Курсовая работа: Выбор и оценка качества эффективности методов обработки женского жакета на подкладке, изготовленного в ателье высшего разряда
Курсовая работа: Выбор и оценка качества эффективности методов обработки женского жакета на подкладке, изготовленного в ателье высшего разряда
КУРСОВАЯ
РАБОТА
на тему: «Выбор и
оценка качества эффективности методов обработки женского жакета на подкладке
изготовленного в ателье высшего разряда»
Введение
Службы быта
нацелены на решение задач по качеству исполнения заказов и увеличение объектов
реализации бытовых услуг. Значительная роль в решении этих задач принадлежит
швейным предприятиям. Швейные предприятия службы быта призваны обеспечить
потребность населения в ремонте и изготовлении швейных изделий, которые по
своим эстетическим, конструктивно-эргономическим и технологическим свойствам
должны максимально удовлетворять индивидуальным запросам заказчика.
Обеспечение
надлежащего качества и повышение эффективности производства в значительной мере
зависят от применяемой технологии изготовления одежды, от методов
проектирования технологических процессов, от организации управления качеством
услуг, в том числе от организации контроля и оценки качества.
В курсовой
работе рассмотрено решение технологических задач, связанных с разработкой
исходных данных для проектирования технологического процесса, обновление
принимаемых решений, оформление графической части.
Также в
курсовой работе проведен анализ прогрессивных и непрогрессивных (привычных)
методов обработки при изготовлении женского Жакета на подкладке.
1. Характеристика
материального объекта услуги
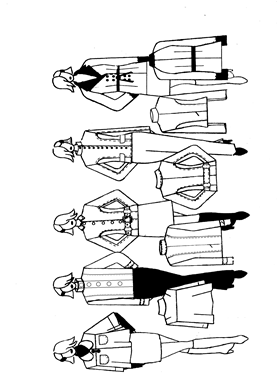
В качестве
базы для описания условного изделия выбрано 5 разнообразных моделей,
соответствующих направлению моды, эскизы которых представлены в пояснительной
записке. Модели представлены с изображением вида со стороны переда и спинки
(рисунок 1).
Оценку
выбранного объекта осуществляют путем расчета среднего количества усложняющих
элементов в изделии по формуле:
где  – среднее количество усложняющих элементов в
условном изделии; – среднее количество усложняющих элементов в
условном изделии;
 - количество усложняющих элементов в совокупности по 5 моделям по
(I ч.
прейскуранта); - количество усложняющих элементов в совокупности по 5 моделям по
(I ч.
прейскуранта);
 – только по III ч. прейскуранта; – только по III ч. прейскуранта;
 – количество моделей. – количество моделей.
Количество
усложняющих элементов каждой модели рассчитывают по формуле:

где  - стоимость отделочных работ в i-изделии по ІІІ части прейскуранта; - стоимость отделочных работ в i-изделии по ІІІ части прейскуранта;
 – стоимость одного усложняющего элемента по І части прейскуранта. – стоимость одного усложняющего элемента по І части прейскуранта.
Рассчитаем
количество усложняющих элементов для моделей
Модель 1.
| Наименование усложняющего
элемента |
Количество |
| ·
расширение |
4 |
| ·
манжеты |
1 |
| ·
отрезная кокетка |
1 |
| Итого: |
6 |
Модель 2.
| Наименование усложняющего
элемента |
Количество |
| ·
шлица |
1 |
| ·
хлястики |
1 |
| ·
двубортная застёжка |
1 |
| Итого: |
3 |
Модель 3
| Наименование усложняющего
элемента |
Количество |
| ·
рельефы |
2 |
| ·
пояс |
1 |
| ·
шлёвки |
2 |
| Итого: |
5 |
Модель 4
| Наименование усложняющего
элемента |
Количество |
| ·
рельефы |
2 |
| ·
шлица |
1 |
| Итого: |
3 |
Модель 5
| Наименование усложняющего
элемента |
Количество |
| ·
манжеты |
2 |
| ·
пояс |
1 |
| ·
большие лацканы |
1 |
| ·
двубортная застёжка |
1 |
| Итого: |
5 |
 = 6+3+5+3+5=22; = 6+3+5+3+5=22;
Современная
одежда чрезвычайно разнообразна. Ее формы и размеры изменяются в зависимости от
назначения и вида одежды, требований, свойств материалов и других факторов.
Степень
готовности изделия к примерке может быть различной в зависимости от фигуры
заказчика, вида изделия, сложности фасона, конструкции изделия, свойств
материалов, квалификации закройщика, числа примерок и др.
Во всех
случаях степень готовности должна быть рациональной, а затраты времени на
повторное выполнение отдельных операций после проведения примерок –
минимальными. Кроме того, изделие, подготовленное к примерке, должно дать
заказчику полное представление о форме, размерах деталей и отделочных
элементов, а также будущего изделия в целом.
Описание
условного изделия выполненного в виде графической схемы (модели), которая
является одновременно и схемой сборки условного изделия к примерке и после нее.
Графическая форма изображения технологического процесса обработки изделия
позволяет раскрыть технологические и временные связи элементов процесса,
математически описать ее. Кроме того, изображение структуры в виде графа
значительно упрощает анализ процесса обработки, последующее комплектование
технологических операций в организационные, составление программы расчета
технологического процесса на ЭВМ.
Номера
моделей в блоках берутся с рисунка с эскизами моделей, а процент повторяемости
элементов считается по количеству моделей, в которых эти элементы встречаются.
В курсовой работе каждая из 5 моделей составляет 20%, как и их элементы.
При
разработке графической модели выбрана основная деталь изделия – полочка,
последовательность обработки которой является стволом графической модели. К
стволу прикреплены ветви с блоками по обработке других деталей: карманов,
воротников, рукавов…
Графическая
модель обработки условного изделия представлена ниже (рисунок 2, 3).
