводах); из факелов и амбаров. Все опасные загрязнители образуются, в
большинстве случаев, при сжигании газа и конденсата. При этом в больших объемах
в воздух на КНГКМ (Карачаганакское месторождение) выбрасываются, в основном,
токсичные газовые смеси продуктов неполного сгорания, состоящие в основном из
девяти компонентов (CnH2n+2, H2S, SO2, SO3, СOx, CO, CO2, RSH, CH3OH). Известно, что разный состав
выбросов от источников загрязнений означает их неодинаковое воздействие на
основные экологические объекты (воздух, почву и человека), условия труда,
работоспособность человека, состояние объемно-производственной среды. При
прочих равных условиях смесь токсичных газов опаснее большинства ее отдельных
компонентов; чем сложнее состав, тем опаснее загрязнение, его токсикологическое,
инженерно-психологическое и другое воздействие на человека, состояние его
здоровья, поведение и т.д.
Источники, расположенные
на разных участках месторождения, оказывают неодинаковое воздействие на условия
труда, локальную экологическую обстановку. Влияние одних ограничивается
пределами рабочего места (утечка через неплотности запорной арматуры); других –
рабочей зоной и территорией производственного объекта; третьих – окружающей
предприятие территорией (факелы, резервуарные парки); четвертые – действуют
периодически; пятые – постоянно; шестые – вынужденные, из-за несовершенства технологии;
седьмые – обусловлены аварийным состоянием оборудования и т.д. Теоретически
бесконечно большое количество факторов, характеризующих сложноорганизованные
производственные объекты, исключает точную оценку их экологической значимости.
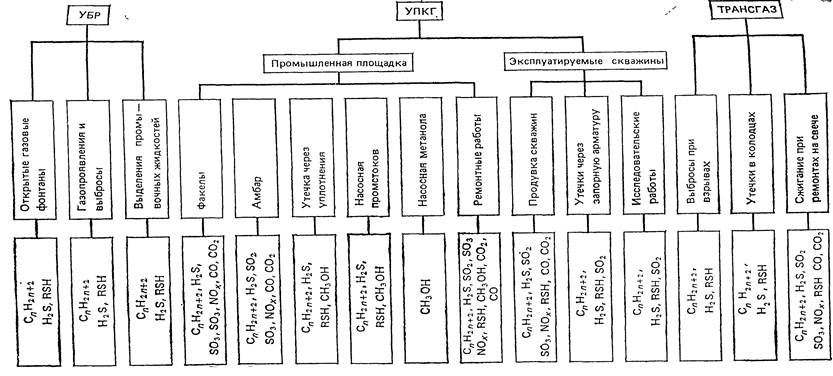
Рисунок
3. Структура и состав источников газовыделения на объектах УБР, УКПГ и
трансгаза Карачаганакского газоконденсатного месторождения природного газа
Все вредные вещества,
выделяющиеся в атмосферу на объектах газовой промышленности, существенно
различаются по физическим, химическим и токсичным свойствам. При
"растворении" в атмосфере они оказывают неодинаковое действие на
окружающую среду и человека (таблица 4).
Таблица 4
Токсичные свойства веществ, выделяемых в
атмосферу
| Вещество |
Плотность по воздуху |
Класс опасности |
ПДК, мг/м3
|
Продолжительность разложения |
Количество вещества в процессе, м3/ч
|
Смертельная потенциальная концентрация, мг/м3
|
|
H2S с углеводородами
|
1,19 |
2 |
3 |
2 сут |
7,5∙104
|
- |
| Сернистый ангидрид |
2,14 |
3 |
10 |
4 сут |
1,3∙103
|
2600 |
| Серный ангидрид |
1,53 |
2 |
1 |
Несколько суток |
1,3∙102
|
1000 |
| Окислы азота |
1,53 |
2 |
5 |
5 сут |
5∙102
|
1200 |
| Углеводороды |
0,97 |
4 |
300 |
16 сут |
5∙106
|
68000 |
| Меркаптаны |
2,03 |
2 |
1 |
Неизвестно |
1∙102
|
2000 |
| Окись углерода |
0,97 |
4 |
20 |
3 года |
6∙103
|
410000 |
| Аммиак |
0,6 |
4 |
20 |
7 сут |
762 |
2000 |
| Двуокись углерода |
1,47 |
- |
785000 |
2 года |
16∙103
|
410000 |
| Метанол |
1,1 |
4 |
6 |
Неизвестно |
100 |
6000 |
По показателям опасности
для человека типичные токсины были проранжированы с учетом экологической
значимости каждого свойства. Веществу, которое по рассматриваемому свойству
более опасно, присваивается балл 1, следующему за ним по значимости – балл 2 и
т.д. (таблица 5).
По токсичности же вредные
вещества, используемые в современном газовом производстве в порядке убывания их
опасности для человека, можно расположить в такой последовательности:
сероводород, окислы азота, серный ангидрид, сернистый ангидрид, меркаптаны,
аммиак, метанол, углеводороды, окись и двуокись углерода.
Таблица 5
Матрица ранжирования веществ по их опасности
| Вещество |
Класс опасности |
ПДК, мг/м3
|
Количество вещества в процессе |
Смертельная концентрация |
Сумма рангов |
Место в ряду |
| Сероводород |
1 |
2 |
2 |
3 |
8 |
1 |
| Сернистый ангидрид |
2 |
5 |
5 |
5 |
17 |
4 |
| Серный ангидрид |
1 |
1 |
7 |
2 |
11 |
2 |
| Окислы азота |
1 |
3 |
6 |
1 |
17 |
2 |
| Углеводороды |
3 |
7 |
1 |
8 |
19 |
5 |
| Меркаптаны |
1 |
1 |
8 |
4 |
14 |
3 |
| Окись углерода |
4 |
8 |
3 |
9 |
24 |
8 |
| Аммиак |
3 |
6 |
10 |
4 |
23 |
7 |
| Метанол |
3 |
4 |
9 |
6 |
23 |
7 |
В связи с тем, что не все
токсичные свойства поддаются количественной оценке, оценить их вред и опасность
пока что не представляется возможным. Комплексная оценка этих свойств выполнена
при помощи ранжирования их по двухбалльной системе. Экологически наиболее
опасными являются сероводород, сернистый и серный ангидрид, за ними идут окислы
азота и меркаптаны, затем – окись углерода, аммиак и двуокись углерода.
Наиболее токсичные
вещества являются преобладающими в составе многих характерных для современного
газового производства источников газовыделения. Это означает, что большинство
технологических процессов и установок производственных объектов газовой промышленности
остаются весьма опасными для загрязнения воздушного бассейна, окружающей среды
и здоровья человека.
По степени опасного
воздействия на окружающую среду, условия труда, здоровье и работоспособность
человека, токсичные вещества, выбрасываемые в воздух производственными
объектами Карачаганакского комплекса, можно расположить в такой последовательности:
Н2S, CnH2n+2, SO2, SO3, NOx, Ox, RSH, CO, CH3OH, CO2, NH3. Причем сероводород как по токсичности, так и по числу
возможных выделяющих его источников стоит на первом месте и является по этой
причине наиболее характерным и опасным загрязняющим веществом для условий всех
производственных объектов, окружающей среды Карачаганакского нефтегазоконденсатного
месторождения в целом.
2. ОЧИСТКА ПРИРОДНОГО
ГАЗА ОТ СОЕДИНЕНИЙ СЕРЫ
2.1 Классификация
способов очистки газа
В практике методы очистки
газов от сероводорода разделяются на три большие группы: абсорбционные, адсорбционные,
окислительные.
Абсорбционные методы
очистки подразделяются на: химическую абсорбцию, при которой сероводород
реагирует с поглотителем с образованием химических соединений, но без изменения
валентности серы; физико-химическую абсорбцию, при которой сероводород
растворяется в абсорбенте без образования устойчивых химических соединений.
Пример химической
абсорбции – процесс очистки газов от сероводорода с помощью водных растворов
аминов (МЭА, ДЭА, ТЭА), поташа, щелочей и др.
Примером
физико-химической абсорбции может служить процесс ректизол, а также другие
процессы, в которых сероводород растворяется в поглотителе при пониженных
температурах и повышенном давлении.
Адсорбционные методы очистки
основаны на способности сероводорода сорбироваться на твердых поверхностях
различных веществ. В качестве адсорбентов применяют искусственные и
естественные цеолиты, активированный уголь и другие.
Окислительные методы
очистки газа от сероводорода основаны на том, что сероводород является
восстановителем и легко может быть окислен до элементарной серы, сульфитов и
сульфатов различными веществами.
Окисление сероводорода
можно проводить в газовой фазе (процесс Клауса), в растворе окислителя
(мышьяково-содовый процесс) и на поверхности твердого окислителя. Основой
принятого разделения являются агрегатное состояние применяемого поглотителя и
его химические и физико-химические свойства.
Принятая классификация
достаточно условна, так как разработаны технологические процессы, в которых
основные методы (абсорбция, адсорбция и окисление) применяют в различных
сочетаниях. Например: процесс очистки газа от сероводорода растворами на основе
гидроокиси железа, это комбинация абсорбционного процесса, поскольку сероводород
из газовой фазы переходит в жидкость.
При обработке
значительных объемов газа и извлечении больших количеств сероводорода
технологические процессы обязательно должны обеспечивать непрерывную или
периодическую регенерацию применяемого поглотителя. Без регенерации поглотителя
технология очистки газов от сероводорода становится неэкономичной.
В практике поглотители
регенерируют различными методами, среди которых чаще всего применяют тепловую
обработку, отдувку инертными газами и водяным паром, снижением давления в
системе регенерации, проведения процесса под вакуумом, окисление сульфидов до
элементарной серы и др.
Практика показывает, что
в технологических схемах очистки газов от сероводорода основные затраты на
эксплуатацию установок приходятся на проведение процесса регенерации.
Капитальные затраты в сооружении установок очистки газов от сероводорода резко
увеличиваются за счет строительства узлов регенерации сорбентов, что вызвано необходимостью
сооружения многочисленных вспомогательных сооружений (котельные, теплообменное
оборудование, компрессорные и насосные станции и т.д.).
Таким образом,
классификация процессов очистки газов от сероводорода только по свойствам
применяемого поглотителя без учета процесса регенерации не дает полной
характеристики применяемой технологии. Иногда такая классификация затрудняет
анализ и сравнение различных технологических процессов. Проиллюстрируем это на
примере очистки углеводородных природных газов от сероводорода с помощью
цеолитов (адсорбция). Процесс очистки газов от сероводорода сводится к операции
контакта газа со слоем цеолита в адсорберах. Выходящий из адсорбера газ
практически не содержит сероводорода. На стадии очистки не применяют какое-либо
вспомогательное оборудование. Технологическая схема проста, не требует существенных
эксплуатационных затрат, поскольку в ней отсутствуют насосы, теплообменники, не
используется вода, пар, электроэнергия и т.д. Однако все отмеченные
преимущества технологии в значительной степени теряют свое значение при
рассмотрении процесса регенерации абсорбента. Цеолиты регенерируют нагретым до
300-350оС углеводородным газом, расход которого составляет 10-18% от
объема очищаемого газа. В процессе регенерации необходимо использовать
теплообменное оборудование, специальные печи для подогрева газов регенерации,
компрессорное оборудование для компримирования газов регенерации, что
значительно усложняет технологическую схему и увеличивает капитальные вложения
и эксплуатационные расходы.
Весь сероводород, который
был извлечен из газа на стадии очистки, концентрируется в значительно меньшем
объеме газов регенерации, причем концентрация сероводорода в них значительно
выше, чем в газе, поступающем на очистку.
Неизбежно возникает
необходимость в очистке газов регенерации от сероводорода, то есть повторно
весь сероводород нужно извлекать из этих газов, что требует сооружения еще
одной специальной установки, затрат на ее строительство и эксплуатацию.
Нужно отметить, что
проводить классификацию технологических схем обработки газов, содержащих
сероводород, по применяемому поглотителю и способу регенерации также
нерационально. Объясняется это тем, что технология должна обеспечивать не
только необходимую степень очистки газов от сероводорода и регенерацию поглотителя,
но и не допускать загрязнения окружающей среды токсичными сернистыми
соединениями. Большинство промышленных установок, которые находятся в
эксплуатации, в большей или меньшей степени выбрасывают токсичные сернистые
соединения в виде сероводорода, а чаще всего, диокиси серы в атмосферу.
Классификация способов
очистки газов от сероводорода по конечному продукту, в который превращается
сероводород, извлекаемый из газа, характеризует всю технологическую схему. Все
процессы очистки можно разделить на следующие группы по получению:
концентрированного сероводорода, сульфатных соединений, элементарной серы, сернистых
соединений и тиосульфидов, серной кислоты и сульфатов (Таблица 6).
Таблица 6
Характеристика различных методов очистки газа от
сероводорода
| Конечный продукт технологии |
Абсорбция |
адсорбция |
окисление |
| физическая |
химическая |
| Концентрированный сероводород |
+ |
+ |
+ |
- |
|
Сульфидные
соединения
|
- |
+ |
- |
- |
| Элементарная сера |
- |
- |
- |
+ |
| Двуокись азота |
- |
- |
- |
+ |
| Производный сернистой кислоты и тиосульфата |
- |
- |
- |
+ |
| Серная кислота |
- |
- |
- |
+ |
| Сульфаты |
- |
- |
- |
+ |
Примечание: Знак
"+" – процесс обеспечивает получение перечисленных продуктов, знак
"-" – процесс не позволяет получить перечисленные продукты.
Из приведенных данных
видно, что методы адсорбции и физической абсорбции позволяют только
концентрировать сероводород, извлеченный из очищенного газа для получения
какого-либо товарного продукта. Из таблицы 6 видно, что решить эту задачу можно
только в сочетании установок адсорбции или физической абсорбции с процессами
окисления сероводорода.
Методы химической
абсорбции, при которых извлекаемая из газа сера не изменяет своей валентности,
позволяет сконцентрировать сероводород и получать различные сульфидные
соединения, как самостоятельные товарные продукты.
К таким соединениям
относятся малорастворимые в воде сульфиды железа, цинка, меди, кадмия, марганца
или водорастворимые сульфиды и бисульфиды щелочных и щелочно-земельных
металлов.
Данные таблицы 6
показывают, что только при окислительных методах обработки сероводорода можно
сразу получать товарные продукты, содержащие серу.
При абсорбционной очистке
газа с последующей тепловой регенерацией можно получить в качестве конечного
продукта только сконцентрированный сероводород, а при использовании на стадии
регенерации окисления можно получить элементарную серу, двуокись серы, сульфиты
и тиосульфиты, сульфаты и серную кислоту.
Общая классификация
технологических схем очистки газов от сероводорода включает следующие
показатели:
- название конечного
продукта, получаемого из извлеченного сероводорода;
- название поглотителя;
- метод регенерации
поглотителя;
- способ окисления
сульфидной серы;
- способ регенерации
окислителя.
2.2 Схема очистки газа от
Н2S, предлагаемая фирмой Юнион Карбайд
Кемикалз
Для очистки газа от серы
существуют два достаточно независимых требования. В начальный период необходимо
обеспечивать топливный газ для собственных нужд и для потребителей в Бурлинском
районе. Давление газа для этих потребителей будет в диапазоне 2,5-4,0 МПа. Для
этих целей будет использоваться часть газового потока из газовой ловушки СД
(среднего давления). Для стадий предварительного проектирования
производительность этой линии установлена на уровне 2 млрд. м3 газа
в год.
В более долгосрочной перспективе газ будет
отгружаться при давлении 7,5 МПа и в объемах, которые сделают выгодным строительство
газопровода (5 млрд. м3 газа в год). Для этой долгосрочной
перспективы газ должен иметь следующие характеристики:
Точка росы (абс.) углеводородов – 10оС
при давлении от 0,1 до 8,0 МПа.
Точка росы для воды – 20оС при
давлении 8 МПа.
Таким образом, предварительный проект, который
основан на очистке газа от серы, осушки и установки точки росы для
углеводородов методом Джоуль-Томпсоновского расширения, также согласуется с
этой долгосрочной потребностью. Недостаток такого процесса имеет две стороны.
Во-первых, при установке точки росы методом расширения получается сжиженный
нефтяной газ – нежелательный продукт на ранней стадии эксплуатации, его
производство увеличивается пропорционально объемам отгруженной продукции.
Во-вторых, при этом падает давление газа и, таким образом, в долгосрочной
перспективе появляется необходимость капиталовложений в компрессоры
отгружаемого газа.
Привлекательной альтернативой для данной схемы
является процесс абсорбции на силикагеле для одновременного осушения и установки
точки росы для углеводородов. Газ из ловушки СД может очищаться без
необходимости установки компрессоров для отгрузки готовой продукции. При такой
технологии сжиженный нефтяной газ не производится. В настоящее время
рассматривается возможность замены существующей схемы контроля точки росы на
такую технологию, как на более предпочтительный вариант для будущего проекта
отгрузки газа.
Установка очистки газа от серы (как от
меркаптанов, так и сероводорода) основана на абсорбции с использованием
селективного растворителя на основе метилдиэтиламина (LE
701фирмы Юнион Карбайд Кемикалз (Union
Carbide Chemicals)). Данная технология уменьшит объемную концентрацию
Н2S до 4 р.р.т. (по техническим условиям она
должна быть 13 р.р.т.), а объемную концентрацию меркаптановой серы – до величины
меньше, чем 25 р.р.т. Дополнительная установка окончательной адсорбции не
требуется. Избирательность процесса уменьшает требуемый размер установки по
производству серы и минимизирует эксплуатационные затраты, поскольку
одновременная абсорбция СО2 минимизируется.
Содержание кислого газа в
серосодержащем газе сырья минимизируется тем, что очистке подвергается только
газ с месторождения. Рециркуляция газа из верха аппарата стабилизации
неприемлема, так как уровень содержания серы в таком потоке относительно
высокий. Возможность отложить монтаж установки производства серы и оборудования
по ее транспортировке и хранению также находится в процессе рассмотрения. Эта
цель может быть достигнута путем рециркуляции серосодержащего газа из верха
аппарата регенерации в компрессоры испарившегося газа на установке стабилизации
конденсата. Такое решение увеличит абсорбцию сероводорода в сжиженном нефтяном
газе, производимом в газовом холодильнике низкого давления (НД), и увеличит
нагрузку на установку ректификации сжиженного природного газа. Другим решением
было бы сжатие газа верхней части аппарата регенерации 4,5 МПа и объединение
его с серосодержащим газом для закачки в пласт. Это потребовало бы установки
дополнительного технологического аппарата дегидратации серосодержащего газа.
Для удаления конденсата
отфильтрованный газ с ловушки газовых пробок СД подается на входной сепаратор.
Пары из этого сепаратора поступают на нижний лоток установки абсорбции, а вся
отделившаяся жидкость поступает в подающуюся емкость линии стабилизации конденсата.
Бедный метилдиэтиламин
подается на третий лоток установки абсорбции. Поток метилдиэтиламина под
действием силы тяжести проходит через колонку и абсорбирует почти весь Н2S и меркаптаны из газового потока. Два
лотка с барботажными колпачками вверху абсорбционной колонны используются для
долива воды и служат для промывки очищенного от серы газа, выходящего из верха
колонны. Очищенный от серы газ охлаждается, а вся жидкость, присутствующая в
выходном сепараторе метилдиэтиламина сбрасывается в емкость мгновенного
испарения установки регенерации метилдиэтиламина.
Обогащенный
метилдиэтаноламин из аппарата абсорбции выходит через клапан контроля уровня и
поступает в емкость мгновенного испарения, где абсорбированный метан удаляется
методом испарения. Испарившийся газ для абсорбции всего оставшегося газа Н2S контактирует с попутным потоком
обедненного метилдиэтаноламина в насадочной колонне в верхней части аппарата.
Жидкие углеводороды формируют в емкости мгновенного испарения слой,
расположенный сверху раствора метилдиэтаноламина и могут быть удалены путем
пропускания над водосливом для углеводородов. Жидкие углеводороды утилизируются
через систему некондиционной нефти.
Обогащенный
метилэтаноламин затем нагревается обедненным амином, выходящим из установки
регенерации, и вводится в колонну на пятый лоток. Н2S удаляется из потока обогащенного
метилдиэтаноламина горячими парами, полученными в ребойлере путем нагревания
паром НД.
Обедненный
метилдиэтаноламин выходит из ребойлера после охлаждения потоком обогащенного
метилдиэтаноламина попадает в расширительный резервуар. Перед тем, как
обедненный метилдиэтаноламин возвращается в аппарат абсорбции, он закачивается
в охладитель воздуха. Для работы в летний период может потребоваться балансированное
водяное охлаждение. Для непрерывной очистки циркулирующего потока
метилдиэтаноламина попутный поток обедненного метилдиэтаноламина поступает на
патронный фильтр и на угольный фильтр. Чистый попутный поток обеспечивает поток
промывочного раствора в насадочную колонну аппарата мгновенного испарения.
Газ из верхней части
колонны установки регенерации метилдиэтаноламина подается на линию отделения
серы. Можно рассмотреть рецикуляцию этого потока.
Испарившийся газ
предназначен для использования в качестве топлива. Однако, уровень содержания в
нем меркаптана может оказаться слишком высоким. Если это окажется так, то
давление в аппарате мгновенного испарения может быть установленного на уровне 1
МПа, и тогда этот газ будет направляться на вход компрессоров испарившегося
газа установки стабилизации конденсата.
2.2.1 Производство и
хранение серы
Кислый газ, полученный на
установке регенерации метилдиэтаноламина линии очистки газа от серы, очищается
для получения чистой серы и для обеспечения соблюдения нормативов Республики
Казахстан по выбросам в атмосферу. Основными компонентами этой системы являются
следующие установки:
- установка производства
серы;
- установка очистки
хвостовых газов;
- установка дегазации
жидкой серы;
- установка формирования
серы;
- оборудование отгрузки и
хранения серы.
Кислый газ обрабатывается
на установках производства серы и обработке хвостового газа. Установка серы
представляет из себя установку Клауса (Claus) с тремя каталитическими ступенями. Примерно одна
треть поступающего в сырье Н2S окисляется до образования SO2 и воды. После этого SO2 с оставшимся Н2S образует элементарную серу и водяные пары.
Хвостовой газ с установки
Клауса поступает на очистку для окончательного отделения серы на 99,5%
(гарантированный минимум 99,4%). При расчете производства серы учитывались
потери серосодержащего пара на последней стадии обработки при сжигании в печи
перед дымовой трубой.
Полученная жидкая сера дегазируется на установке
производства серы и затем, чтобы обеспечить удобство при отгрузке и
транспортировании, гранулируется на установке формирования серы.
2.3 Разработка технологии
очистки природного газа КНГКМ
В последнее десятилетие,
после приобретение Казахстаном суверенитета, нефтегазовая отрасль
промышленности очень бурно развивается. Правительством Республики Казахстан
ведется постоянная работа по привлечению в эту отрасль новых инвестиций.
Привлечение инвестиций в разведку, добычу и транспортировку конденсата приведет
к увеличению объема добычи нефти, газа и конденсата.
Известно, что все крупные
залежи нефти, газа и конденсата (Тенгиз, Карачаганак и др.) наряду с основным
компонентом содержат повышенное количество кислых компонентов, в частности,
сероводород.
Наличие кислых
компонентов в составе добываемой продукции создает определенные сложности в их
транспортировании и переработке, вызывая коррозию трубопроводов и оборудования.
Наряду с этим при транспортировке сырой продукции покупателям (перерабатывающим
заводам за пределами Республики Казахстан) достается ценнейшее сырье для получения
товарной серы.
Хотя Карачаганакское
месторождение газа и конденсата находится на территории Бурлинского района
Западно-Казахстанской области, потребители газа этого региона получают газ из
Российской Федерации, что приводит к увеличению цены на газ. Карачаганак, при
развитии собственной инфраструктуры и создании собственных очистных и
перерабатывающих мощностей, может обеспечивать регион собственным газом.
Создание очистной
установки газа от сероводорода позволило бы снизить объем вредных выбросов в локальном
характере (выброс SO2 при сжигании Н2S на факеле) и уменьшить риск
попадания Н2S в
окружающую природную среду во время аварийных ситуаций при транспортировке газа
и конденсата по трубопроводам.
Также при извлечении
сероводорода казахстанские нефтяники и газовики получили бы еще одно ценное
сырье для производства и получения готовых продукций для нужд промышленности (Н2SO4, элементарная сера и др.). Получение еще одной
готовой продукции дало бы новый источник увеличения прибыли отечественных
производителей.
2.3.1 Выбор метода
очистки
При выборе метода очистки
окончательным критерием является величина приведенных затрат, зависящих в
основном от энергетических и капитальных затрат. Однако такой выбор во многих
случаях труден, что объясняется влиянием на экономические показатели трех групп
факторов:
1) внешние
технологические параметры процесса /8/ - состав, давление и температура
очищаемого газа, требуемая степень очистки, параметры энергоресурсов (давление
пара, наличие отбросного тепла), возможность использования вторичных