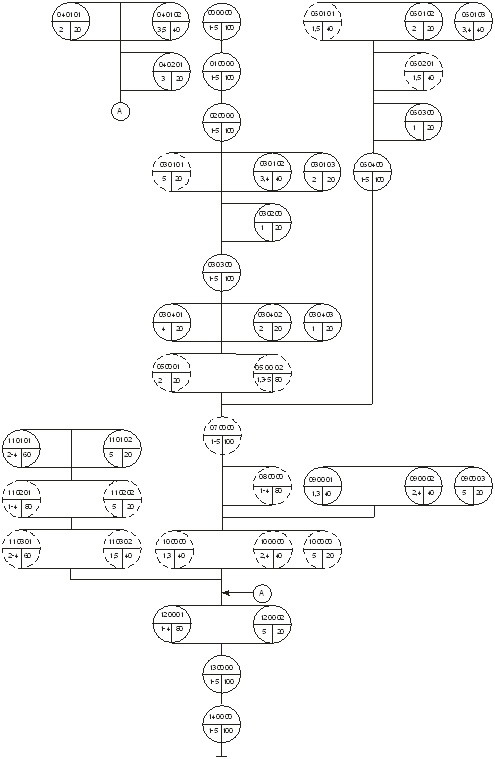
Графическая
модель подготовки условного изделия к примерке
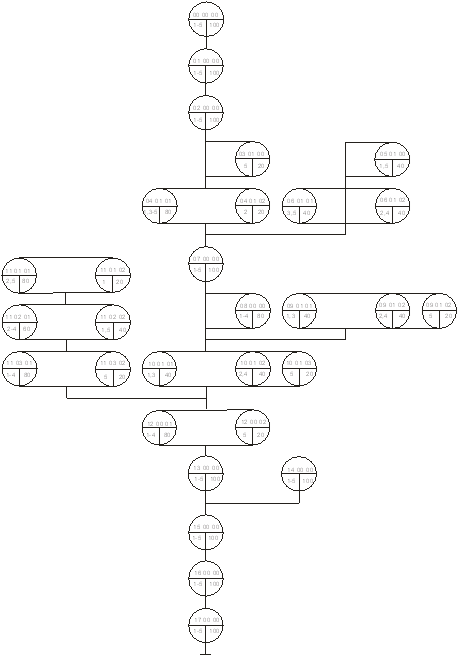
Графическая
модель дошива условного изделия после примерки
Таблица 1. Расшифровка
кодов элементов технологического процесса
| Расшифровка кодов
элементов технологического процесса |
| I Секция. Подготовка
женского жакета на подкладке к примерке |
| 00 00 00 |
Бригадирские функции |
1–5 |
100 |
| 01 00 00 |
Дублирование деталей |
1–5 |
100 |
| 02 00 00 |
Подготовка деталей к
пошиву |
1–5 |
100 |
| 03 01 01 |
Смётывание вытечек |
5 |
20 |
| 03 01 02 |
Обработка фигурных
рельефов |
3,4 |
40 |
| 03 01 03 |
Обработка прямых рельефов |
2 |
20 |
| 03 02 00 |
Обработка прямых кокеток |
1 |
20 |
| 03 03 00 |
Влажно-тепловая обработка
полочек |
1–5 |
100 |
| 03 04 01 |
Обработка прорезных
карманов с клапаном и одной обтачкой |
4 |
20 |
| 03 04 02 |
Обработка прорезных
карманов в рамку |
2 |
20 |
| 03 04 03 |
Обработка накладных
карманов с верхним входом |
1 |
20 |
| 04 01 01 |
Обработка хлястиков |
2 |
20 |
| 04 01 02 |
Обработка поясов |
3,5 |
40 |
| 04 02 00 |
Обработка шлёвок |
3 |
20 |
| 05 00 01 |
Приметать планку и
заметать подборта |
2 |
20 |
| 05 00 02 |
Заметать подборта |
1,3–5 |
80 |
| 06 01 01 |
Смётывание вытечек |
1,5 |
40 |
| 06 01 02 |
Обработка прямых рельефов |
2 |
20 |
| 06 01 03 |
Обработка фигурных
рельефов |
3,4 |
40 |
| 06 02 01 |
Смётывание и замётывание
среднего шва спинки со шлицей и без неё |
2–5 |
80 |
| 06 03 00 |
Обработка прямых кокеток |
1 |
20 |
| 06 04 00 |
Влажно-тепловая обработка
спинки |
1–5 |
100 |
| 07 00 00 |
Смётывание и замётывание
боковых срезов |
1–5 |
100 |
| 08 00 00 |
Смётывание и замётывание
плечевых срезов |
1–4 |
80 |
| 09 00 01 |
Обработка отложного
нижнего воротника |
1,3 |
40 |
| 09 00 02 |
Обработка нижнего
воротника-стойки |
2,4 |
40 |
| 09 00 03 |
Обработка нижнего
воротника английского типа |
5 |
20 |
| 10 00 00 |
Вмётывание нижнего
воротника в горловину |
1–5 |
100 |
| 11 01 01 |
Обработка переднего шва
двухшовных втачных рукавов |
2–4 |
60 |
| 11 01 02 |
Обработка верхнего шва
двухшовных рукавов-реглан |
5 |
20 |
| 11 02 01 |
Смётывание и замётывание
локтевого или нижнего срезов втачных рукавов |
1–4 |
80 |
| 11 02 02 |
Смётывание и замётывание
нижних срезов рукавов-реглан |
5 |
20 |
| 11 03 01 |
Замётывание низа рукавов |
2–4 |
60 |
| 11 03 02 |
Замётывание низа рукавов с
манжетами |
1,5 |
40 |
| 12 00 01 |
Вмётывание втачных рукавов
в пройму изделия |
1–4 |
80 |
| 12 00 02 |
Вмётывание рукавов-реглан
в пройму изделия |
5 |
20 |
| 13 00 00 |
Замётывание гладкого низа
изделия |
1–5 |
100 |
| 14 00 00 |
Заключительная обработка
изделия перед примеркой |
1–5 |
100 |
| II Секция. Дошив женского
жакета на подкладке после примерки |
| 00 00 00 |
Бригадирские функции |
1–5 |
100 |
| 01 00 00 |
Уточнение изделия после
примерки |
1–5 |
100 |
| 02 00 00 |
Выкраивание деталей
подкладки |
1–5 |
100 |
| 03 01 01 |
Обработка вытачек |
5 |
20 |
| 04 01 01 |
Обработка простых бортов |
1,3–5 |
80 |
| 04 01 02 |
Обработка бортов с планкой |
2 |
20 |
| 05 01 00 |
Обработка вытачек |
1,5 |
40 |
| 06 01 01 |
Обработка среднего шва
спинки |
3,5 |
40 |
| 06 01 02 |
Обработка среднего шва
спинки со шлицей |
2,4 |
40 |
| 07 00 00 |
Соединение боковых срезов |
1–5 |
100 |
| 08 00 00 |
Соединение плечевых срезов |
1–4 |
80 |
| 09 01 01 |
Соединение верхнего
отложного воротника с нижним |
1,3 |
40 |
| 09 01 02 |
Соединение верхнего
воротника-стойки с нижним |
2,4 |
40 |
| 09 01 03 |
Соединение верхнего
воротника английского типа с нижним |
5 |
20 |
| 10 01 01 |
Соединение нижнего
отложного воротника с горловиной и верхнего с подбортами по линии раскепа |
1,3 |
40 |
| 10 01 02 |
Соединение нижнего
воротника-стойки с горловиной и верхнего с подбортами по линии раскепа |
2,4 |
40 |
| 10 01 03 |
Соединение нижнего
воротника английского типа с горловиной и верхнего с подбортами по линии
раскепа |
5 |
20 |
| 11 01 01 |
Обработка подкладки
двухшовного рукава |
2–5 |
80 |
| 11 01 02 |
Обработка подкладки
одношовного рукава |
1 |
20 |
| 11 02 01 |
Обработка гладкого низа
втачных рукавов |
2–4 |
60 |
| 11 02 02 |
Обработка низа рукавов с
притачными манжетами |
1 |
20 |
| 11 03 01 |
Обработка локтевого или
нижнего срезов втачных рукавов и одновременно подкладки |
1–4 |
80 |
| 11 03 02 |
Обработка нижних срезов
верха и одновременно подкладки рукавов-реглан |
5 |
20 |
| 12 00 01 |
Соединение втачных рукавов
с изделием без складок, сборок по окату |
1–4 |
80 |
| 12 00 02 |
Соединение рукавов-реглан
с изделием |
5 |
20 |
| 13 00 00 |
Обработка низа изделия |
1–5 |
100 |
| 14 00 00 |
Обработка подкладки
изделия |
1–5 |
100 |
| 15 00 00 |
Соединение неотлетной
подкладки с изделием |
1–5 |
100 |
| 16 00 00 |
Окончательная отделка и
Влажно-тепловая обработка изделия |
1–5 |
100 |
| 17 00 00 |
Контрольно – установочные
операции |
1–5 |
100 |
2.
Характеристика материалов и режимов обработки
В
соответствии с выбором вида одежды и основными требованиями к пакету,
осуществляется выбор материала (основных, подкладочных и других).
Краткая
технологическая характеристика выбранных материалов, составляющих каждого
изделия, представляется в таблице 1 в соответствии с прейскурантом и другой
нормативной документацией.
Таблица 2. Характеристика
материалов
| Наименование продукции |
Артикул |
ГОСТ
ОСТ
ТУ
ТО
|
Краткая техническая
характеристика |
Содержание шерсти, % |
Номер группы материалов по
Прейскуранту №Б 0 (01–15) |
| Ширина |
Поверхностная плотность,
г/м2
|
Волокнистый состав,
линейная плотность, текс |
Плотность, количество
нитей на 10 см |
| основа |
уток |
по основе |
по утку |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
| Основные материалы |
| Костюмная «Аллегория» |
1248 |
ТО 17/58–404–81 РСФСР |
142 |
290 |
25 х 2 (40/2) |
25 х 2 (40/2) |
324 |
203 |
100 |
II |
| Ткань плательно-костюмная
(креп) «Камея» |
1157 |
ТО17/58–435–81 РСФСР |
142 |
222 |
25 х 2 (40/2) |
25/40 |
293 |
242 |
100 |
II |
| Костюмная «Зодиак» |
1342 |
ТО 17/58–434–81 РСФСР |
142 |
295 |
19 х 2 (52/2) |
19х2 (52/2) |
433 |
295 |
100 |
II |
| Костюмная «Симрт» |
23258 |
ТО 17/8–228–73 РСФС32142Р |
152 |
278 |
25 х 2 (40/2) (40% ВНит) |
303 |
217 |
23 |
II |
| Ткань костюмная «Ванагак» |
23293 |
ТО 17/4019–81 ЛитССР |
142 |
284 |
25 х 2 (40/2) |
305 |
228 |
66 (34% ВПэф) |
II |
| Ткань костюмная «Тандрис» |
23291 |
ТО 17/-4013–81 ЛитССР |
142 |
247 |
25 х 2 (40/2) |
283 |
243 |
66 (34% ВПэф) |
II |
| Подкладочные материалы |
| Подкладочная ткань |
3219 |
ТУ 17 Лит 176–66 |
140 |
146 |
16,67 (60) Нвис |
622 |
314 |
- |
- |
- |
| 52114 |
ТУ 17 Гос.4617–71 |
95 |
54 |
6,67/150 НК 550 круч |
6,67/150 НК 220 круч |
497 |
332 |
- |
1514 |
034 |
| Подкладочная ткань |
32144 |
ТУ 17 РФ 3118–69 |
140 |
140 |
НВис 11,11 (90) |
ННУ 16,67 (60) |
802 |
285 |
- |
- |
- |
| Прокладочные материалы |
| Прокладочный с клеевым
покрытием |
935507 |
- |
90 |
100 |
Ввис 50 ВН-50 |
Ввис 50 ВН-50 |
100 |
100 |
- |
- |
- |
| Кромочная бязь |
176 |
- |
90 |
138 |
25 ВХ |
25 ВХ |
- |
- |
- |
- |
- |
Таблица 3. Режимы
склеивания деталей и узлов одежды с прокладочными материалами с клеевым
покрытием
| Материалы |
Режимы склеивания |
| верха |
прокладочные |
температура, °С |
усилие прессования, мПа |
время, с |
| Шерстяные и полушерстяные
пальтовые |
Типа арт. 6707Н1, 7175Н1,
7111–5, 516 (ГДР), 935507
Типа арт. 276Н1, клеевая
паутинка
|
140–150
160–170
150–160
|
0,03–0,05
-
0,04–0,05
|
15–20
20–30
20–30
|
| Шерстяные и полушерстяные
пальтовые и костюмные |
Типа арт. 75088, 86064,
86040,
935501, 935556, клеевая
паутинка
|
140–150 |
0,03–0,05 |
15–30 |
| Шерстяные и полушерстяные
костюмные, шёлковые, х/б, льняные с другими волокнами |
Типа арт. 337Н1, 338Н1
клеевая паутинка
|
160–170
140–150
|
-
0,03–0,05
|
15–30
15–30
|
Таблица 4. Режимы
влажно-тепловой обработки материалов на электропаровых прессах
| Вид материала |
Температура прессующей
поверхности, °С |
Усилие прессования, КПа |
Время, с |
| Пропаривания |
Прессования |
Отпаривания |
Вакуумного отсоса |
| Чистошерстяная костюмная |
170 |
40–120 |
5 |
5 |
- |
4 |
| полушерстяная костюмная с
лавсаном |
140 |
30–120 |
5 |
3–7 |
- |
4 |
| полушерстяная костюмная с
капроном |
120 |
30–100 |
5 |
3–7 |
- |
3 |
| полушерстяная с нитроном |
140 |
40–120 |
5 |
5 |
- |
4 |
Таблица 5. Режимы
влажно-тепловой обработки материалов на электрическом оборудовании
| Вид материала |
Температура обработки, °С |
Масса утюга, кг |
Усилие прессования, мПа |
Время обработки, с |
| на прессе |
утюгом |
на прессе |
утюгом |
| Чистошерстяная костюмная |
170 |
170 |
4–6 |
40–120 |
5–12 |
30 |
| полушерстяная костюмная с
лавсаном |
140 |
150 |
4–6 |
30–120 |
10–25 |
30 |
| полушерстяная костюмная с
капроном |
120 |
130 |
4–6 |
30–100 |
10–15 |
20–30 |
| полушерстяная с нитроном |
140 |
150 |
4–6 |
40–120 |
10–15 |
40–60 |
| подкладочная ацетатно-вискозная |
- |
130 |
3–5 |
- |
- |
10–20 |
| подкладочная
вискозно-капроновая |
- |
140 |
3–5 |
- |
- |
10–20 |
Таблица 6.