энергоресурсов и т.д., то есть факторы, независящие от
аппаратурно-технологического оформления процесса очистки;
2) внутренние параметры
процесса – расход тепла, электроэнергии, растворителя, отходы, тип и вес
аппаратуры, а также их зависимость от параметров исходного газа и степени
очистки, то есть параметры, на которые влияет аппаратурно-технологическое
оформление процесса очистки.
3) экономические факторы
– цены на энергоресурсы, сырье, отходы, аппаратуру, а также дефицитность каких-либо
видов сырья (растворителей и др.) и энергии.
Таким образом, выбор
процесса должен осуществляться только после детального технологического,
термодинамического и технико-экономического анализа.
Особенности газоочистных
и газоперерабатывающих установок выдвигают ряд требований к их проектированию:
большой диапазон
устойчивой работы (отношение максимально и минимально допустимых нагрузок по
газу и жидкости) оборудования;
получение кондиционной
товарной продукции при изменении параметров сырья в широком интервале;
возможность использования
оборудования в широком интервале давления и температуры. Это важно как ввиду
влияния температуры окружающей среды на параметры процесса, так и из-за
необходимости компенсации влияния изменения одного параметра (Р или t) на показатели процесса, за счет
повышения или понижения значения другого параметра.
При определении области
предположительного использования различных способов очистки для газов, в
которых соотношение СО : Н2S более 3-3,5, следует использовать методы, основанные на физической
абсорбции Н2S. При
выборе того или иного поглотителя необходимо учитывать не только способность
растворять углеводородные газы, летучесть, дефицитность, селективность по
отношению к Н2S,
емкость по нему, упругость паров сернистых соединений в конкретном поглотителе.
При минимальных теплотах растворения можно достичь максимальных соотношений Н2S : СО2, при которых
энергетически целесообразно проводить процесс очистки физическими
поглотителями. Согласно физико-химической природе поглотителей, с уменьшением
теплоты растворения увеличивается упругость паров увлекаемого компонента над
раствором, что видно из следующей термодинамической зависимости:
 (2.1) (2.1)
где К – константа Генри
газа в растворителе;
А – коэффициент,
зависящий от давления и температуры;
∆Н – теплота
растворения газа;
R – универсальная газовая постоянная;
Т – температура
растворения.
Уравнение (2.1)
показывает, что с увеличением теплоты растворения уменьшается константа Генри
(растет растворимость), а это в конечном итоге приводит к повышению степени
очистки или понижению расхода абсорбента. В связи с этим не во всех случаях
целесообразно стремиться к выбору абсорбента с минимальной теплотой растворения
сернистых соединений.
Необходимо учитывать
селективность поглотителя. Это связано с тем, что соотношение СО2 :
Н2S в исходном газе характеризует кислые
газы регенерации. Поэтому чем выше селективность, тем большую область охватывают
методы очистки физической абсорбцией. Следовательно, при выборе физического
поглотителя необходимо решать оптимизационную задачу с учетом перечисленных
показателей.
Результаты опытных работ показали, что такие
нежелательные компоненты, как Н2S и СО2,
органические соединения, присутствующие в составе природного газа
Карачаганакского месторождения, хорошо поглощаются метанолом, особенно при
низких температурах /8, 9, 10/.
Предлагаемая в данной работе технология очистки газа
основана на процессе одновременного удаления кислых компонентов. Как сказано
выше, эти вещества хорошо абсорбируются метанолом, особенно при низких
температурах и повышенных давлениях, а при понижении давления легко удаляются
из насыщенного раствора.
Зависимость растворения СО2 и Н2S в метаноле от температуры при
различных давлениях приведена на рисунках 4 и 5, из которых видно, что
растворимость Н2S в метаноле выше
растворимости СО2 в нем. Это позволяет осуществлять селективное их
разделение. Наличие в метаноле СО2 снижает растворимость Н2S на 10-15%. Растворимость органических сернистых соединений
в метаноле также велика. Расход тепла на процесс весьма невелик, так как
поглотительный растворитель охлаждается вследствие снижения давления на ступени
регенерации, а поступающий газ охлаждается с широким использованием теплообмена
с отходящими потоками очищенного газа и извлекаемых компонентов газа.
К основным преимуществами этого процесса следует
отнести:
а) значительное снижение расхода энергии по
сравнению с другими методами очистки (например, абсорбция этаноламинами);
б) высокая степень очистки от сернистых соединений в
присутствии СО2;
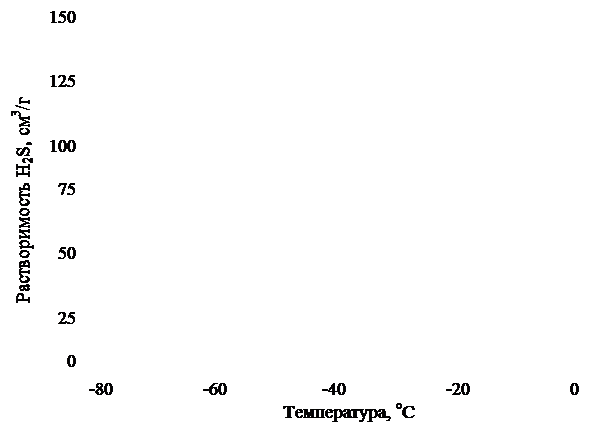 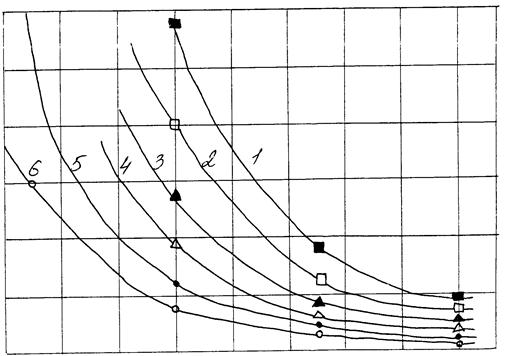
1 – РН2S = 53 кПа; 2 - РН2S = 40 кПа; 3 - РН2S = 26,7 кПа
4 - РН2S = 17,3 кПа; 6 - РН2S = 6,67 кПа
Рисунок 4. Влияние
температуры растворимость Н2S в метаноле
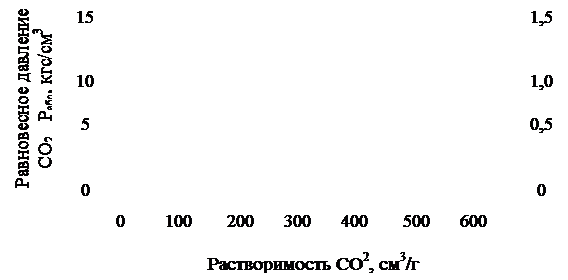 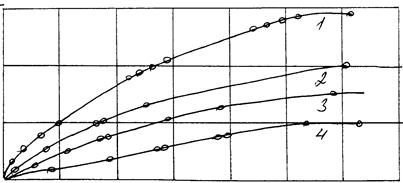
1 – при минус 26оС;
2 – при минус 36 оС;
3 – при минус 45 оС;
4 – при мину 60 оС.
Рисунок 5. Изотермы
растворимости СО2 в метаноле
в) одновременная осушка от влаги и очистка от
тяжелых углеводородов.
Наряду с положительными
качествами предлагаемому процессу присущи недостатки:
а) сложность
технологической схемы;
б) сравнительно большие
потери метанола с очищаемым газом;
в) нежелательно высокая
растворимость углеводородов в метаноле, особенно при низких температурах.
2.3.2 Предлагаемая
технологическая схема очистки природных газов КНГКМ от кислых газов
Природный газ КНГКМ с
высоким содержанием кислых газов после предварительной переработки на установке
промысловой подготовки газа, в соответствии с рисунком 9, со скоростью 15,85 м3/сек
и давлением 2,3-2,45 МПа и концентрацией 914 ∙ 10-3 кг/м3
направляется на первую стадию охлаждения, где газ охлаждается до температуры
плюс 3оС. На этой стадии конденсируется основная часть тяжелых газов
и водяных паров, далее газ проходит вторую стадию охлаждения, здесь газ
охлаждается до минус 20оС, после чего газ направляется на первую
ступень очистки. Очистку производят абсорбцией газа метанолом, охлажденным до
температуры минус 70-75оС. При этом из газа удаляется основная часть
Н2S и часть СО2, остаточная
часть тяжелых углеводородов и основная часть органических соединений серы.
Далее газ поступает на вторую ступень абсорбции. На этой ступени для абсорбции
газа подают небольшой поток тщательно отрегенерированного метанола при температуре
минус 60-65оС. На этой стадии из газа удаляется основная часть
остаточного СО2 и практически все остаточное количество органических
сернистых соединений. После второй ступени очистки очищенный газ отвечает
требованиям ГОСТ и направляется потребителям.
Насыщенный на первой
ступени очистки метанол направляется на двухступенчатую регенерацию.
Регенерацию осуществляют снижением давления. На первой ступени регенерации
давление снижается до 0,1 МПа, при этом метанол за счет испарения
абсорбированных газов охлаждается до минус 33-36оС.
На второй ступени давление снижается до 0,02 МПа и
температура абсорбента снижается до минус 70-75оС, на этой ступени
выделяются практически все остаточные газы, после чего абсорбент возвращается
на первую ступень очистки газа. Кислые газы отправляются на установку
переработки кислых газов.
Со второй ступени очистки метанол (отдельно от
метанола первой ступени) подается на регенерацию. Регенерацию производят
отпаркой кислых газов при температуре 60-65оС обогревом глухим
паром. При этом процессе происходит полная регенерация метанола. После чего отрегенерированный
метанол, пройдя стадию охлаждения до температуры минус 60-65оС,
подается на вторую ступень очистки газа.
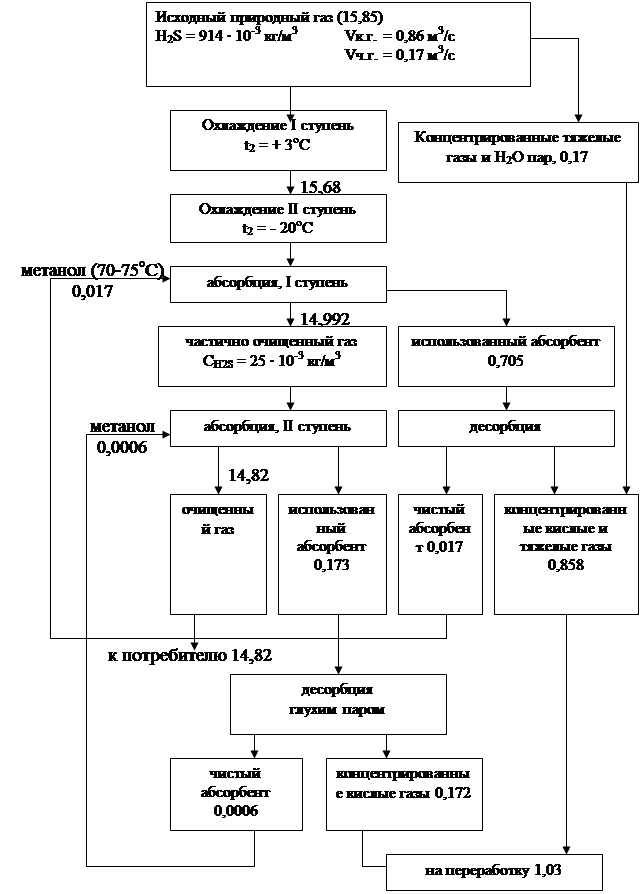
Рисунок 6.
Технологическая схема очистки природного газа КНГКМ от кислых газов (м3/с)
Концентрированные кислые газы, полученные при
регенерации метанола, общим потоком подаются на установку переработки кислых
газов с получением товарной серы.
Из практики известно, что
в промышленных условиях при очистке природного газа от кислых газов метанолом с
последующим выделением кислых газов при регенерации, получают концентрированный
кислый газ, содержащий 58% Н2S, 40,5% СО2, 1% СН4 и 0,5 Н2О
/18/.
2.3.3
Аппаратурно-технологическая схема очистки природного газа КНГКМ
Очищенный газ с установки
подготовки газа под давлением 2,3-2,45 МПа, в соответствии с рисунком 7,
подается на две ступени кожухотрубных теплообменников (3), включенных
последовательно, где осуществляется охлаждение газа при помощи охлажденного
очищенного газа и кислых газов. Теплообменники выполнены из коррозионностойких
металлов по ГОСТ 15118-79 и 15120-79. Теплообменники рассчитаны на скорость
газа объемом 15,85 м3 в секунду и на давление до 2,5 МПа, перед
входом в теплообменник ставится расходомер газа. На первой ступени
теплообменников температура газа снижается до плюс 3оС, при этом
конденсируются тяжелые фракции углеводородов, содержащие сероорганические
соединения, а также основная масса водяных паров. Во второй ступени
теплообменников газ охлаждается до минус 20оС и при этой температуре
поступает в нижнюю часть двухступенчатого насадочного абсорбера (1), работающего
при давлении 2,0 МПа. На первой ступени очистки газ конденсирует с основным
потоком метанола, охлажденного до температуры минус 70-75оС.
При этом из газа
практически полностью удаляются Н2S, остаточные тяжелые углеводороды, значительное количество СО2
и органических соединений серы.
Колонна выполнена
согласно требованиям ГОСТ 12.2.003-91 и ОСТ 26.231-79, из антикоррозионной
стали марки Х18Н10Т.
За счет теплоты абсорбции
температура метанола понижается до минус 45оС. Далее частично
очищенный газ из первой ступени поступает на вторую ступень очистки, где
контактирует с небольшим потоком отрегенерированного метанола, подаваемого в
колонну при температуре минус 60-65оС. На этой стадии ступени из
газа удаляется большая часть остаточной СО2 и практически все
остаточное количество органических соединений.
Насыщенный на первой
ступени очистки газа метанол направляется в десорбер (2). Десорбер представляет
собой колонну из двух секций, выполненную из антикоррозионной легированной
стали марки ОХ13, согласно ГОСТ 12.2.003-91. Производительность десорбера
рассчитана на пропуск 17,5 м3 в секунду газометанольной смеси. На
первой ступени, когда давление снижается до 0,1 МПа, метанол за счет испарения
абсорбированных газов охлаждается до минус 33-36оС, а на второй ступени,
когда давление снижается до 0,1 МПа, температура метанола дополнительно
снижается до минус 70-75оС. Из насыщенного метанола выделяются
практически все абсорбированные газы, после чего абсорбент направляется на
очистку газа, в абсорбционную колонну (1), а концентрированные кислые газы,
вместе с выделившимися со стадии охлаждения, тяжелыми углеводородами поступает
на установку Клауса, для получения элементарной серы.
Снижение давления в
колонне регенерации метанола с первой ступени абсорбции газа осуществляют
вакуум-насосами (8) типа ВВН (химически стойкого) путем отсоса кислых газов.
Насыщенный метанол со
второй ступени очистки газа выводится из нижней части второй секции абсорбера
(1) и подается через рекуперативный теплообменник (5) в регенератор (4).
Регенерируют метанол путем отпарки кислых газов при температуре плюс 60-65оС
обогревом глухим паром в обычной насадочной или тарельчатой колонне. Производительность
колонны по жидкогазовой составляет 5,342 м3 в секунду.
Отрегенерированный метанол охлаждается последовательно в рекуперативном
теплообменнике (5), выполненном по ГОСТ 12067-80 и испарителе (6) до
температуры минус 60-65оС и подается в верхнюю часть второй ступени
очистки.
Энергия в данном процессе
расходуется на покрытие потерь холода, на абсорбцию паров воды и частично Н2S
и СО2. Большая часть энергии, расходуемой на получение холода для
отвода тепла абсорбции кислых компонентов, компенсируется при десорбции кислых
компонентов, однако часть извлекаемых примесей десорбируется при нагревании
раствора выше температуры окружающей среды. Поэтому коэффициент полезного
использования холода при десорбции не превышает 60-80% /7, 8/.
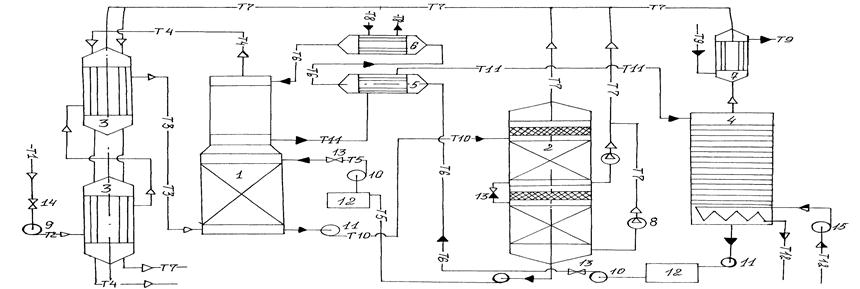
Спецификация аппаратурной
схемы очистки природного газа: 1 – двухступенчатый абсорбер (1); 2 – вакуум
колонна (1); 3 – теплообменник (2); 4 – колонна-ректификационная (1); 5 –
теплообменник-рекуперативный(1); 6 – испаритель (холодильник) (1); 7 – холодильник
водный (1); 8 – вакуум-насос (2); 9 – компрессор (1); 10 – насос подачи
метанола (2); 11 – насос откачки метанола (3); 12 – емкость метанола(2); 13 –
вентиль регулируемый (3); 14 – вентиль запорный (1); 15 – насос подачи пара
(1); Т1 – трубопровод, подающий природный газ на очистку; Т2 – трубопровод
сжатого природного газа; Т3 – трубопровод охлажденного природного газа; Т4 –
очищенный природный газ; Т5 – оборотный метанол в I ступень; Т6 – трубопровод, подающий оборотный метанол во II ступень; Т7 – газ кислый,
концентрированный; Т8 – хладагент; Т9 – трубопровод холодной воды; Т10 –
метанол оборотный (возврат, I
ступень); Т11 – метанол оборотный (возврат, II ступень); Т12 – глухой пар
Рисунок 7. Аппаратурная технологическая схема очистки
природного газа КНГКМ от кислых газов
Потери метанола от
испарения, обусловленные значительным давлением паров метанола даже при низких
давлениях /6/, можно значительно увеличить, если на выходе очищенного газа из
второй ступени абсорбера поставить каплеуловитель из пористых материалов или с
помощью других приспособлений.
2.4 Контроль за
загрязнением атмосферного воздуха на территории КНГКМ
Актуально
научно-практической задачей на территории КНГКМ является разработка для
основных объектов установки подготовки, очистки и переработки газа единой
научно-обоснованной системы контроля, которая позволила бы контролировать и
выявлять выделения вредных веществ – загрязнителей атмосферного воздуха и
других природных объектов, связь количественных показателей выбросов с
технологией, метеорологическими параметрами. Полученные при этом данные должны
служить научной основой для:
- прогнозирования
вероятности образования опасных концентраций вредных веществ в основных
экологических объектах;
- изучения условий
образования, характера распределения и концентрации вредных веществ в воздухе,
воде и почве;
- определения размеров
загрязнения участков, опасных зон, возможных последствий и т.д.
В существующей технологии
добычи и подготовки предлагаемой технологии очистки и переработки газа и
конденсата к основным точкам замеров загрязнений атмосферы на территории КНГКМ
и в рабочей зоне УКПГ можно отнести следующие:
по газовым промыслам:
1. устья скважин
2. продувочные свечи или
линии
3. колодцы с
газопроводной арматурой
4. ямы для сжигания
конденсата после продувки
по установке комплексной
подготовки газа:
5. арматура газоприемного
монифольфа (шаровые краны, задвижки, отсекатели)
6. продувочные свечи или
линии
7. фланцевые соединения
на аппаратах и трубопроводах
8. насос для метанола и
конденсата
9. домовые трубы
подогревательных устройств или котельных
10. колодцы, резервуары
промканализации
по очистным и
перерабатывающим установкам:
11. на входе и выходе
газов и жидкостей всех аппаратов
12. фланцевые соединения
аппаратов и трубопроводов
13. продувочные свечи и
линии
14. емкость для жидкой
серы
15. трубы печей Клауса
16. конвейеры для
разливки жидкой серы
17. склады твердой серы
18. насосы для метанола,
жидкой серы
19. монифольфы, колодцы
газопроводов
по компрессорным
станциям:
20. газопроводные колодцы
21. монифольфы перед
компрессорным цехом
По опасности воздействия
на работающих и население основные источники загрязнителей на газовых промыслах
можно разделить на четыре категории (таблица 7).
Для типичных
производственных объектов газовой промышленности, с учетом категории опасности
(Таблица 7) устанавливается периодичность контрольных измерений и процент
обследования выявленных мест газовыделений источников газовыделения (Таблица
8).
Таблица 7
Категории опасных газовыделений на газовых
объектах
| Категории опасности источника выделения |
Объемное содержание Н2S в
газе, %
|
Санитарный класс токсичности |
Агрессивность по скорости коррозии стенок оборудования, мм/год |
Время нарастания концентрации до ПДК в условной рабочей зоне, ч |
Максимальное рабочее давление, МПа |
Максимальная рабочая температура, оС
|
| особо опасные |
>6 |
1 |
>1 |
<1 |
>5 |
>200 |
| опасные |
3-6 |
2 |
0,1-1 |
1-3 |
2,5-5 |
100-200 |
| умеренно опасные |
0,5-3 |
3 |
0,01-0,1 |
3-6 |
0,3-2,5 |
50-100 |
| малоопасные |
до 0,5 |
4 |
<0,01 |
>6 |
<0,3 |
<50 |
Таблица 8
Периодичность проверок
концентрации вредных веществ в воздухе
| Категории опасности газовыделения |
Периодичность контрольных измерений |
Процент обследования потенциальных выявленных мест газовыделей |
| 1 |
2 раза в смену |
100 |
| 2 |
ежемесячно |
75 |
| 3 |
ежедневно |
50 |
| 4 |
еженедельно |
25 |
Инвентаризация источников
загрязнения атмосферного воздуха проводится в соответствии с ГОСТом
17.2.104-77.
Пункты контроля
устраиваются в соответствии РО 52.04.186-89 "Руководство по контролю за
загрязнением атмосферы".
Оборудование –
передвижная лаборатория типа "Атмосфера-II", газоанализатор типа "Паладий-3", лазерный
газоанализатор метана типа 323 ААОI, пробоотборные устройства: электроаспираторы типа ЭА-I, 7А-IA, ЭА-2, ЭА-2С, 822.
Перечень и метод
определения загрязняющих атмосферу веществ приведены в таблицу 9.
Таблица 9
Перечень определяемых загрязняющих веществ
| Наименование определенного вещества |
Метод определения, наименование НТД |
|
Диоксид азота (NO2)
|
РО52.04.186-89 "Руководство по контролю за загрязнением
атмосферы". Улавливание раствором иодида кадмия (фотометрический метод) |
|
Диоксид серы (SO2)
|
РО52.04.186-89
Улавливание на пленочный хемосорбент (фотометрический метод)
|
|
Сероводород (Н2S)
|
РО52.04.186-89
1) улавливание из воздуха на пленочных хемосорбентах и его
фотометрическое определение (для 0,003-0,075 мг/м3)
2) отбор проб в барботеры раствором комплекса кадмия с
триэтаноламином (фотометрическое определение) (для 0,004-0,12 мг/м3)
|
| Углеводороды (3,4бенз(а)пирен и другие циклические ароматические
углероды) |
РО52.04.186-89
Отбор проб на аэрозольный фильтр и определение методом
высокоэффективной жидкостной хроматографии
|
3. РАСЧЕТ ДВУХСТУПЕНЧАТОЙ
АБСОРБЦИОННОЙ КОЛОННЫ
3.1 Исходные данные к расчету
параметров абсорбционной колонны
1) Общая
производительность установки по газу при н.у. V0 = 63,4 м3/сек (4 колонны).
Производительность одной абсорбционной колонны V0
= 15,85 м3/сек.
2) Концентрация Н2S в газе
Для первой ступени:
на входе yнI = 914 ∙ 10-3 кг/м3
на выходе yкI = 25 ∙ 10-3 кг/м3
Для второй ступени:
на входе yнII = 25 ∙ 10-3 кг/м3
на выходе yкII = 0,015 ∙ 10-3 кг/м3
3) Содержание примесей в
поглотителе:
хнI = 3% (масс.) – для первой ступени
хнII = 0,5% (масс.) – для второй ступени
4) Абсорбция
изотермическая
средняя температура
потоков в абсорбере t = - 45 оС
5) Давление газа на входе
в абсорбер для обеих ступеней Р = 2 МПа
6) Плотность газа при t = 20 оС, ρ = 0,846
кг/м3
при н.у. ρ0 = 0,724 кг/м3
3.2 Устройство
абсорбционного насадочного аппарата
Аппараты, в которых
осуществляются абсорбционные процессы, называют абсорберами. Как и другие
процессы массопередачи, абсорбция протекает на поверхности раздела фаз. Поэтому
абсорберы должны иметь развитую поверхность соприкосновения между жидкостью и
газом. По способу образования этой поверхности абсорберы можно условно
разделить на следующие группы: 1) поверхностные и пленочные; 2) насадочные; 3)
барботажные (тарельчатые); 4) распыливающие.
Следует отметить, что
аппараты большинства конструкций весьма широко применяются и для проведения
других массообменных процессов.
Предлагаемая насадочная
колонна получила широкое распространение в промышленности в качестве абсорбера.
Основными достоинствами насадочных колонн являются простота устройства и низкое
гидравлическое сопротивление, дешевизна и относительно длительный контакт фаз.
Основными узлами насадочных аппаратов в соответствии
с рисунком 11 являются приспособления (1), распределяющие жидкость по насадке,
насадочные тела (2), перераспределители жидкости (3) и опорные решетки (4).
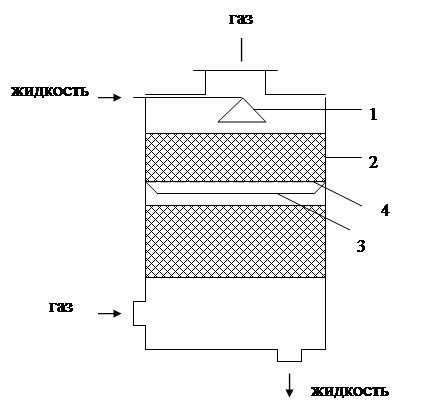
1 – распределитель жидкости; 2 –
насадки; 3 – перераспределитель жидкости; 4 – опорные решетки
Рисунок 8. Насадочный абсорбер
Для того, чтобы насадка
работала эффективно, она должна удовлетворять следующим основным требования: 1)
обладать большой поверхностью в единице объема; 2) хорошо смачиваться орошающей
жидкостью; 3) оказывать малое гидравлическое сопротивление газовому потоку; 4)
равномерно распределять орошающую жидкость; 5) быть стойкой к химическому
воздействию жидкости и газа, движущихся в колонне; 6) иметь малый удельный вес;
7) обладать высокой механической прочностью; 8) иметь невысокую стоимость.
Насадок, полностью
удовлетворяющих всем требованиям, не существует, так как, например, увеличение
удельной поверхности насадки влечет за собой увеличение гидравлического
сопротивления аппарата и снижение предельных нагрузок. В промышленности
применяют разнообразную по форме и размерам насадки /19, 21/, которые в той или
иной мере удовлетворяют требованиям, являющимся основными при проведении
конкретного процесса абсорбции. Насадки изготавливают из разнообразных
материалов (керамика, фарфор, сталь, пластмассы и др.), выбор которых диктуется
величиной удельной поверхности насадки, смачиваемостью и коррозионной стойкостью.
3.3 Расчет первой и
второй ступени абсорбционной колонны
Геометрические размеры
колонного массообменного аппарата определяются в основном поверхностью
массопередачи, необходимой для проведения данного процесса, и скоростями фаз.
Поверхность массопередачи
может быть найдена из основного уравнения массопередачи /19/.
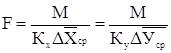
(3.1)
где Кх, Ку
– коэффициенты массопередачи соответственно по жидкой и газовой фазе кг/(м2
∙ с).
3.3.1 Масса поглощаемого
вещества и расход поглотителя
Массу кислых газов (КГ), переходящих в процессе
абсорбции из газовой смеси (Г) в поглотитель за единицу времени, находят из
уравнения материального баланса:
 (3.2) (3.2)
 где L, G – расходы соответственно чистого
поглотителя и инертной части газа, кг/с; где L, G – расходы соответственно чистого
поглотителя и инертной части газа, кг/с;  - начальная
и конечная концентрация кислых газов в поглотителе (метанол) кгКГ/кгМ; -
начальная и конечная концентрация кислых газов в природном газе, кгКГ/кгГ. - начальная
и конечная концентрация кислых газов в поглотителе (метанол) кгКГ/кгМ; -
начальная и конечная концентрация кислых газов в природном газе, кгКГ/кгГ.
Выразим составы фаз, нагрузки по газу и жидкости в
выбранной для расчете размерности.
 (3.3) (3.3)
где ρоу = 0,724 кг/м3 –
средняя плотность природного газа при нормальном условии.
Получим:
Конечная концентрация примесей в поглотителе  обуславливает
его расход (который, в свою очередь, влияет на размеры как абсорбера, так и
десорбера), а также часть энергетических затрат, связанных с перекачиванием
жидкости и ее регенерацией. Поэтому обуславливает
его расход (который, в свою очередь, влияет на размеры как абсорбера, так и
десорбера), а также часть энергетических затрат, связанных с перекачиванием
жидкости и ее регенерацией. Поэтому  выбирают исходя из оптимального
расхода поглотителя /5/. Для нефтехимических производств расход поглотителя L принимают в 1,5 раза больше минимального Lmin
/21/. В этом случае конечную концентрацию выбирают исходя из оптимального
расхода поглотителя /5/. Для нефтехимических производств расход поглотителя L принимают в 1,5 раза больше минимального Lmin
/21/. В этом случае конечную концентрацию  определяют из уравнения
материального баланса, используя данные по равновесию, в соответствии с
рисунком. определяют из уравнения
материального баланса, используя данные по равновесию, в соответствии с
рисунком.
 (3.4) (3.4)
В данном случае линия равновесия показывает связь
между концентрациями распределенного вещества в фазах и выражается уравнением
прямой