Режимы влажно-тепловой обработки материалов электропаровым утюгом
| Вид материала |
Температура утюжильной
поверхности, °С |
Время обработки, с |
| Чистошерстяная костюмная |
170 |
30–40 |
| полушерстяная костюмная с
лавсаном |
140 |
20–30 |
| полушерстяная костюмная с
капроном |
120 |
20–30 |
| полушерстяная с нитроном |
140 |
20–30 |
Таблица 7. Технические
требования к ручным стежкам и строчкам
| Кодовое обозначение |
Операция |
Длина стежка, мм |
Количество стежков в 10 мм |
Ассортимент швейных ниток |
| Результирующая линейная
плотность |
| хлопчатобумажные, № |
армированные, текс |
из натурального шёлка,
текс |
и др. |
| 220 |
Выполнение строчек
временного скрепления |
5–10 |
1 |
50,40 |
- |
- |
- |
| 219 |
Намётывание с посадкой
ткани |
- |
0,5–1,0 |
50,40 |
- |
- |
- |
| 201 |
Намётывание без посадки
ткани |
- |
2,0–1,0 |
50,40 |
- |
- |
- |
| 209 |
Вымётывание |
- |
0,3–1,0 |
50,40 |
- |
- |
- |
| 202 |
Закрепочная |
2–3 |
- |
20,30 |
- |
- |
- |
| 202 |
Пуговичная |
- |
- |
- |
65 ЛХ-1
44 ЛХ-1
сложенная вдвое
|
- |
- |
Таблица 8. Технические
требования к машинным стежкам и строчкам
| Кодовое обозначение |
Изделия швейные и
материалы |
Строчки |
Количество стежков в 10 мм
строчки |
Ассортимент швейных ниток |
| результирующая линейная
плотность, текс |
Условн. номер |
| хлопчатобумажные |
армированные |
полиэфирные |
полиамидные |
из натурального шёлка |
полиамидные из мононити |
| 301 |
Верхняя одежда шерстяные и
полушерстяные ткани |
стачивающая |
4–5 |
- |
45ЛЛ, 36ЛХ, |
22ЛЛ, 33ЛЛ |
- |
- |
- |
|
401
505
504
512
|
стачивающая |
4–5 |
- |
36ЛХ, 35ЛЛ |
22ЛЛ, 33ЛЛ |
- |
- |
- |
|
503
505
|
обмёточная |
2–3 |
- |
25ЛХ, 25ЛЛ, |
22Л (25,4 текс) |
- |
- |
- |
|
103
320
|
подшивочная |
2–3 |
- |
36ЛХ, 35ЛЛ |
22ЛЛ, 33ЛЛ |
- |
- |
- |
|
301
304
|
закрепочная |
В автоматическом режиме |
- |
35ЛЛ |
22ЛЛ, 33ЛЛ |
- |
- |
- |
3 Выбор
методов обработки и характеристика оборудования
Снижение
затрат времени, %, рассчитывают по формуле
Повышение
производительности труда, %, рассчитывается по формуле:
Степень
механизации обработки узла, %, определяют путём расчёта процента
механизированных работ при данных методах обработки узла (для существующего и
проектируемого отдельно):
Степень
механизации обработки узла для существующего метода:
Степень
механизации обработки узла для проектируемого метода:
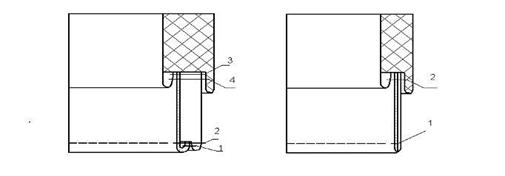
Таблица 9.
Техническая последовательность обработки низа рукавов притачной манжетой
| Номер операции по сборнику |
Содержание операции |
Специальность |
Разряд работы |
Затраты времени, мин, на
метод |
Оборудование,
приспособления, инструменты |
| Существующий |
Проектируемый |
| 843 |
Продублировать манжет |
У |
2 |
2,4 |
2,4 |
Утюг весом 6 кг,
пульверизатор |
| 845 |
Наметать манжету на
подманжету |
Р |
2 |
3,75 |
- |
Игла, напёрсток, ножницы |
| б/н |
Стачать манжету и
подманжету |
М |
2 |
0,52 |
- |
Машина 1022-М кл, ножницы |
| 840 |
Стачать боковые срезы
манжет |
М |
2 |
0,89 |
0,89 |
Машина 1022-М кл, ножницы |
| 847 |
Удалить нитки намётывания
манжеты на подманжету |
Р |
1 |
0,714 |
- |
Колышек, ножницы |
| 848 |
Подрезать швы обтачивания
манжет в углах |
Р |
1 |
0,806 |
0,806 |
Ножницы |
| 849 |
Вывернуть манжеты на лицевую
сторону |
Р |
1 |
0,824 |
0,824 |
- |
| 851 |
Приутюжить манжеты |
У |
2 |
2,4 |
2,4 |
Утюг весом 6 кг,
пульверизатор |
| 850 |
Выметать низ манжет |
Р |
2 |
5,37 |
- |
Игла, напёрсток, ножницы |
| Б/н |
Проложить отделочную
строчку по низу манжет |
М |
2 |
3,3 |
3,3 |
Машина 1022-М кл, ножницы |
| 853 |
Удалить нитки вымётывания
манжет |
Р |
1 |
0,977 |
- |
Колышек, ножницы |
|
|
|
Р |
1 |
- |
0,354 |
Колышек, ножницы |
| 869 |
Приметать манжеты к низу
рукава |
Р |
2 |
3,51 |
- |
Игла, напёрсток, ножницы |
| б/н |
Приметать манжеты к низу
рукава и к низу подкладки рукава одновременно |
СМ |
2 |
- |
1,84 |
Машина 2222 кл., ножницы |
| 870 |
Притачать манжеты к низу
рукавов |
М |
2 |
1,66 |
- |
Машина 1022-М кл., ножницы |
| 871 |
Удалить нитки примётывания
манжет |
Р |
1 |
0,694 |
0,694 |
Колышек, ножницы |
| Б/Н |
Приметать манжет к
подкладке рукава |
Р |
2 |
3,57 |
- |
Игла, напёрсток, ножницы |
| Б/Н |
Притачать манжеты к низку
подкладки рукава |
М |
2 |
1,66 |
- |
Машина 1022 кл., ножницы |
| 871 |
Удалить нитки примётывания
манжет к подкладке рукава |
Р |
1 |
0,694 |
- |
Колышек, ножницы |
| 829 |
Приутюжить рукав в готовом
виде |
У |
2 |
2,4 |
2,4 |
Утюг весом 8 кг, ножницы |
|
|
|
|
ИТОГО |
36,139 |
15,908 |
|
Рассчитываем
сокращения затрат времени, повышение производительности и степень механизации
обработки узла для описанного выше метода по формулам:




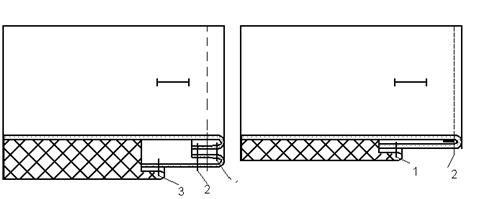
Таблица 10.
Технологическая последовательность обработки борта
| Номер операции по сборнику |
Содержание операции |
Специальность |
Разряд работы |
Затрата времени, мин, на
метод |
Оборудование,
приспособления, инструменты |
| существующий |
проектируемый |
| 554–55а |
Проложить прокладку с
односторонним клеевым покрытием |
У |
1 |
0,950 |
0,950 |
Утюг, пульверизатор |
| 584 |
Наметать подборта на борта
полочек в изделиях с застёжкой доверху |
Р |
4 |
7,020 |
- |
Игла, напёрсток, ножницы |
| 585 |
Сутюжить посадку
намётанных подбортов |
У |
4 |
2,900 |
- |
Утюг, пульверизатор |
| 586 |
Обмелить углы лацкана для
обтачивания |
Р |
3 |
0,935 |
- |
Лекала, мел |
| 587 |
Обтачать лацканы и борта
полочек с намётанными подбортами |
М |
4 |
5,290 |
- |
Машина 1022-М кл., ножницы |
| 589 |
Удалить нитки намётывания
подбортов |
Р |
1 |
1,520 |
- |
Колышек, ножницы |
| б/н |
Приметать подкладку к
подбортам |
Р |
2 |
5,03 |
5,03 |
Игла, напёрсток, ножницы |
| б/н |
Притачать подкладку к
подбортам |
М |
3 |
1,7 |
1,7 |
Машина 1022-М кл., ножницы |
| 871 |
Удалить нитки примётывания |
Р |
1 |
0,694 |
0,694 |
Колышек, ножницы |
| 561 |
Выметать край борта |
Р |
2 |
7,35 |
- |
Игла, напёрсток, ножницы |
| 563 |
Проложить отделочную
строчку по краю борта |
М |
2 |
4,2 |
4,2 |
Машина 1022-М кл., ножницы |
| 853 |
Удалить нитки вымётывания
подбортов |
Р |
1 |
0,977 |
- |
Колышек, ножницы |
| 829 |
Приутюжить борт в готовом
виде |
У |
2 |
2,7 |
2,7 |
Утюг весом 8 кг, ножницы |
|
|
|
|
ИТОГО: |
41,27 |
15,27 |
|
Рассчитываем
сокращения затрат времени, повышение производительности и степень механизации
обработки узла для описанного выше метода по формулам:




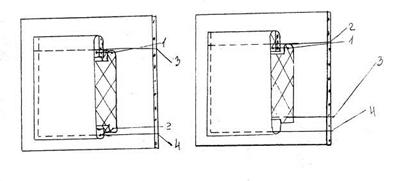
Таблица 11.
Технологическая последовательность обработки накладного кармана
| Номер операции по сборнику |
Содержание операции |
Специальность |
Разряд работы |
Затраты времени, мин, на
метод |
Оборудование,
приспособления, инструменты |
| Существующий |
Проектируемый |
| 404 |
Проложить кромку из
материала с односторонним клеевым покрытием по верхнему краю карманов (со
стороны припуска по намеченной линии) |
У |
3 |
1,09 |
1,09 |
Утюг весом 6 кг,
пульверизатор |
| 405 |
Притачать подкладку к
припуску на подгиб верхнего края накладных карманов |
М |
2 |
0,976 |
0,976 |
Машина 1022-М кл., ножницы |
| 406 |
Перегнуть верхний край
накладных карманов на лицевую сторону по намеченной линии и наметать верх
кармана на подкладку по боковым сторонам и низу, посаживая основную ткань в
углах или закруглённых краях карманов, оставляя пропуск в строчке |
Р |
2 |
3,28 |
- |
Игла, напёрсток, ножницы |
| 407 |
Обтачать накладной карман
по боковым сторонам и низу, оставляя пропуск строчки по низу кармана |
М |
2 |
1,90 |
- |
Машина 1022 кл., ножницы |
| 408 |
Удалить нитки намётывания
накладных карманов на подкладку |
Р |
1 |
0,825 |
- |
Колышек, ножницы |
| 409 |
Подрезать шов обтачивания
кармана и вывернуть карман на лицевую сторону, выправляя овальные края |
Р |
1 |
1,91 |
- |
Колышек, ножницы |
| 410 |
Выметать края накладных
карманов, образуя кант из основной ткани |
Р |
3 |
5,25 |
- |
Машина 222 кл., ножницы |
| 411 |
Подшить пропуск в строчке |
Р |
2 |
1,13 |
- |
Игла, напёрсток, ножницы |
| 403 |
Прострочить верхний край
накладных карманов |
М |
3 |
1,34 |
1,34 |
Машина 1022-М кл.,
откидная линейка-направитель, ножницы |
| 412 |
Приутюжить накладной
карман |
У |
2 |
2,53 |
2,53 |
Утюг весом 6 кг,
пульверизатор |
| 500 |
Приколоть подкладку
накладного кармана к полочке верха, отгибая карман из основной ткани |
Р |
2 |
- |
1,08 |
Булавки |
| 501 |
Притачать подкладку
кармана к полочке по боковым сторонам и низу |
М |
2 |
- |
2,79 |
Машина 1022 кл., ножницы |
| 502 |
Удалить булавки |
Р |
1 |
- |
0,687 |
- |
| 494 |
Наметать накладной карман
на полочку по боковым и нижнему краям |
М |
3 |
3,73 |
3,73 |
Игла, напёрсток, ножницы |
| 495 |
Настрочить накладной
карман на полочку по боковым и нижнему краям |
М |
3 |
3,96 |
3,96 |
Машина 1022 кл., лапка с
направляющей линейкой, ножницы |
| 497 |
Удалить нитки намётывания
накладного кармана |
Р |
1 |
1,05 |
1,05 |
Колышек, ножницы |
|
|
|
Итого: |
28,97 |
19,23 |
|
Рассчитываем
сокращения затрат времени, повышение производительности и степень механизации
обработки узла для описанного выше метода по формулам:


 
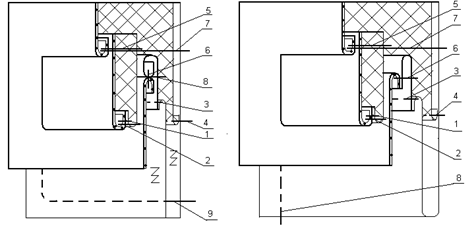
Таблица 12.