т.к. Р = const и t = const /19, 21/.
Из уравнения (3.4) следует:

где  - концентрация Н2S в жидкости (метаноле), равновесная с газом начального
состава. - концентрация Н2S в жидкости (метаноле), равновесная с газом начального
состава.
Уравнение прямой, выражающее зависимость между
рабочими концентрациями, называемое рабочей линией процесса, находится из
уравнения материального баланса /19, 21/.
 (3.5) (3.5)
Интегрируя уравнение (3.5) в пределах от начальных
до конечных концентраций  и и  , получим , получим
 (3.6) (3.6)
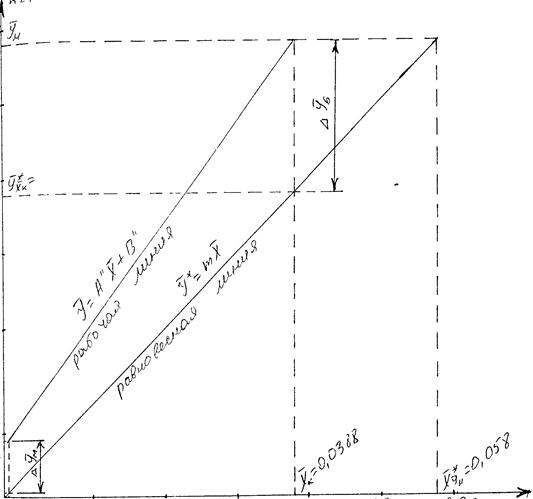
Рисунок 9. Зависимость между содержанием кислых газов
(Н2S) в природном газе  и поглотителем
метанолом и поглотителем
метанолом  при
минус 45оС. при
минус 45оС.
Из уравнения (3.6) получим соотношения между
весовыми потоками распределяющих фаз:
 (3.7) (3.7)

Рисунок 10. Схема распределения концентрации в
газовом и жидкостном потоках в абсорбере
Интегрируя уравнение (3.5) в пределах от начальных
до текущих  и и
 , получим: , получим:

откуда:
 (3.8) (3.8)
Или
 (3.9) (3.9)
где  - удельный расход одной из
определяющих фаз. - удельный расход одной из
определяющих фаз.
Аналогичным путем для противоточного (течения)
взаимодействия фаз может быть получено уравнение:
 (3.10) (3.10)
где

Из уравнений (3.9) и (3.10) следует, что
концентрация распределяемого вещества в фазах G и L связана линейной зависимостью. Поэтому удобно процессы
массообмена представлять графически в координатах  , т.е. в виде зависимости между
так называемыми рабочими концентрациями /21/. , т.е. в виде зависимости между
так называемыми рабочими концентрациями /21/.
Расход инертной части газа:
G = V0(1
– уоб)(у0у – ун) (3.11)
где уоб – объемная доля Н2S в природном газе, равная

 где v0 – объем 1 моля воздуха, равная 22,4 · 10-3
м3/моль; где v0 – объем 1 моля воздуха, равная 22,4 · 10-3
м3/моль;
– молярная масса Н2S,
равная 32 · 10-3 кг/моль
Тогда
G = 15,85 (1 – 0,602)(0,724
– 0,914) = 1,199 кг/с
Производительность абсорбера по поглощаемому
компоненту
 (3.12) (3.12)
Расход поглотителя (метанола) равен:
 (3.13) (3.13)
Тогда соотношение расходов фаз, или удельный расход
поглотителя составит:

Масса поглощаемого вещества и расход поглотителя на
вторую ступень определяется по формулам, приведенным выше:

Все кинетические закономерности, использованные для
расчета конечной концентрации примесей в поглотителе для первой ступени абсорбции,
сохраняются для расчета конечной концентрации примесей во второй ступени
абсорбции. В этом случае для определения конечной концентрации используют
данные по равновесию по рисунку 14 и находят по уравнению (3.4):

где  - концентрация остаточного Н2S в жидкости (метаноле), равновесная с газом входящего
состава. - концентрация остаточного Н2S в жидкости (метаноле), равновесная с газом входящего
состава.
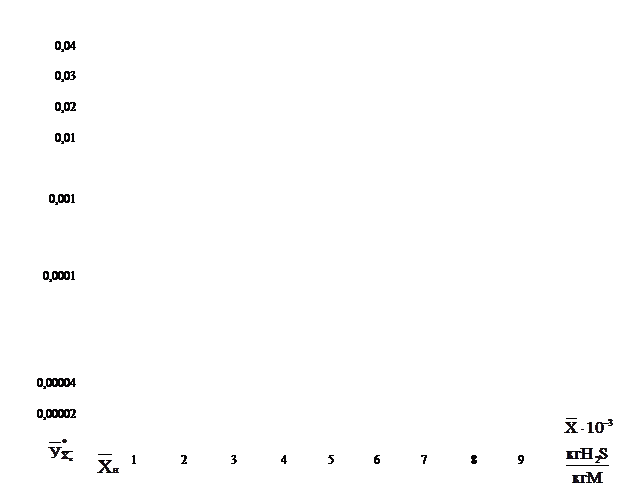 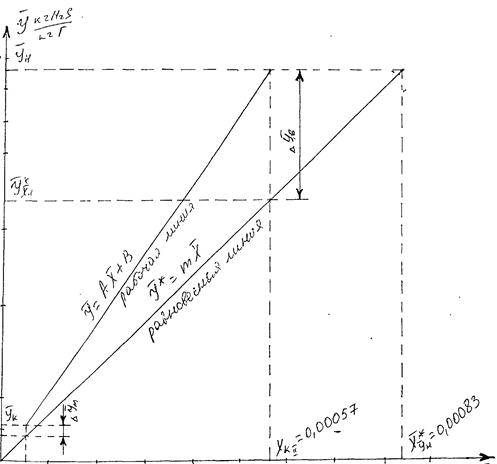
Рисунок 11. Зависимость между Н2S в природном газе  и поглотителем и поглотителем  при минус 45о для
второй ступени абсорбции. при минус 45о для
второй ступени абсорбции.
Расход инертной части газа находят по уравнению
(3.11)
G = 15,85 (1 – 0,602)(0,724
– 0,025) = 4,41 кг/с
Производительность абсорбера по поглощаемому
компоненту:

Расход поглотителя:

Соотношение расходов фаз, или удельный расход
поглотителя, составит:

3.3.2 Движущая сила массопередачи
Движущая сила в соответствии с уравнением (3.1)
может быть выражена в единицах концентраций как жидкой, так и газовой фаз. Для
случая линейной равновесной зависимости между составами фаз, принимая модель
идеального вытеснения в потоках обеих фаз, определим движущую силу в единицах
концентрации газовой фазы /19/.
 (3.14) (3.14)
где  и и  - большая и меньшая движущие силы
на входе потоков в абсорбер и на выходе из него, кг Н2S/кгГ, в соответствии с рисунками - большая и меньшая движущие силы
на входе потоков в абсорбер и на выходе из него, кг Н2S/кгГ, в соответствии с рисунками
В данном случае
где  и и  - концентрации Н2S в природном газе, равновесные с концентрациями в жидкой
фазе (поглотителе) соответственно на входе и выходе абсорбера, в соответствии с
рисунком - концентрации Н2S в природном газе, равновесные с концентрациями в жидкой
фазе (поглотителе) соответственно на входе и выходе абсорбера, в соответствии с
рисунком


Движущая сила массопередачи для второй ступени
определяется по формуле:
 (3.15) (3.15)
где  и и  – большая и меньшая движущие силы
на входе и выходе во вторую ступень абсорбера, кг Н2S/кгГ, в соответствии с рисунками – большая и меньшая движущие силы
на входе и выходе во вторую ступень абсорбера, кг Н2S/кгГ, в соответствии с рисунками
где  и и  – концентрации остаточных Н2S в природном газе, равновесные с концентрациями в жидкой
среде, соответственно на входе и выходе второй ступени абсорбера, в
соответствии с рисунком – концентрации остаточных Н2S в природном газе, равновесные с концентрациями в жидкой
среде, соответственно на входе и выходе второй ступени абсорбера, в
соответствии с рисунком