Технологическая последовательность обработки прорезного кармана с клапаном
| № операции по сборнику |
Содержание операций |
Специальность |
Разряд работ |
Затрата времени, мин, на
метод |
Оборудование,
приспособления, инструменты |
| существующий |
проектируемый |
| 275 |
Соединить прокладку из
материалов с односторонним клеевым покрытием с клапаном |
У |
2 |
0,595 |
0,595 |
Утюг |
| 276а-1 |
Сметать клапаны с
подклапанами |
Р |
2 |
2,25 |
- |
Игла, напёрсток, ножницы |
| 276 |
Обтачать клапаны с
подклапанами из подклада без предварительного смётывания |
М |
2 |
- |
2,41 |
Машина 1022-М кл, ножницы |
| 276а-2 |
Обтачать клапаны |
М |
2 |
1,52 |
- |
Машина 1022-М кл, ножницы |
| 277 |
Подрезать швы в углах
клапанов и вывернуть клапаны на лицевую сторону |
Р |
1 |
0,908 |
0,908 |
Колышек, ножницы |
| 278 |
Выметать клапаны |
Р |
3 |
1,76 |
1,76 |
Игла, наперсток, ножницы |
| 279 |
Приутюжить клапаны после
выметывания |
У |
2 |
1,01 |
1,01 |
Утюг |
| 281 |
Удалить нитки выметывания
клапанов |
Р |
1 |
0,261 |
0,261 |
Колышек, ножницы |
| 282 |
Наметить линию
притачивания на клапанах |
Р |
2 |
0,784 |
0,784 |
Мел, линейка |
| 291 |
Восстановить места
расположения карманов |
Р |
3 |
0,784 |
0,784 |
Мел, линейка |
| 292 |
Проложить долевики из
материала с односторонним клеевым покрытием с изнанки полочек |
У |
1 |
1,09 |
1,09 |
Утюг |
| 293 |
Притачать клапаны к
полочкам |
М |
4 |
1,87 |
1,87 |
Машина 1022-М кл, ножницы |
| 294 |
Притачать обтачки к
полочкам |
М |
4 |
1,87 |
1,87 |
Машина 1022-М кл, ножницы |
| 295 |
Разутюжить швы
притачивания обтачек |
У |
3 |
1,75 |
- |
Утюг |
| б/н |
Заутюжить швы притачивания
обтачек |
У |
3 |
- |
1,60 |
Утюг |
| 296 |
Прорезать отверстие для
карманов |
Р |
3 |
1,76 |
1,76 |
Ножницы |
| 297 |
Вывернуть обтачки
наизнанку и выметать кант |
Р |
3 |
2,09 |
2,09 |
Игла, наперсток, ножницы |
| 298 |
Прострочить нижние края
боковых карманов в шов притачивания обтачек |
М |
3 |
1,72 |
1,72 |
Машина 1022-М кл, ножницы |
| 299 |
Притачать подзоры с
мешковиной к швам притачивания клапанов |
М |
3 |
1,87 |
1,87 |
Машина 1022-М кл, ножницы |
| 300 |
Скрепить углы карманов
двойной обратной строчкой и стачать мешковину боковых карманов |
М |
2 |
2,46 |
2,46 |
Машина 1022-М кл, ножницы |
| 308 |
Приутюжить карманы |
У |
3 |
2,65 |
2,65 |
Утюг |
| Итого: |
29 |
27,49 |
|
|
|
|
|
|
|
|
|
Рассчитываем
сокращения затрат времени, повышение производительности и степень механизации
обработки узла для описанного выше метода по формулам:


 
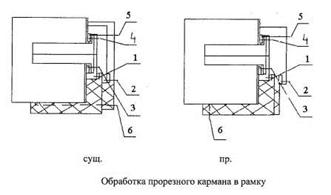
Таблица 13.