3.3.3 Коэффициент массопередачи
Коэффициент массопередачи Ку находят по
уравнению аддитивности фазовых диффузионных сопротивлений /19/.
 (3.16) (3.16)
где  и и  - коэффициенты массоотдачи
соответственно в жидкой и газовой фазах, кг/(м2 · с); m – коэффициент распределения, кгМ/кгГ. - коэффициенты массоотдачи
соответственно в жидкой и газовой фазах, кг/(м2 · с); m – коэффициент распределения, кгМ/кгГ.
Для расчета коэффициентов массопередачи необходимо
выбрать тип насадки и рассчитать скорости в абсорбере. При выборе типа насадки
для проведения массообменных процессов, как описано выше, руководствуются
следующими соображениями /5, 19, 20, 21/:
во-первых, конкретными условиями процесса –
нагрузками по газу, жидкости, различиями в физических свойствах систем,
наличием в потоках жидкости и газа механических примесей, поверхностью контакта
фаз в единице объема аппарата и т.д.;
во-вторых, особыми требованиями к технологическому
процессу – необходимостью обеспечить небольшой перепад давления в колонне,
широкий интервал изменения устойчивости работы, малое время пребывания жидкости
в аппарате и т.д.
в-третьих, особыми требованиями к аппаратурному
оформлению – создание единичного или серийно выпускаемого аппарата малой или
большой единичной мощности, обеспечение возможности работы в условиях сильно
коррозионной среды, создание условий повышенной надежности и т.д.
В нефтегазоперерабатывающей промышленности особое
значение при выборе насадки имеют следующие факторы: малое гидравлическое
сопротивление абсорбера, возможность быстро и дешево удалять с поверхности
насадки отлагающийся шлам и т.д. в данном случае, когда газ очищается под
повышенным давлением, гидравлическим сопротивлением можно пренебречь. Поэтому
наиболее эффективна насадка, имеющая меньший эквивалентный диаметр, а
следовательно, меньший коэффициент свободного объема и большую удельную
поверхность. В промышленной аппаратуре чаще всего используются кольцевая
насадка и дробленный кусковый материал.
В рассматриваемом случае для первой ступени выберем
керамические кольца Рашига в навал размером 10х10х1,5 мм. Удельная поверхность
насадки а = 440 м2/м3, свободный объем Е = 0,7 м3/м3,
эквивалентный диаметр dэ = 0,006 м, насыпная
плотность ρ = 700 кг/м3, число штук 700000 в 1 м3
/20/.
Для второй ступени абсорбции рекомендуется выбрать
самую дешевую, но тем не менее надежную деревянную хордовую насадку, размером
10х100 мм с шагом в свету 10 мм. Удельная поверхность насадки а = 100 м2/м3;
свободный объем Е = 0,55 м3/м3, эквивалентный диаметр dэ = 0,022 м, насыпная плотность ρ = 210 кг/м3
/20/.
3.3.4 Скорость газа и диаметр абсорбера
Предельную скорость газа, выше которой наступает
захлебывание насадочных абсорберов, можно рассчитать по уравнению /19/.
 (3.17) (3.17)
где wпр –
предельная фиктивная скорость газа, м/с; μх, μв
– вязкость соответственно поглотителя и воды при температуре в абсорбере минус
20о, Па·С; А, В – коэффициенты, зависящие от типа насадки; L и G – расходы фаз, кг/с. Значения коэффициентов
А = - 0,073; В = 1,75 /5, 20/.
Пересчитаем плотность газа на условия в абсорбере:

Предельную скорость wпр
находим из уравнения (3.16), принимая при этом, что отношение расходов фаз в
случае разбавленных смесей приблизительно равно отношению расходов инертных
фаз:
Решая это уравнение, получим wпр
= 10,3 м/с.
Выбор рабочей скорости обусловлен многими факторами.
В общем случае ее находят путем технико-экономического расчета для каждого конкретного
процесса /5/. В данном случае абсорбция проводится под повышенным давлением,
то, как указывалось ранее, потеря напора на преодоление гидравлического
сопротивления абсорбера в данном случае составляет незначительную долю общего
давления в системе и не оказывает существенного влияния на экономические
показатели абсорбционной установки. При этом целесообразно использовать небольшие
возможные скорости газа в абсорбере, близкие к предельной, т.е. равной 0,4
÷ 0,5 от предельной /19, 21/.
Примем
w = 0,5wпр
= 0,5 · 10,3 = 5,15 м/с
Диаметр абсорбера находят из уравнения расхода:
 (3.18) (3.18)
где V – объемный расход газа
при условиях в абсорбере, м3/с. Отсюда:
Выбираем стандартный диаметр обечайки абсорбера d = 2,6 м /20, 24/. При этом действительная скорость газа в
колонне
Определим скорость газа и диаметр абсорбера второй
ступени.
Предельную скорость газа, выше которой наступает
захлебывание насадочных абсорберов, определяют по уравнению (3.17).
Значения коэффициентов А и В, требуемых в уравнении,
соответственно равны 0 и 1,75 /20/.
Плотность газа для второй ступени абсорбции остается
почти без изменений и соответственно ρу = 17,014 кг/м3.
Далее решаем уравнение (3.15)
Отсюда wпр =
14,45 м/с
Следуя вышеописанным рекомендациям, рабочую скорость
примем:
wр = 0,5 wпр = 0,5·14,45=7,225 м/с
Диаметр абсорбера находим по уравнению (3.18)
Выбираем /20, 21/ стандартный диаметр обечайки
второй ступени абсорбера d = 2,2 м. Следовательно,
скорость газа в колонне
Wд = 7,225
(2,15/2,2)2 = 5,22 м/с
3.3.5 Плотность орошения и активная поверхность
насадки
Плотность орошения (скорость жидкости) рассчитывают
по формуле
 (3.19) (3.19)
где S – площадь поперечного
сечения абсорбера, м2
Подставив, получим:

При недостаточной плотности орошения и неправильной
организации подачи жидкости /5/ поверхность насадки может быть смочена не
полностью. Но даже часть смоченной поверхности практически не участвует в
процессе массопередачи ввиду наличия застойных зон жидкости (особенно в абсорберах
с нерегулярной насадкой) или неравномерного распределения газа по сечению
колонны.
Существует некоторая – минимальная эффективная
плотность орошения Vmin, выше которой всю
поверхность насадки можно считать смоченной. Для надсадочных абсорберов
минимальную эффективную плотность орошения Vmin
находят по соотношению /5/:
Vmin = а qэф (3.20)
где qэф –
эффективная линейная плотность орошения, м2/с
Для колец Рашига размером 10х10х1,5 мм qэф = 0,022 · 10-3 м2/с
Vmin = 440 ·
0,022 · 10-3 = 96,8 · 10-4 м3/(м2·с)
Коэффициент смачивания насадки ψ для колец
Рашига при заполнении колонн в навал, можно определить из следующего
эмпирического уравнения /5, 20, 24/:
 (3.21) (3.21)
где dн – диаметр
насадки:
m = 0,133 dн-0,5
G = 20 мН/м – поверхностное
натяжение.
m = 0,133 · 0,006-0,5
= 1,72

Доля активной поверхности насадки ψа
может быть найдена по формуле /5/:
 (3.22) (3.22)
где р и q – коэффициенты,
зависящие от типа насадки /5/.
Подставив значения, получим:

Плотность орошения абсорбера второй ступени
рассчитывается по уравнению (3.19)

Минимальную эффективную плотность орошения Vmin находят из уравнения (3.20)

Согласно формуле (3.21) доля активной поверхности
насадки равна:

Как видно, не вся смоченная поверхность является
активной. Наибольшая активная поверхность насадки достигается при таком способе
подачи орошения, который обеспечивает требуемое число точек орошения на 1 м2
поперечного сечения колонны /5/. Это число точек орошения и определяет выбор
типа распределительного устройства /5/.
3.3.6 Расчет коэффициентов массоотдачи
Для колонн с неупорядоченной насадкой коэффициент
массоотдачи βу можно найти из уравнения /5, 19/.
 (3.23) (3.23)
где  - диффузионный критерий Нусельта
для газовой фазы - диффузионный критерий Нусельта
для газовой фазы
Отсюда βу (в м/с) равен:
 (3.24) (3.24)
где Ду – средний коэффициент диффузии Н2S в газовой фазе, м2/с

- критерий Рейнольда для газовой фазы в насадке;

- диффузионный критерий Прандтля для газовой фазы;
 - вязкость газа, Па · с - вязкость газа, Па · с
Коэффициент диффузии Н2S
в газовой фазе можно рассчитать по уравнению:
 (3.25) (3.25)
где  = 35,27 см3/моль –
мольный объем Н2S; Vг
= 43,74 см3/моль – мольный объем природного газа. = 35,27 см3/моль –
мольный объем Н2S; Vг
= 43,74 см3/моль – мольный объем природного газа.
Объемы рассчитаны для газов в жидком состоянии при
нормальной температуре кипения (средняя плотность природного газа в жидком
состоянии при нормальной температуре ρср = 0,465 кг/м3,
средняя  при
тех же условиях составляет 0,964 кг/м3). при
тех же условиях составляет 0,964 кг/м3).
 = 34 г/моль – молярная масса Н2S. = 34 г/моль – молярная масса Н2S.
Мг = 20,34 г/моль – молярная масса природного газа.
Представив, получим:


Выразим βу в выбранной для расчета
равномерности
βу = 0,053 (ρу – уср)
= 0,053(17,014 – 0,4695) = 0,877 кг/(м2·с)
Коэффициент массоотдачи в жидкой фазе βх
находят из обобщенного уравнения, пригодного как для регулярных (в том числе и
хордовых), так и для неупорядоченных насадок /5, 20/.
 (3.26) (3.26)
где  - диффузионный критерий Нуссельта
для жидкой фазы. - диффузионный критерий Нуссельта
для жидкой фазы.
Отсюда βх (в м/с) равен:
 (3.27) (3.27)
где Дх – средний коэффициент диффузии Н2S в метаноле, м2/с
- приведенная толщина стекающей планки жидкости, м;

- модифицированный критерий Рейнольда для стекающей
по насадке пленки жидкости;
- диффузионный критерий Прандтля для жидкости.
В растворах коэффициент диффузии Дх может
быть достаточно точно вычислен по уравнению /5, 23/
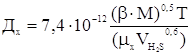 (3.28) (3.28)
где М – молярная масса метанола, равна 0,147
кг/моль; Т – температура метанола, К; Ti = -
70оС; μх – вязкость метанола, Па·с, равна 7,8
мПа·с;  =
35,27 см3/моль – мольный объем Н2S;
β = 1 – параметр, учитывающий ассоциацию молекулы. =
35,27 см3/моль – мольный объем Н2S;
β = 1 – параметр, учитывающий ассоциацию молекулы.
Подставив численные значения, получим:
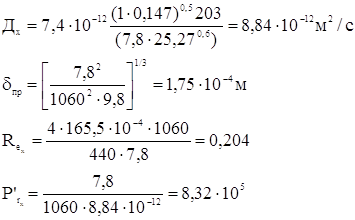

Выразим βх в выбранной для расчете
размерности:
βх = 1,28 · 10-6
(ρх – Схср)
где Схср – средняя объемная концентрация H2S в поглотителе, кг H2S/(м2·см)
/5, 19, 20, 22/; βх = 1,28 · 10-6 (1060 – 52,8)
= 1,29 · 10-3 кг/(м2·с).
По уравнению (3.15) рассчитаем коэффициент
массоотдачи в газовой фазе Ку:

Все эмпирические уравнения, использованные для
расчета коэффициента массоотдачи первой ступени абсорбционной колонны можно
использовать для расчета второй ступени с некоторыми изменениями диффузионных
критериев.
Коэффициент массотдачи в газовой фазе βуII для регулярных насадок найдем из уравнения
 (3.29) (3.29)
где 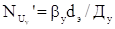 - диффузный критерий Нуссельта
для газовой фазы. - диффузный критерий Нуссельта
для газовой фазы.
Отсюда βуII
(в м2/с) равен:
 (3.30) (3.30)
Для решения этого уравнения вычисляем численные
значения диффузионных критериев  и и  и коэффициент диффузии остаточных
Н2S в газовой фазе по уравнению (3.24). и коэффициент диффузии остаточных
Н2S в газовой фазе по уравнению (3.24).
Подставив данные значения, получим:
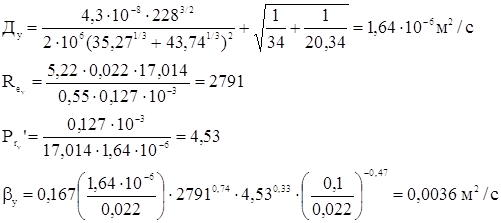
Переводим  в выбранный для данного расчета
размерности: в выбранный для данного расчета
размерности:

Коэффициент массоотдачи в жидкой фазе  находим, используя
уравнение (3.25) и (3.26). находим, используя
уравнение (3.25) и (3.26).
Все уравнения определения критериев  и и  остаются те же, что и
для первой ступени колонны. остаются те же, что и
для первой ступени колонны.
Коэффициент диффузии в растворах определяем по
уравнению (3.27).
Подставив значения, получим:
Переведем  в выбранную размерность: в выбранную размерность:

По уравнению (3.14) определим значения коэффициентов
массопередачи в газовой фазе КуII:

3.3.7 Поверхность массопередачи и высота первой и
второй ступени абсорбера
Общая высота колонны
Поверхность массопередачи в абсорбере по уравнению
(3.1) равна:

Высоту насадки, необходимую для создания этой
поверхности массопередачи, рассчитаем по формуле:
 (3.31) (3.31)
Подставив численные значения, получим:
Во избежание нагрузок на нижние слои насадки, ее
укладывают в колонне ярусами по 0,5 м каждая. Каждый ярус устанавливают на
самостоятельные поддерживающие опоры, конструкции которых даны в справочнике
/24/. Расстояние между ярусами обычно составляет 0,3÷0,5м /20, 24/.
Подставив значения, получим высоту насадочной части:

Расстояние между днищем абсорбера и насадкой Zн определяются необходимостью равномерного
распределения газа по поперечному сечению колонны. Расстояние от верах насадки
до люка первой ступени абсорбера Zв зависит
от размеров распределительного устройства для орошения насадки и от высоты
сепарационного пространства (в котором часто устанавливают каплеотбойные
устройства для предотвращения брызгоуноса из колонны). Согласно /25/, примем
эти расстояния равными соответственно 1,0 и 1,5 м. Тогда общая высота первой
ступени абсорбера:
НI = Нн
+ Zв + Zн
= 10,74 + 1,0 + 1,5 = 13,3 м
Поверхность массопередачи второй ступени абсорбера
находим по уравнению (3.1)
Высоту насадки для этой поверхности массопередачи
определяем по формуле (3.27).
Подставив, получим высоту насадки
Во избежание значительных нагрузок на нижние слои,
ее укладывают в колонне ярусами по 20-25 решеток в каждом. Каждый ярус устанавливают
на самостоятельные поддерживающие опоры, конструкции которых даны в справочнике
/24/. Расстояние между ярусами хордовой насадки составляет обычно
0,3÷0,4 мм /20/.
Принимая число решеток в каждом ярусе 20, а
расстояние между ярусами 0,4 м, определим высоту насадочной части второй
ступени колонны
Принимая расстояние между днищем абсорбера и
насадкой Zн = 1,0 и от верха насадки до
крышки второй ступени абсорбера Zв = 0,8 м рассчитаем
общую высоту второй ступени абсорбционной колонны
НII = 7,64 + 0,8
+ 1 = 9,44 м = 9,5 м
Общая высота двухступенчатой абсорбционной
насадочной колонны составит:
НIк = НI + НII = 13,3 + 9,5
= 22,8 м
3.3.8 Гидравлическое сопротивление первой и второй
ступени абсорбера.
Общее гидравлическое сопротивление аппарата
Гидравлическое сопротивление ∆Р обуславливает
энергетические затраты на транспортировку газового потока через абсорбер.
Величину ∆Р рассчитывают по формуле /5/:
∆Р = ∆Рс · 10вv (3.32)
где ∆Рс – гидравлическое
сопротивление сухой (но орошаемой жидкостью) насадки, Па; v
– плотность орошения, м3/(м2·с); в- коэффициент,
значения которого для различных насадок приведены /5/: в = 194.
Гидравлическое сопротивление сухой насадки ∆Рс
определяют по уравнению:
 (3.33) (3.33)
где λ – коэффициент сопротивления. Для колец
Рашига в навал /19/
 (3.34) (3.34)

- скорость газа в свободном сечении насадки (в м/с)
Представив, получим:

Гидравлическое сопротивление орошаемой насадки  равно: равно:

Гидравлическое сопротивление абсорбера второй
ступени определяем, используя уравнение (3.28) и (3.29).
Коэффициент сопротивления для хордовых насадок
находим по уравнению /19, 20/.
 (3.35) (3.35)
Подставив значения, получим:
Гидравлическое сопротивление сухой насадки:

Гидравлическое сопротивление орошаемой насадки:

Общее сопротивление системы абсорбера определяют с
учетом гидравлического сопротивления газопроводов, соединяющих аппараты и
оборудование.
Общее сопротивление насадок первой и второй ступеней
абсорбционной колонны находят суммой гидравлического сопротивления орошаемых
насадок двух ступеней.