Технологическая последовательность обработки прорезного кармана в рамку
|
|
| Номер операции по сборнику |
Содержание операции |
Специальность |
Разряд работ |
Затрата времени, мин, на
метод |
Оборудование,
приспособления, инструменты |
| Существующий |
Проектируемый |
| 360 |
Наметить линии
притачивания обтачек на полочках с лицевой стороны |
Р |
3 |
1,06 |
1,06 |
Мел, линейка,
сантиметровая лента |
| 371 |
Заутюжить обтачки по линии
сгибы |
У |
1 |
2,17 |
2,17 |
Утюг весом 6 кг,
пульверизатор |
| 364 |
Приметать мешковину к
обтачкам карманов |
Р |
2 |
2,53 |
- |
Игла, напёрсток, ножницы |
| 365 |
Притачать мешковину к
обтачкам кармана |
М |
1 |
1,02 |
1,02 |
Машина 1022-М кл., ножницы |
| 366 |
Удалить нитки примётывания |
Р |
1 |
0,982 |
- |
Колышек, ножницы |
| 265 |
Приметать подзоры к
мешковинам кармана |
Р |
1 |
1,06 |
- |
Игла, напёрсток, ножницы |
| 266 |
Притачать подзоры к
мешковине |
М |
1 |
0,37 |
0,37 |
Машина 1022 кл., ножницы |
| 267 |
Удалить нитки примётывания |
Р |
1 |
0,982 |
- |
Колышек, ножницы |
| 291 |
Восстановить расположение
карманов |
Р |
3 |
0,784 |
0,784 |
Мел, линейка,
сантиметровая лента |
| 361а-1 |
Приметать обтачки к
полочке изделия |
Р |
2 |
2,53 |
2,53 |
Игла, напёрсток, ножницы |
| 361а-2 |
Притачать обтачки к
полочкам |
М |
4 |
2,26 |
2,26 |
Машина 1022 кл., ножницы |
| 361а-3 |
Удалить нитки примётывания |
Р |
1 |
0,982 |
0,982 |
Колышек, ножницы |
| 362 |
Разутюжить швы
притачивания обтачек |
У |
3 |
2,11 |
2,11 |
Утюг весом 6 кг,
пульверизатор |
| 296 |
Прорезать отверстия для
карманов |
Р |
3 |
1,76 |
1,76 |
Ножницы |
| 297 |
Вывернуть обтачки на
изнанку и выметать |
Р |
3 |
2,09 |
2,09 |
Игла, напёрсток, ножницы |
| 299 |
Притачать подзоры к швам
притачивания верхних обтачек |
М |
3 |
- |
1,87 |
Машина 1022 кл., ножницы |
| Б/з (299–3) |
Притачать подзоры с
подкладкой к швам притачивания верхних обтачек |
М |
3 |
1,87 |
- |
Машина 1022 кл., ножницы |
| 341 |
Скрепить углы карманов и
стачать мешковины:
с двух сторон
с трёх сторон
|
М
М
|
2
2
|
-
2,30
|
1,53
-
|
Машина 1022 кл., ножницы |
| 308 |
Приутюжить карманы в
готовом виде |
Пр
У
|
3
3
|
-
2,65
|
1,67
-
|
Пресс Cs-363,
пульверизатор
Утюг весом 6 кг,
пульверизатор
|
| ИТОГО |
29,51 |
22,206 |
|
Рассчитываем
сокращения затрат времени, повышение производительности и степень механизации
обработки узла для описанного выше метода по формулам:




Таблица 14.
Характеристика швейных машин
| Назначение машины |
Тип или класс машины,
фирма изготовитель |
Тип стежка |
Максимальная частота вращения
главного вала, мин.-1
|
Длина стежка, мм |
Исполнительный орган
механизма перемещения материала |
Иглы (ГОСТ 22249–82) |
Вид обработки материала |
Толщина вшиваемого пакета
материалов, мм |
Дополнительные данные |
| Стачивание деталей швейных
изделий |
1022-М «Промшвеймаш», г. Орша |
301
2х ниточный
челно
чный
|
4500 |
1,7–5 |
Нижняя зубчатая рейка |
Тип 0203 №90–110 |
Ткани пальтовые, плащевые
и
тд.
|
5 |
Централизованная смазка
механизмов, автоматическое устройство для наматывания ниток
на шпульку
|
| Обмётывание фигурных
петель с глазком на верхней одежде |
62761–837 «Минерва» |
304
2х ниточный
цепной
|
600 |
Длина петли 13–35 мм,
ширина кромки петли 2,3–3,4 мм |
- |
Тип
0277
№90–110
|
Ткани пальтовые, плащевые
и
тд
|
- |
- |
Таблица 15.
Характеристика прессового оборудования
| Марка (тип), фирма
изготовитель |
Назначение |
Усилие прессования, мПа |
Тип привода |
Вид нагрева подушек |
Температура нагрева
подушки, оС
|
| верхней |
нижней |
верхней |
нижней |
| CS-371 |
Выполнение дублирования
деталей, приутюживания и других оперций ВТО |
0,02 |
Электромеханический |
Электрический |
Паровой |
80–250 |
105–110 |
Таблица 16.
Характеристика гладильных столов и утюгов
| Оборудование,
предприятие-изготовитель |
Назначение |
Тип нагрева поверхности |
Температу-ра нагрева
поверхнос-ти |
Время разог-рева,
мин
|
Масса, кг |
|
Электропаровой утюг.
Орловский
машиностро-ительный
завод
|
Выполнение
внутрипроцессной ВТО |
Трубчатый
электронагреватель |
100 ÷ 240 |
10 |
2,5 |
|
Пресс пневматический
универсальный с плоской универсальной подушкой –
CS – 371 «Паннония» в
комплекте со столом
CS – 394 Е
|
Выполнение внутрипроцессной
ВТО |
Электропаровой с
индивидуальным малогабаритным паронагревателем |
200 |
- |
50 (вмес-те со сто-лом) |
Таблица 17.
Приспособления малой механизации
| Наименование и назначение
приспособления |
Марка (номер) |
Схема шва |
| Лапка с бортиком для
настрачивания накладных карманов, соединение деталей и выполнение отделочной
строчки без подгибания |
1–53 |
|
| откидная 2 рожковая
линейка, для прокладывания отделочных строчек |
1–2 |

|
4
Составление технологической последовательности изготовления изделия
Таблица 18.
Расчёт эффективности проектируемых мероприятий
| Наименование узла или
операции |
Средневзвешенная затрата
времени на обработку, мин |
Повышение
производительности труда по узлу, % |
Снижение затрат времени, % |
Степень механизации
обработки, %, при методах |
| Всего по узлу |
в.т.ч. за счёт |
| существующего метода |
проектируемого метода |
замены ручных операций
машинными |
применения клеевых
материалов |
технологичных конструкций |
замены оборудования |
существующем |
проектируемом |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
| Обработка низа рукава
притачной манжетой |
36,139 |
15,908 |
127,15 |
55,98 |
|
|
|
|
22,22 |
37,9 |
| Обработка накладного
кармана |
5,794 |
3,847 |
50,65 |
33,62 |
|
|
|
|
41,11 |
64,69 |
| Обработка борта |
33,013 |
12,219 |
170,27 |
63 |
|
|
|
|
27,17 |
38,64 |
| Обработка прорезного
кармана с клапаном |
5,8 |
5,498 |
5,5 |
5,2 |
|
|
|
|
39 |
44,38 |
| Обработка прорезного
кармана в рамку |
5,902 |
4,411 |
32,9 |
24,8 |
|
|
|
|
26,5 |
31,7 |
| Итого по изменяемым узлам |
86,648 |
41,883 |
106,88 |
51,66 |
|
|
|
|
156 |
217,31 |
| Итого по неизменяемым
узлам |
472,4 |
472,4 |
|
|
|
|
|
|
|
|
| Всего по изделию |
559,055 |
514,32 |
8,697 |
8,001 |
|
|
|
|
|
|
5. Оценка
качества обработки узла одежды и выбор объектов контроля
В данном курсовом проекте исследуется оценка качества обработки
прорезного кармана с клапаном, так как обработка этого узла – процесс
трудоёмкий и качественное его изготовление оказывает значительное влияние на
внешний вид изделия.