Анализ результатов расчета насадочного абсорбера
/20/ показывает, что основное диффузионное сопротивление массопереносу в этом
процессе сосредоточено в жидкой фазе, поэтому можно интенсифицировать процесс
абсорбции, увеличив скорость жидкости. Для этого нужно либо увеличить расход
абсорбента, либо уменьшить диаметр абсорбера. Увеличение расхода абсорбента
приведет к соответствующему увеличению нагрузки на систему с существенным
повышением капитальных и энергетических затрат. Уменьшение диаметра абсорбера
приведет к увеличению рабочей скорости газа, что вызовет соответствующее сопротивление
абсорберов.
Приведенный расчет выполнен без учета влияния на
основные размеры абсорбера некоторых явлений (таких, как неравномерность
распределения жидкости при орошении, обратное перемешивание и др.), которые в
ряде случаев могут привнести в расчет существенные ошибки. Эти явления по-разному
проявляются в аппаратах с насадками разных типов. Оценить влияние каждого из
них можно, пользуясь рекомендациями, приведенными в литературе /5, 23/.
В таблице 10 приведены результаты расчета
двухступенчатого абсорбера.
Таблица 10
Параметры абсорбера
| Параметр |
I ступень |
II ступень |
|
V, м3/(м2·с)
|
0,01655 |
0,00948 |
|
βх, кг/(м2·с)
|
0,00129 |
0,000389 |
|
βу, кг/(м2·с)
|
0,877 |
0,061 |
|
Rеу, кг/(м2·с)
|
5028 |
2791 |
|
wg, м/с
|
3,72 |
5,22 |
|
F, м2
|
8967,85 |
2203,6 |
| d, м |
2,6 |
2,2 |
|
Нн, м
|
10,74 |
7,64 |
| ∆Р, Па |
68961 |
26515,7 |
3.4 Конструкции колонных аппаратов
Колонные аппараты предназначены для проведения
процессов массообмена (ректификация, дистилляция, абсорбция, десорбция) в химической,
нефтехимической, нефтеперерабатывающей и других отраслях промышленности.
Колонные аппараты изготавливают диаметром 400-4000
мм; для работы под давление до 16 кгс/см2 (1,6 МПа) – в царговом
исполнении корпуса, для работы под давление до 40 кгс/см2 (4,0 МПа),
под атмосферным давлением или под вакуумом (с остаточным давлением не ниже 10
мм рт.ст.) – в цельносварном исполнении корпуса.
В зависимости от диаметра колонные аппараты
изготовляют с распределительными тарелками различных типов.
Колонные аппараты диаметром 400-4000 мм оснащают
стандартными контактными и распределительными тарелками, опорными решетками
(для насадочных аппаратов), опорами, люками, поворотными устройствами, днищами
и фланцами.
Колонные аппараты диаметром 400-800 мм с насыпной
насадкой изготовляют в царговом исполнении. Для равномерного распределения
жидкости по поверхности насадки аппараты оснащены распределительными тарелками
типа ТСН-III и перераспределительными типа ТСН-II. Каждый ярус насадки опирается на опорную решетку.
Колонные аппараты диаметром 1000-2800 мм с насыпной
насадкой изготовляют с цельносварным корпусом и съемной крышкой. Для
равномерного распределения жидкости по поверхности насадки аппараты оснащены
распределительными тарелками типа ТСН-III и
перераспределительными типа ТСН-II. Характеристики
тарелок приведены в приложениях.
Распределительную тарелку типа ТСН-III устанавливают в верхней части аппарата,
перераспределительную тарелку типа ТСН-II – под опорной
решеткой для насадки (кроме нижней опорной решетки). Каждый ярус насадки
опирается на опорную решетку. Для каждого яруса насадки на корпусе аппарата
имеется два люка диаметром 500 мм и менее каждый.
Минимальные толщины стенок корпуса колонного
аппарата зависят от диаметра аппарата:
Диаметр аппарата, мм Толщина стенки, мм
1000-180010
2000-260012
2800-320014
3400-380018
400024
3.4.1 Техническая характеристика
1. Аппарат предназначен для двухступенчатого
поглощения кислых газов метанолом
2. Емкость номинальная:
I ступень 70,58 м3
II ступень 36,1 м3
3. Производительность 15,85 м3/с
4. Давление в колонне 2 МПа
5. Температура среды в колонне минус 45о-65оС
6. Среда в аппарате токсичная, коррозионная
7. Тип колонны - насадочная
8. Высота насадки
I ступень неупорядоченная,
9,6 м
II ступень упорядоченная,
6,7м
3.4.2 Технические требования
1. При изготовлении и поставке должны выполняться
следующие требования:
а) ГОСТ 12.2.003-91 "Оборудование
производственное. Общие требования безопасности";
б) ОСТ 26.231-79 "Сосуды и аппараты стальные
сварные. Технические требования".
2. Материал деталей колонны, соприкасающихся со
средой, в колонне должна устанавливаться из антикоррозионной стали марки
Х18Н10Т ГОСТ 5632-72, остальных – сталь Ст. 3 ГОСТ 14637-89.
3. Аппарат испытать на прочность и плотность
гидравлически в горизонтальном положении давлением до 3,0 МПа, в вертикальном положении
– наливом.
4. Сварные соединения должны соответствовать
требованиям ОСТ 263-87 "Сварка в химическом машиностроении".
5. Сварные швы в объеме 100% контролировать
рентгенопросвечиванием.
6. Действительное расположение штуцеров, люков,
цапф, шпырей согласно расчетов и рекомендации ОСТ 26.231-79 "Сосуды и
аппараты стальные сварные. Технические требования".
4. ПРОИЗВОДСТВО СЕРЫ ИЗ
КИСЛЫХ ГАЗОВ
4.1 Сера. Область
применения
В настоящее время
основным потребителем серы является сернокислотная промышленность. Доля
элементарной серы, используемой в качестве сырья для производства серной
кислоты неуклонно растет. Элементарная сера практически вытеснила другие виды
сырья и в том числе пирит, что объясняется более низкими эксплуатационными и
транспортными затратами /26, 27/.
Около половины
вырабатываемой серной кислоты расходуется на производство фосфорных, азотных и,
в меньшей степени, калийных удобрений. Кроме того, серная кислота используется
в производстве синтетических и искусственных волокон, моющих средств,
пластических масс, взрывчатых веществ, ее применяют также для очистки нефти,
сахара, растительных масел, жиров, для получения других кислот и различных
химикатов. Большое количество серной кислоты расходуется на травление черных
металлов в электрохимической промышленности /26/.
Сера и ее соединения традиционно
находят применение и в других отраслях промышленности: в целлюлозно-бумажной
промышленности для получения целлюлозы, в химической – для получения искусственных
волокон, сероуглерода, хлорида серы, красителей и других продуктов; в радиоэлектронике,
в резиновой – в качестве вулканизирующего агента. Издавна серу применяли в
борьбе с вредителями хлопчатника, картофеля, винограда. Значительное количество
серы используется в производстве спичек, а также ряда пиротехнических средств.
Структура потребления
серы в разных странах различна. Вместе с тем можно выявить общую тенденцию
снижения доли серы, потребляемой в промышленности. Это объясняется заменой
технологии получения некоторых продуктов процессами, не требующими применения
серы. Так, в последние годы упаковочные материалы на основе целлюлозы были
практически вытеснены синтетическими полимерными материалами, для производства
которых не требуется сера. Появление источников абгазного (попутного)
хлористого водорода обусловило замену сернокислотного способа получения
диоксида титана хлоридным. По этой же причине для травления черных металлов
используется соляная кислота.
В последнее время сера
находит все более широкое применение в новых отраслях народного хозяйства. Ряд
зарубежных компаний проводят исследования, направленные на создание новых
конструкционных и строительных серосодержащих материалов. Большинство этих
исследований связано с разработкой технологии напольных и дорожных покрытий.
Так, в США в 1981 г. была создана компания, занимающаяся производством и
реализацией серного бетона, который используется в качестве напольного покрытия
на предприятиях, производящих и применяющих минеральные кислоты, и где обычный
бетон на основе портландцемента быстро корродирует. В таких условиях серный
бетон, содержащий до 15% серы, отличается коррозионной и механической
стойкостью. Высокая стоимость бетона (около 600 долл. за 1 м3)
компенсируется его долговечностью. Разработана технология серного бетона и
изделий из него, в частности кирпича и кровельной черепицы. Строительный серосодержащий
раствор используется для ремонтных, а также для декоративных работ, так как в
затвердевшем виде он напоминает гранит.
Кроме указанных
материалов, в строительстве применяют покрытия, полученные на основе серы,
пластификаторов и минеральных волокон, а также керамические плитки, пропитанные
серой. Эти изделия отличаются повышенной устойчивостью к действию разрушающих
сред.
Высокая механическая
прочность и температурная устойчивость материалов на основе серы открывает
широкие возможности для их использования в качестве дорожных покрытий.
Технология получения таких материалов разрабатывается как в нашей стране, так и
за рубежом – во Франции, США, Канаде. В США дорожные покрытия на основе серы
были апробированы в промышленных масштабах. Применение этого покрытия показало,
что новый материал по своим качествам лучше чисто асфальтовых покрытий, так как
способен выдерживать высокую температуру и большие нагрузки. Можно
предполагать, что в будущем такие дорожные покрытия будут успешно конкурировать
с асфальтовыми.
Возможность использования
серосодержащих материалов еще в одном направлении связано с довольно низкой
теплопроводностью серы. Так, блоки из пеносеры, обладающие хорошо развитой
ячеистой прочностью и небольшой плотностью (480-960 кг/м3), могут с
успехом использовать как теплоизоляционный материал.
Перспективным считается
также производство алюминия путем электролиза Al2S3 в расплаве NaCl /26/. Этот процесс требует значительно меньших
энергетических затрат по сравнению с процессом электролиза Al2О3.
В меньших масштабах сера
может применяться для самых различных целей. Например, в литературе описано
применение серы в качестве аккумулятора тепла, выделяющегося при окислении SO2 в SO3. Количество серы, применяемой в
нетрадиционных областях, пока еще невелико, но предполагается его увеличение,
что обуславливается развитием научно-технического прогресса.
Расширение новых сфер
применения серы может значительно увеличить предполагаемое ее потребление
особенно в случаях, если конъюнктура мирового рынка серы будет благоприятной.
4.2 Механизм превращения
сероводорода в элементарную серу
Получение элементарной
(товарной) серы из кислых газов основано на окислении сероводорода. Наиболее
общепринятым считается двухстадийное окисление сероводорода в серу. В первой
стадии кислый газ смешивается с воздухом, при этом часть сероводорода
окисляется в SO2 по реакции
Н2S + 1,5О2 ⇄ Н2О + SO2
+ Q (4.1)
Во второй стадии SO2
окисляются до элементарной серы.
2Н2S + SО2 ⇄ 2Н2О + 3/n Sn + Q (4.2)
где n – число атомов в молекуле, n = 2-8
Q – теплота реакции.
Одновременно в процессе
протекает также реакций прямого окисления Н2S в серу.
Н2S + 0,5О2 → Н2О + S + Q (4.3)
Описанные в технической
литературе данные реакции именуются реакциями Клауса, по имени ученого, предложившего
их механизм /16/.
Основная часть тепла,
получаемая по реакции Клауса на промышленных установках, рекуперируются, за
счет чего производится водяной пар. Наряду с реакциями (4.1) – (4.3) при
взаимодействии Н2S с
кислородом и природным газом, протекают также следующие реакции:
СО2 + Н2S → COS +
Н2О (4.4)
СН4 + 2S2 → CS2
+ 2Н2 (4.5)
СО2 + Н2S ⇄ CO + Н2О + СОS (4.6)
СО + Н2О ⇄ Н2О + СО2 (4.7)
Установки получения серы,
основанные на реализации реакции (4.1) – (4.3), в технической литературе
принято называть установками Клауса. В общем случае установка Клауса включает в
себя термическую и каталитическую ступени.
В термической ступени
сероводород сгорает в присутствии воздуха. При этом преимущественно образуются
элементная сера и диоксид серы. Температура горения прежде всего зависит от
концентрации Н2S в
кислом газе и составляет 900-1200оС. Эта температура зависит также
от соотношения "воздух: кислый газ", которое, как правило, поддерживается
на уровне 1,7-1,9. Степень конверсии Н2S в элементную серу в термической ступени должна быть как
выше, то есть ближе к термодинамическому уровню.
При пониженных значениях
степени конверсии на термической ступени, при сохранении общего значения этого
параметра в целом по установке увеличивается нагрузка на каталитические
ступени.
Одним из основных
факторов, оказывающих влияние на эффективность работы термической ступени,
является продолжительность пребывания в ней газа τs. Зависимость между τs и степенью конверсии Н2S в S для реактора-генератора подробно изучена П.А.Теснер и др.
/16, 29/.
Степень конверсии Н2S в серу зависит также от температуры
в реакторе: чем выше температура, тем выше степень конверсии Н2S. Это хорошо видно из графической
зависимости, представленной на рисунке 12, полученной на установке Калуса
Мубаренского ГПЗ /16/. Практическая степень превращения Н2S в серу в реакторе составляет не
более 60-65%.
Дальнейшая конверсия Н2S в серу происходит в каталитических
ступенях установки Клауса – в конверторах.
Основным параметром,
влияющим на степень конверсии Н2S, является соотношение расходов воздуха и кислого газа на
выходе из реакционной печи, оно должно обеспечивать объемное соотношение Н2S : SO2 на входе газа в конвертор, равное 2 : 1. Любое отклонение от
данного соотношения влечет за собой снижение выхода элементарной серы.
1 – теоретическая; 2 –
по данным обследования.
Рисунок 12. Зависимость
конверсии Н2S в
реакторе-печи от температуры
Рисунок 13. Зависимость
степени конверсии Н2S от
температуры в конверторе
На процесс превращения Н2S в элементарную серу заметное влияние
оказывают и такие факторы, как длительность поддержания высокой температуры
продуктов сгорания, температура газа на входе в каталитическую ступень,
объемная скорость газа конверторе и т.д. В конверторах наблюдается обратная
зависимость между выходом серы и средней температуры процесса. Характер этой
зависимости представлен на рисунке 16, минимальное значение температуры
устанавливают таким образом, чтобы исключить конденсацию паров серы на
поверхности катализатора. Катализаторы используют на практике для
интенсификации процесса конверсии. В качестве катализаторов широкое применение
получили бокситы.
Природные бокситы в
основном состоят из гидроксидов алюминия и оксидов железа. Они содержат также
кремнезем (SiO2), оксиды титана (TiO2), кальция (СаО), магния (MgO), марганца (MnO), фосфора (Р2О5) и другие соединения.
Широкое использование бокситов в качестве
катализаторов было обусловлено в первую очередь их дешевизной. Однако из-за
таких недостатков, как непостоянство состава, недостаточно развитая поверхность
и устойчивость против дезактивации на установках Клауса, со временем бокситы
были заменены другими катализаторами, например, активированным оксидом
алюминия. Этот катализатор имеет большое число макропор, что обеспечивает его
повышенную реакционную способность. Катализаторы иногда содержат также ряд других
соединений, специально добавляемых для повышения активности. Основные
показатели катализаторов, применяемых зарубежными фирмами, приведены в таблице
13.
Таблица 13
Характеристика
катализаторов зарубежных стран
| Марка |
Размеры, мм |
Насыпная масса, кг/л |
Пористость, см3/г |
Удельная поверхность м2/г |
Потери при прокаливании, % |
| BASF |
10-24 |
1,3 |
0,25 |
70 |
5-10 |
| Procel |
10-24 |
0,85 |
0,22 |
88 |
1,0 |
| Pechiney BXS |
10 |
0,80 |
0,35 |
300 |
7,5 |
| BASF CLS |
9 |
0,75 |
0,60 |
275 |
4,6 |
| Pechiney |
5-10 |
0,80 |
0,40 |
300 |
0,08 |
| Pechiney CР |
4-6 |
- |
- |
260 |
4,0 |
| Pechiney А |
2-5 |
- |
0,40 |
345 |
3-5 |
|
Марка |
Состав, % (масс.) |
Рабочая температура, оС
|
|
|
Al2O3
|
SiO2
|
Fe2O4
|
TiO2
|
Na2O
|
|
|
BASF |
64 |
3,5-6,5 |
20-24 |
2-3 |
- |
320 |
|
|
Procel |
65 |
1,5 |
3,0 |
- |
- |
230-260 |
|
|
Pechiney BXS |
86 |
4,0 |
2,5 |
- |
0,06 |
230-260 |
|
|
BASF CLS |
93-96 |
0,2 |
0,2 |
- |
- |
220-240 |
|
|
Pechiney |
99 |
0,04 |
0,05 |
- |
- |
220-240 |
|
|
Pechiney CР |
95 |
- |
- |
- |
- |
- |
|
|
Pechiney А |
94 |
0,02 |
0,04 |
- |
1,0 |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Активность катализаторов
снижается в результате изменения их структуры, отложения на их поверхностях
различных примесей, сульфатирования оксида алюминия и т.д. Поэтому периодически
(1 раз в 3-4 года) производится полная замена катализатора.
4.3 Технологическая схема
переработки концентрированных кислых газов
Концентрированные кислые
газы с установок регенерации метанола линии очистки природного газа по
трубопроводам подаются на сепарацию, где выделяется капельная влага и тяжелые
углеводороды. Далее газ поступает на окисление, где окисляется 1/3 газа при
взаимодействии с кислородом воздуха. Воздух подается в соотношении, позволяющем
сжечь только 1/3 часть газа, обеспечивая более полное использование кислорода.
На стадии окисления происходит окисление сероводорода до двуокиси серы и
элементной серы. Наравне с этим происходит взаимодействие уже образовавшихся
двуокиси серы с сероводородом до образования элементной серы. Конверсия
сероводорода до элементной серы на этой стадии составляет 60%. Далее испарившиеся
пары серы поступают на конденсацию. Остальная, не прореагировавшая часть газа
поступает на первую ступень взаимодействия на катализаторе. На этой стадии
происходит дальнейшее взаимодействие Н2S и SO2 с образованием серы, а также
гидролиз COS и CS2 образовавшихся на стадии окисления в присутствии
углеводородов и диоксида углерода. Газы после взаимодействия на катализаторе
направляются на вторую ступень конденсации. На первой ступени каталитического
взаимодействия газов конверсия сероводорода повышается до 86%. После
конденсации кислые газы подаются на вторую ступень реакции на катализаторе.
Конверсия сероводорода в серу здесь составляет 98,7%. Далее газ, пройдя конденсацию,
поступает на доочистку. Доочистка производится путем взаимодействия Н2S и SO2 на катализаторе ниже точки росы серы. Степень конверсии
сероводорода в серу увеличивается до 99,4%. Далее остаточные хвостовые газы
поступают на доокисление. Остаточные Н2S; CS2 и COS, содержащиеся в хвостовом газе, окисляются до SO2 и через дымовую трубу выбрасываются в атмосферу. На
рис. 14 приведена технологическая схема переработки концентрированных кислых
газов.
Капельная сера со всех
стадий конденсации в жидком состоянии сливается в приемную емкость и после
дегазации насосом подается на грануляцию.
Выбрасываемые в атмосферу
хвостовые газы в своем составе содержат 69% NO2; 0,6% SO2; 15,6 СO2 и 14,8% Н2О пар.
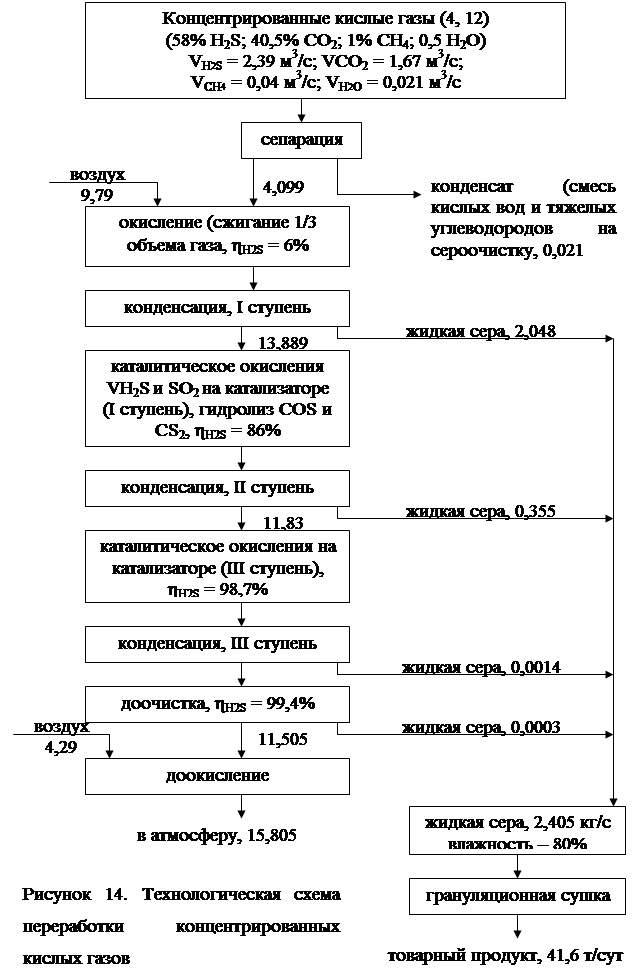
4.4 Получение серы из
сероводорода кислых газов прямым Клаус-процессом
Клаус – процесс,
основанный на подаче всего потока кислого газа в реакционную печь вместе со
стехиометрическим количеством воздуха, необходимого для сжигания одной трети
сероводорода в диоксид серы, превращении две трети сероводорода в реакционной
печи и каталитических реакторах в серу, получил название модифицированного
процесса Клауса с прямым потоком, или полнопроходной установки получения серы
методом Клауса.
Кислые газы, в
соответствии с рисунком 15, пройдя сепаратор (1), где отделяется на
сепарационных элементах капельная влага, насыщенная сероводородом и содержащая
следы растворителя со стадии десорбции процесса извлечения Н2S из сырьевого газа, поступают на
сжигание в горелку или несколько горелок реакционной печи – реактор-генератор
(3) со встроенным котлом-утилизатором (4).
Реакционная камера
представляет собой стальное, цилиндрическое сооружение, наружным диаметром
около 4000-4500 мм, длиной 6,5-7,5 м. Она имеет два устройства: для сжигания
кислого газа и для сжигания топливного газа. Горелка конструктивно выполнена
как цилиндр, приваренный касательно к цилиндру реакционной печи, то есть в
реакционную печь смесь воздуха и кислого газа и продукты сгорания вводятся
тангенциально.
Работа термической
ступени, как и всей установки производства серы методом Клауса, в значительной
мере определяются конструкцией горелки и временем пребывания газов в
реакционной печи, которое должно быть в пределах 0,5-2 с. При более быстром
прохождении газа через реакционную печь снижается общий выход, получаемый на
установке серы, и возникают трудности, связанные с эксплуатацией установки.

Спецификация: Сепаратор (1); воздуходувка (2);
печь реакционная (1); котел-утилизатор (1); конденсатор-коагулятор (I, I) (2); печь подогрева (2); реактор
каталитический (I, II) (2);
конденсатор-экономайзер (1); коагулятор (1); печь дожига (1); установка
доочистки (1); гидразатвор (4); резервуар жидкой серы (1); насос откачки (1);
эжектор отсоса паров (1); трубопроводы и потоки Т1 – воздух; Т2 – газы кислые;
Т4 – пар водяной; Т5 – вода питательная; Т6 – сера жидкая; I
– воздух; II – газ кислый; III
– вода кислая; IV – пар водяной; V
– вода питательная; VI – сера жидкая.
Рисунок 15. Аппаратурная схема
переработки концентрированных кислых газов
Котел-утилизатор (4)
состоит из конвективного трубного пучка и барабана котла, корпуса которых
соединены друг с другом шестью трубами (114 мм) для перетока воды из барабана в
корпус пучка и двенадцатью трубами (114 мм) для отвода пароводной смеси из
корпуса пучка в барабан. В корпусе пучка для осмотра поверхности трубок и
контроля за отложениями на нагревательной поверхности имеются: один люк
диаметром 450 мм и 5 лючков диаметром 150 мм.
К горелкам реакционной
печи воздуходувкой (2) подается атмосферный воздух в соотношении, позволяющем
сжечь одну треть поступившего кислого газа до SO2. При этом стараются обеспечить полное использование
кислорода в реакционной печи.
Температура в реакционной
печи зависит от концентрации Н2S в кислом газе и от соотношения подаваемого воздуха к кислому
газу и для полнопроходных установок составляет, как правило, 1200-1600 К.
Давление в реакционной
печи устанавливается в зависимости от сопротивления трубопроводов, слоев
катализатора, установки доочистки остаточных хвостовых газов и, как правило,
принимается ниже 0,07 МПа с тем, чтобы на тракт газов не распространялись
"Правила устройства и безопасной эксплуатации сосудов, работающих под
давлением".
Другим фактором
ограничения давления в реакционной печи является применение для слива жидкой
серы в открытые емкости так называемых гидрозатворов, не позволяющих газам
выходить в атмосферу при свободном сливе жидкой серы из аппаратов.
С другой стороны,
давление в тракте газов должно быть максимальным, так как снижение давления
требует увеличения размеров оборудования и диаметров трубопроводов. Давление в
печи реакции зависит также от уровня давления в системах регенерации
растворителей, предшествующего извлечению кислых газов. Как правило, давление в
реакционной печи составляет 0,04-0,069 МПа и постепенно увеличивается в
процессе эксплуатации установки в зависимости от содержания углеводородов,
аммиака или цианидов в кислом газе.
Газы после
котла-утилизатора (4), в котором генерируется пар высокого или среднего
давления с температурой около 650 К, поступают в конденсатор-коагулятор
(конденсатор-генератор) (5.1). В нем происходит конденсация серы за счет
охлаждения реакционного газа до 450-460 К кипящей в межтрубном пространстве
конденсатора, водой. Тепло конденсации парообразной серы используют для
получения пара низкого давления (0,4-0,6 МПа). Расширенная часть конденсатора
является коагулятором капельной серы. Коагулятор работает при низких скоростях
газов, проходящих сквозь насадку, состоящую из пакетов сеток, сера
коагулируется и стекает в нижнюю часть сосуда, откуда выводится в гидрораствор.
Конденсаторы-коагуляторы
обычно представляют собой кожухотрубные многоходовые теплообменники (до четырех
ходов в одном корпусе).
Тепловая нагрузка и
давление пара в конденсаторе серы значительно ниже по сравнению с головными
котлами-утилизаторами. Это позволяет значительно снизить требования к
конструкции трубных решеток и трубным соединениям. Обычно трубные соединения
конденсаторов вальцуют, герметично обваривают и затем вновь вальцуют. Никаких
защитных покрытий не применяют /29/.
Проектное значение
удельного массового расхода изменяется от 14 до 39 кгс/м2 /28, 38/.
При снижении мощности установок необходимо поддерживать массовую скорость
газового потока на уровне, достаточном для предотвращения появления серного
тумана. В противном случае жидкая сера не может быть полностью отделена от
технологического газа в конденсаторе.
Конденсаторы серы
оборудуются совмещенными коагуляторами, представляющими собой пакет (100-250 мм
толщиной) сеток с ячейками от 0,25 до 4 мм, установленный в выходной камере
горизонтально или наклонно. Для обеспечения полного стока скоагулировавшейся
серы после внезапной остановки процесса вдоль пакета располагают паровой
змеевик.
Газы поступают далее в промежуточную
печь (6), в которой за счет полного сжигания до SO2 части Н2S кислого газа, температура повышается до 500-520 К, и направляется на
катализатор в первый каталитический реактор (7, I). Ввод газов в реактор осуществляется сверху двумя-тремя
трубопроводами, обеспечивающими равномерное распределение потока в слое катализатора.
Здесь протекает взаимодействие и окисление Н2S и SO2 с образованием серы, а также гидролиз COS и CS2, образовавшихся в реакционной печи (3) при сжигании
исходного кислого газа в присутствии углеводородов и диоксида углерода. Реакция
между Н2S и SO2 является изотермической, в результате чего
температура газа на выходе из первого каталитического реактора повышается до
600-640 К.
Печь подогрева
технологического газа устанавливают перед каталитическими реакторами для
повышения температуры газов до оптимальной.
Корпус печи (6)
изготовляют из стали типа Ст. 20 (или Ст. 3 сп 4). Обечайку горелки
изготавливают из жаропрочной хромистой стали, дополнительно легированной
кремнием для повышения стойкости к среде, содержащей Н2S. Горелка изнутри зафутерована
огнеупорным бетоном толщиной 75 мм.
Важнейшим фактором
стабильной работы печи подогрева является расположение ввода в нее
технологического газа, который должен быть как можно близко к фланцу крепления
горелки, в противном случае обечайка перегревается, корпус печи
темлоизолируется.
Каталитические реакторы
установок получения серы методом Клауса представляют собой вертикальные или горизонтальные
полые сепараторы. Их число и объем зависят от мощности установки по кислому
газу, качества применяемого катализатора и требуемой заданием на проектирование
степени извлечения серы. Каталитический реактор на 90% заполняет катализатором
типа γ-Al2O3 на основе активированного оксида алюминия – очень гигроскопичен,
и катализатором марки CRS-31
– активен и стоек к сульфатированию.
В большинстве
каталитических реакторов процесс построен таким образом, что через каждый
кубический метр объема катализатора проходит 57-104 моль сырьевого кислого газа
в час /38/. Обычно ниже слоя катализатора для предотвращения утечек укладывают
слой шаров из оксида алюминия диаметром 75-150 мм, плотностью около 800 кг/м3.
На него укладывают слой (20-60 мм) шаров меньшего диаметра плотностью 1300-1600
кг/м3 /38/. Аналогичные слои насыпают на поверхность катализатора
для равномерного распределения газа по слою. Как правило, используют керамические
шары. Материал опорных решеток и сетки, на которых располагается катализатор,
выбирают с учетом максимальной температуры и среды.
Газы из первого реактора
направляются во второй конденсатор-коагулятор (5, II), где так же, как и в первом, за счет тепла конденсации
парообразной серы и охлаждения до 440-460 К, кипящей водой генерируется пар
низкого давления и коагулируются капельки серы, стекающей в нижнюю часть
аппарата и затем поступающей в гидрозатвор. Далее газы вновь нагреваются до
490-510 К за счет смешения с продуктами сгорания топливного или кислого газа и
идут во второй реактор (7, II),
заполненный катализатором. За счет выделения тепла при катализаторе газы на
выходе из реактора имеют температуру 520-530 К, при которой поступают в
конденсатор-экономайзер (8), служащий в качестве концевого холодильника
(температура на выходе 400-410 К). В межтрубном пространстве
конденсатора-экономайзера нагревается питательная вода котлов-утилизаторов (5).
Конденсатор-экономайзер
представляет собой горизонтальный, газотрубный, с принудительной циркуляцией аппарат,
предназначен для нагрева питательной воды котлов-утилизаторов. Он состоит из
входной и выходной газовых камер и газотрубного барабана.
Далее газ после
сероуловителя (9) поступает в печь дожига (10), где содержащийся в газе Н2S, CS2 и СОS и
пары серы при температуре 820-1000 К сжигаются до SO2 и через дымовую трубу (факел) выбрасываются в атмосферу.
Если установка получения серы оборудована установкой доочистки отходящих газов,
то она расположена между сероуловителем (9) и печью дожига (10).
Сера из гидрорастворов
(13) в жидком состоянии сливается в приемный резервуар (14) из бетонной
конструкции под землей, откуда насосом (15) откачивается периодически в емкости
дегазации жидкой серы. Выделяющиеся из серы газы (Н2S, SO2 и др.) отсасываются паровым эжектороми затем поступают в
печь дожига.
Жидкая сера после
дегазации подается на установку формования товарной серы.
Основные показатели
газовой серы должны отвечать требования ГОСТ 126-76.
Следует отметить, что
сера, производимая на соседнем Оренбургском ГПЗ, по своим показателям
превосходит требования ГОСТ (Таблица 14). Механические примеси и мышьяк в
составе полностью отсутствуют.
Таблица 14
Техническая характеристика
газовой серы Оренбургского ГПЗ
| Массовая доля, % |
По ГОСТ 126-76 |
Фактические
показатели
|
| жидкая |
комовая |
| Сера, не менее |
99,98 |
99,987 |
99,985 |
| Зола, не более |
0,02 |
0,005 |
0,006 |
|
Кислоты, в пересчета на Н2SО4,
не более
|
0,03 |
0,0006 |
0,0007 |
| Органические вещества, не более |
0,01 |
0,007 |
0,008 |
| Вода, не более |
0,02 |
0,01 |
0,009 |
Все оборудование и
аппараты данной установки Клауса должны быть выполнены в соответствии с
требованиями ГОСТ 12.2.003-91 "Оборудование производственное" и ГОСТ
24444-87 "Оборудование технологическое".
4.5 Реактор доочистки
отходящих газов
При низком содержании Н2S и SO2 эффективность реакции Клауса на катализаторе снижается из-за
присутствия паров серы, поэтому при доочистке хвостовых газов широко
применяется катализ ниже точки росы серы (процесс сульфрен – адсорбция в
холодном слое). Процесс сухой очистки отходящих газов осуществляется в тех же
условиях, что и процесс Клауса. Реактор Клауса, работающий при температуре 400
К (ниже точки росы серы), добавляют к обычной двухступенчатой установке Клауса.
При низкой температуре равновесие реакции сдвигается в сторону получения серы.
Она протекает в паровой фазе в присутствии катализатора.
В отличие от обычного
реактора Клауса, в котором образующаяся при реакции сера остается в паровой
фазе, выделяющаяся в реакторе сера не удерживается в парах из-за низкой
температуры и адсорбируется на катализаторе – Al2O3. Преимуществом низкотемпературного
реактора является то, что в нем не только сдвигается равновесие реакции Клауса
в сторону образования серы, но и образовавшаяся сера удаляется из реакционного
пространства, что позволяет большему количестве Н2S и SO2 вступить в реакцию.
В газовом потоке,
выходящем из реактора, содержится настолько малое количество серы, что отпадает
необходимость в установке конденсатора серы после реактора. Газ, выходящий из
реактора, направляется непосредственно на обработку в печь дожига горючих
примесей. Дополнительный перепад давления в технологических линиях установки
Клауса с реактором доочистки и соответствующими трубопроводами не превышает
0,0105 МПа.
После определенного
периода работы отключают реактор с дезактивированными катализатором и включают
реактор с охлажденным и регенерированным катализатором. В этом отношении данный
процесс являются полунепрерывным; в то время как один реактор работает в режиме
адсорбции, другой проходит стадию регенерацию и охлаждения.
Регенерация катализатора,
на котором отложилась сера проводится путем его нагревания и испарения
адсорбированной серы с помощью газа, отбираемого с установки Клауса.
4.6 Дегазация жидкой серы
Сера с установки Клауса и
установки доочистки отходящих газов накапливается в большом подземном амбаре. В
процессе дегазации для увеличения контакта газ-жидкость и для улучшения
разложения полисульфидов жидкая сера перемешивается. Эффективность процесса
может быть увеличена путем непосредственного добавления в жидкость аммиака.
Добавление небольших количеств аммиака значительно увеличивает декомпозицию Н2Sх в Н2S.
Для удаления
получающегося Н2S
через разбрызгиваемую серу пропускается промывочный газ (воздух и хвостовой газ
с установки Клауса). Промывочный газ удаляется через систему вывода газов из
емкости и сжигания в печи. Если в качестве промывочного газа используется
хвостовой газ с установки Клауса, то и удаляемые с Н2S могут быть возвращены на вход установки
хвостового газа.
4.7 Основные требования к
трубопроводам и арматуре жидкой серы установок получения серы из Н2S
Поскольку установки получения
серы методом Клауса генерируют очень большое количество тепла, а сера относится
к веществам, застывающим при довольно высокой температуре, к трубопроводам и
арматуре, применяемым на таких установках, предъявляются ряд особых требований.
В трубопроводной системе
(диаметры от 50 до 1600 мм) процесса Клауса вызывают серьезное беспокойство
линия слива расплавленной серы и линии технологических газов, составляющие до
90% всех трубопроводов установки. Так как при температуре 341 К сера застывает,
необходимо обеспечить соответствующий подогрев линий слива расплавленной серы.
Для снижения теплопотерь они должны быть, кроме того, тщательно изолированы.
Трубопроводы серы, включающие как горизонтальные, так и вертикальные участки,
оборудуются приспособлениями для их очистки в случае забивки труб. Любая
забивка сливных труб твердой серой или катализатором при утечке его из
каталитического реактора приводит к немедленной остановке процесс. В связи с
этим требуется тщательное наблюдение за отсутствие частичек катализатора в
сере, периодическая очистка фильтров на потоке серы перед гидрозатворами, а
также постоянное обеспечение установок паром необходимых параметров.
Все трубопроводы для серы
снабжаются рубашками для обогрева водяным паром или горячим маслом /38/. Система
проектируется таким образом, чтобы температура расплавленной серы была не ниже
410 К. Ввиду опасности перегрева серы не рекомендуется использовать перегретый
пар. При температурах 435 К происходит резкое увеличение вязкости серы с потерей
текучести, исключающее свободное ее вытекание из конденсаторов в приемный
резервуар.
На линиях транспортировки
жидкой серы устанавливают специальную парообогревательную аппаратуру. Поскольку
диаметры трубопроводов жидкой серы невелики, обеспечение этой арматурой не вызывает
затруднений. Однако она требует такого же тщательного обогрева. Временные
недлительные понижения давления, а следовательно, и температуры пара не
является катастрофическими, однако при недостаточной изоляции возможно прекращение
проходимости потока с немедленной остановкой процесса.
Для проверки
достаточности температуры и давления пара проводят куском твердой серы по
оголенному участку рубашки трубопровода. В случае немедленного расплавления
частичек серы, параметры пара удовлетворяют норме.
5. РАСЧЕТ ОБЪЕМОВ ВЫБРОСОВ ВРЕДНЫХ ВЕЩЕСТВ В
АТМОСФЕРУ
Загрязнение окружающей природной среды промышленными
выбросами приводит к отрицательному воздействию на социальные системы и объекты
(реципиенты).
К основным видам реципиентов относят население,
объекты жилищно-коммунального хозяйства, сельскохозяйственные угодья, лесные
ресурсы, основные фонды промышленности и транспорта, рыбные ресурсы,
рекреационные ресурсы природы.
Вследствие воздействия выбросов на перечисленные
выше системы происходит рост заболеваемости и смертности людей, повышенный
износ основных производственных фондов промышленности и жилищно-коммунального
хозяйства городов, снижение продуктивности сельскохозяйственных угодий, лесных
массивов, водных бассейнов.
В задачу данного раздела входит определение объемов
выбросов вредных веществ в атмосферу до внедрения технологии утилизации
высококонцентрированных кислых газов, полученных при очистке природного газа
КНГКМ, т.е. при сжигании этих газов на факеле и после внедрения данной
технологии, при котором утилизируются токсичный сероводород и сероорганические
соединения с получением товарной серы.
5.1 Расчет выбросов вредных газообразных примесей в
атмосферу
Данные для расчета:
Объем концентрированных кислых газов после установки
очистки природного газа V2 = 4,12 м3/с
(58% Н2S; 40,5% СО2; 1% СН4
и 0,5% Н2О).
Объем воздуха, необходимый для сжигания (окисления Н2S до SO2) кислых газов Vв = 17,07 м3/с.
Объем газов после установки переработки
концентрированных кислых газов V = 15,805 м3/с
(SO2 – 0,6%; 15,6% СО2; 69% NOх).
Газы сжигаются на факеле низкого давления, hф = 40 м.
5.1.1 Расчет выбросов диоксида серы
Расчет выбросов диоксида серы при сжигании на факеле
низкого давления до установки переработки кислых газов рассчитывается по
формуле:
 (5.1) (5.1)
где В* – расход газа, м3/с; (Н2S), (S)* – концентрация сероводорода
и сероорганических соединений в газе (в г/м3) и равны соответственно
2,84 и 0,05; V – коэффициент полноты сгорания газа,
принят равным 0,9984.
Поставив значения, получим:

Расчет выбросов диоксида серы после установки
переработки кислых газов:

5.1.2 Расчет выбросов диоксида углерода
Расчет выбросов диоксида углерода до установки
переработки газа для факела рассчитывают по формуле:
 (5.2) (5.2)
где  – экспериментально установленный
коэффициент, принят равным 0,02 /3/; Вг – расход газа, кг/час – экспериментально установленный
коэффициент, принят равным 0,02 /3/; Вг – расход газа, кг/час
Вг = В* · ρ · 3600 (5.3)
где ρ – плотность концентрированного кислого
газа, равна 0,756
Расход газа до установки переработки кислого газа:
Вг(II) =
21,19 · 0,756 · 3600 = 57670,7 кг/час
 = 0,02 · 57670,7 = 1153,4
кг/час = 320,39 г/с = 0,02 · 57670,7 = 1153,4
кг/час = 320,39 г/с
Расчет выбросов диоксида углерода после установки
переработки газа:
Вг(II) =
15,805 · 0,419 · 3600 = 23840, кг/час
 = 0,02 · 23840,3 = 476,8
кг/час = 132,45 г/с = 0,02 · 23840,3 = 476,8
кг/час = 132,45 г/с
5.1.3 Расчет выбросов диоксида азота
Расчет выбросов диоксида азота при сжигании газов на
факеле низкого давления рассчитывают по формуле:
ПNO = KNO* · Вг*, кг/ч (5.4)
где KNO -
экспериментально установленный коэффициент, принят равным 0,003 /3/; Вг
– расход газа, кг/час.
Подставив значения, для кислого газа, полученного
после очистки природного газа, получим:
ПNO(I) = 0,003 · 57670,7 = 173,01 кг/час = 48,06 г/с
Для кислого газа, прошедшего переработку на
установке переработки газа:
ПNO(II) = 0,003 · 23840,3 = 71,5 кг/час = 19,87 г/с
5.1.4 Расчет выбросов сажи
Количество выброса сажи на факеле при сжигании
кислых газов определяется по формуле:
Псажа = К*сажа · В*г,
кг/час (5.5)
где – К*сажа экспериментально
установленный коэффициент, равен 0,03 /3/; В*г – расход газа,
сжигаемого без переработки на установке:
Псажа (I) =
0,03 · 57670,7 = 1730,1 кг/час = 480,5 г/сек
Для кислого газа, сжигаемого после переработки на
установке:
Псажа (II) =
0,03 · 23840,3 = 715,21 кг/час = 198,67 г/сек
5.2 Расчет ущерба от загрязнения атмосферы
Расчет ущерба от сжигания кислых газов на факеле
зависит от массы и характера выбросов по каждому ингредиенту, от степени организованности
источника – загрязнителя, расположения загрязненной зоны и т.д.
У = М* · f* · G* · P* · Kр*
(5.6)
где У – ущерб от выброса загрязнений, образующихся
при сжигании кислых газов, тенге; М – приведенный выброс загрязнений из источника-загрязнителя,
усл.т.
Величина М* рассчитывается по следующей формуле:
 (5.7) (5.7)
где mi – масса
годового выброса i-го вида примеси, т; N – общее число выбрасываемых примесей; I
– индекс номер выбрасываемой примеси загрязнителя; кi
– коэффициент привидения, учитывающий относительную опасность i-го
загрязняющего вида примесей, определяется по формуле:
 (5.8) (5.8)
f* – безразмерная константа,
значение которой зависит от высоты (h) каждого
источника-загрязнителя и определяется по формуле:
 (5.9) (5.9)
где h – высота устья
источника по отношению к среднему уровню ЗАЗ (зона активного загрязнения), м;
ψ – поправка на тепловой подъем факела выброса в атмосфере, вычисляемая по
формуле:
 (5.10) (5.10)
где  - среднегодовое значение разности
температур, оС в устье источника (трубы) и в окружающей атмосфере на
уровне устья; U – среднегодовое значение модуля
скорости ветра на уровне флюгера (м/с), в тех случаях, когда U
неизвестно, оно принимается равным 3 м/с. - среднегодовое значение разности
температур, оС в устье источника (трубы) и в окружающей атмосфере на
уровне устья; U – среднегодовое значение модуля
скорости ветра на уровне флюгера (м/с), в тех случаях, когда U
неизвестно, оно принимается равным 3 м/с.
Значение f1 при U = 3 м/с для некоторых  и h
приведены в таблице 2 /44/, и принят равным 2,64. и h
приведены в таблице 2 /44/, и принят равным 2,64.
При значении U = 3 м/с
значение f1, приведенное в таблице 2,
следует умножить на поправку

Подставив значения, получим

В формуле (5.6), где σ – показатель
относительной опасности загрязнения атмосферы над загрязняемой территорией,
принят равным 0,8 по таблице 2 /42/; Р – региональный норматив платы за выбросы
загрязняющих веществ, тенге/усл.т, принят равным 219; Кр –
коэффициент кратности взимания платежей по таблице 3 /45/, принят равным 10.
Подставив значения ПДК веществ, определим значение Кi

Определим значение М* до переработки
концентрированных кислых газов:

Находим М* после установки переработки
концентрированных кислых газов

Характер распространения примесей в природной среде
от источника (В) зависит от относительной опасности загрязнения территории,
высота выброса загрязняющих веществ и определяется из выражения:
В = 10-2 · f*
· G* (5.11)
Подставив, получим:
В = 0,01 · 1,452 · 0,8 = 0,012
С учетом последней формулы экономический ущерб можно
рассчитать по формуле:
У = 0,14М* · В* · Р* · Кр (5.12)
Для кислых газов, сжигаемых на факеле, подставив
значения, определим количество ущерба:
а) для газов до установки переработки кислых газов:
У(I) =
0,14 · 147148,4 · 0,012 · 219 · 10 = 541388,39 тг
б) для газов после установки переработки кислых
газов:
У(II)
= 0,14 · 55128,85 · 0,012 · 219 · 10 = 202830,06 тг
Экономический эффект от утилизации концентрированных
кислых газов составит 338558,33 тенге.
Таблица 15
Характеристика объемов выбросов вредных веществ
| Вещество |
Объем выбросов, г/с |
| до установки Клауса |
После установки Клауса |
| диоксид серы |
0,184 |
0,48 |
| диоксид углерода |
320,39 |
132,45 |
| диоксид азота |
48,06 |
19,87 |
| сажа |
480,5 |
198,67 |
| Объем ущерба от загрязнений, тг |
541388,39 |
202830,03 |
Расчет экономического эффекта от внедрения технологии
переработки концентрированных кислых газов велся только по четырем
ингредиентам, без учета капиталовложений на строительство и затрат на эксплуатацию.
В сумме экономического эффекта не показана чистая прибыль от реализации
товарной серы, полученной при утилизации концентрированных газов.
|