Для выявления влияния той или иной технологической операции на
формирование качества узла изделия выбранным методом обработки и установления
объектов контроля качества в технологическом процессе применяют
экспериментальный метод.
Для этой цели из технологической последовательности на обработку
узла выбраны 6 наиболее важных операций, которые в большей степени влияют на
качество обработки.
1.
Обтачать клапаны (разряд 2);
2.
Выметать клапаны (разряд 3);
3.
Притачать клапаны (разряд 4);
4.
Приутюжить клапаны после вымётывания (разряд 2);
5.
Восстановить места расположения карманов (разряд 3);
6.
Скрепить углы карманов двойной обратной строчкой (разряд 2).
Эти
операции были предоставлены пяти экспертам (студенты 4 курса) для оценки
влияния их проведения на качество узла изделия.
Полученные
данные обрабатываются с помощью метода априорного ранжирования, основанного на
методах ранговой корреляции. При ранжировке эксперт располагает операции в
порядке, который представляется ему наиболее рациональным, и приписывает
каждому из них числа-ранги. Р=1 – наиболее важная операция, Р=n, где n – число обсуждаемых операций, – наименее
значимая операция. Если несколько операций одинаковы по значимости, им
приписывают одинаковые ранги. Тогда операциям, поделившим между собой
какое-либо место присваивают ранг со средним значением.
После
нормальной ранжировки составляют матрицу рангов, когда собирают данные всех
экспертов:
Таблица 19.
Матрица рангов
| Шифр эксперта |
Операции |
Сумма |
Tj |
| 1 |
2 |
3 |
4 |
5 |
6 |
| 1 |
4 |
6 |
5 |
1 |
3 |
2 |
21 |
- |
| 2 |
3 |
5 |
4 |
1 |
6 |
2 |
21 |
- |
| 3 |
3 |
6 |
4 |
5 |
1,5 |
1,5 |
21 |
- |
| 4 |
1 |
5 |
2 |
6 |
4 |
3 |
21 |
- |
| 5 |
3,5 |
6 |
5 |
3,5 |
1 |
2 |
21 |
6 |
| Si |
14,5 |
28 |
20 |
16,5 |
15,5 |
10,5 |
105 |
6 |
| Si-S |
-3 |
10,5 |
2,5 |
-1 |
-2 |
-7 |
- |
- |
|
(Si-S)2
|
9 |
110,25 |
6,25 |
1 |
4 |
49 |
179,5 |
- |
| mn-Si |
15,5 |
2 |
10 |
13,5 |
14,5 |
19,5 |
75 |
- |
| Ji |
0,21 |
0,03 |
0,13 |
0,18 |
0,19 |
0,26 |
1,00 |
- |
|
jic
|
0,31 |
- |
- |
- |
0,29 |
0,4 |
1,00 |
- |
Коэффициент
конкордации составляет:

Таблица 20.
Объекты операционного контроля
| Наименование операций |
Вид работы |
Разряд работы |
Затрата времени, мин |
| Обтачать клапаны |
М |
2 |
1,52 |
| Восстановить места
расположения карманов |
Р |
3 |
0,784 |
| Скрепить углы карманов
двойной обратной строчкой |
М |
2 |
2,46 |
Заключение
В ходе
изучения темы курсовой работы «Выбор и оценка эффективности методов обработки
женского жакета на подкладке, изготовленного на предприятии индустрии моды» был
рассмотрен весь технологический процесс изготовления в условиях индивидуального
производства, начинающийся с выбора моделей и заканчивающийся оценкой качества
готового изделия с расчётом экономической эффективности изготовления изделия по
проектируемому методу. Весь технологический процесс включает такие важные
этапы, как:
-
описание технологического процесса изготовления изделия
(составление графической модели подготовки условного изделия к примерке и
дошива изделия);
-
выбор материалов и режимов оборудования в соответствии с
проектируемым видом изделия и его назначением;
-
оценка свойств и характеристик рекомендуемых материалов и
выбранные в соответствии с этим режимы и параметры обработки изделия;
Наиболее
важным этапом проектирования является этап выбора таких методов обработки
изделия, позволяющих снижать затраты времени, повышать производительность труда
и степень механизации производства, влияющих на экономическую эффективность
использования в технологическом процессе новейшего оборудования, прогрессивных
методов обработки, клеевых материалов, так как всё это в совокупности
определяет уровень качества изготовленных изделий.
Заключительным
этапом курсовой работы является составление технологической последовательности
обработки условного изделия и экспертная оценка качества обработки.
Библиографический
список
1. Л.В. Антонина, З.Е. Нагорная. Технология швейных
изделий. Методические указания к выполнению курсовой работы.–Омск: ОГИС, 2000 г. 40 с.
2. Прейскурант №Б 01 (01–15) на изготовление швейных изделий по
индивидуальным заказам населения. Часть III. Отделочные работы,
выполняемые на швейных предприятиях. Утв. Госкомцен СССР от 08.02.84. – М.:
Прейскурантиздат, 1984. –96 с.
3. Прейскурант №Б 01 (01–15) на изготовление швейных изделий по
индивидуальным заказам населения. Части I, II. Утв. Госкомцен СССР от
08.02.84. – М.: Прейскурант издат, 1986. –46 с.
4. А.И. Назарова, И.А. Куликова, А.Б. Савостицкий.
Технология швейных изделий по индивидуальным заказам. – М.: Легпромбытиздат,
1986.-336 с.
5. А.В. Савостицкий, Е.Х. Меликов. Технология швейных
изделий. – М.: Лёгкая и пищевая промышленность, 1982.-440 с.
6. Типовые нормы времени на технологические операции пошива мужской и
женской верхней одежды по индивидуальным заказам при организации работ с
разделением труда. – М.: НИИ труда, 1980.-400 с.
7. Б.А. Бузов, Т.А. Модестова, Н.Д. Алыменкова.
Материаловедение швейного производства. – М.: Лёгкая индустрия, 1978.-480 с.
8. В.В. Исаев. Оборудование швейных предприятий. – М.: Лёгкая и
пищевая промышленность, 1983.-232 с.
9. И.С. Зак, И.К. Горохов и др. Справочник по швейному
оборудованию. – М.: Лёгкая индустрия, 1981.-272 с.
|